También podría gustarte
- Manual para Psicólogos Educativos - Candido J. Inglés Saura - PDF Versión 1Documento403 páginasManual para Psicólogos Educativos - Candido J. Inglés Saura - PDF Versión 1Mauricio Ospina97% (31)
- Experimento #1Documento10 páginasExperimento #1Alex LoveraAún no hay calificaciones
- Medidas Directas e Indirectas 1111Documento12 páginasMedidas Directas e Indirectas 1111Andrea Lazarte Flores100% (1)
- Interpretación de mapas y planos topográficos y dibujo de planos sencillos. AGAJ0308De EverandInterpretación de mapas y planos topográficos y dibujo de planos sencillos. AGAJ0308Aún no hay calificaciones
- Practica 1 Mediciones y Error PDFDocumento5 páginasPractica 1 Mediciones y Error PDFAngel David Arrieta MastraAún no hay calificaciones
- 1 - Guia de Laboratorio - Nº 1Documento10 páginas1 - Guia de Laboratorio - Nº 1Angel Olortegui VillegasAún no hay calificaciones
- Laboratorio 1 - FÍSICA 1 - UNSCHDocumento26 páginasLaboratorio 1 - FÍSICA 1 - UNSCHJesús Guzmán Rivas100% (1)
- FISICA - ERRORES EN LA MEDICION CanarioDocumento11 páginasFISICA - ERRORES EN LA MEDICION CanarioCristhian Eduardo Canario FerrelAún no hay calificaciones
- Tratamiento de Datos ExperimentalesDocumento31 páginasTratamiento de Datos ExperimentalesBricopobres EAAún no hay calificaciones
- Informe N°1 CFUDocumento10 páginasInforme N°1 CFUdelfino MarianoAún no hay calificaciones
- Primera Clase para Gente WDocumento23 páginasPrimera Clase para Gente WWalter Jesus Rojas FhonAún no hay calificaciones
- 1 - Guia de Laboratorio - Nº 1Documento7 páginas1 - Guia de Laboratorio - Nº 1Angel Olortegui VillegasAún no hay calificaciones
- GUÍA N°01 - Medición y Cálculo de Errores en La ExperimentaciónDocumento23 páginasGUÍA N°01 - Medición y Cálculo de Errores en La ExperimentaciónJhonny CastroAún no hay calificaciones
- Informe 1.toma de Datos e Introducción Al Análisis de ErrorDocumento12 páginasInforme 1.toma de Datos e Introducción Al Análisis de ErrorJhysseth Garces100% (1)
- Laboratorio #01Documento5 páginasLaboratorio #01Valeria Alexandra De La Cruz RojasAún no hay calificaciones
- Informe de LaboratorioDocumento9 páginasInforme de LaboratorioFlorencia L. Tejada RuizAún no hay calificaciones
- Fundamentos Errores y Su PropagaciónDocumento28 páginasFundamentos Errores y Su Propagacióndenisse pazosAún no hay calificaciones
- 1 Laboratorio Mediciones e IncertidumbreDocumento8 páginas1 Laboratorio Mediciones e IncertidumbreAnderson PazAún no hay calificaciones
- 1.informe de Laboratorio Mediciones y Calculo de ErroresDocumento20 páginas1.informe de Laboratorio Mediciones y Calculo de ErroresRuiz Olivares IvanAún no hay calificaciones
- Fisica InformeDocumento13 páginasFisica InformekatherineAún no hay calificaciones
- PRACTICA N°1.de LaboratorioDocumento10 páginasPRACTICA N°1.de LaboratorioJonatan Rodrigo Aragon ViaAún no hay calificaciones
- Laboratorio 2Documento14 páginasLaboratorio 2nicol sandovalAún no hay calificaciones
- Laboratorio FisicaDocumento4 páginasLaboratorio FisicaEdwin Yhoel Sandoval ValenciaAún no hay calificaciones
- MEDICIONESDocumento8 páginasMEDICIONESRuben Masias LópezAún no hay calificaciones
- Informe de Laboratorio Física TrabajoDocumento12 páginasInforme de Laboratorio Física TrabajoBenjamin CorreaAún no hay calificaciones
- Lab Virtual Fisica DecimoDocumento19 páginasLab Virtual Fisica DecimoAnonymous jX3qSXAún no hay calificaciones
- Física 1p 2Documento4 páginasFísica 1p 2Alejandra VillaltaAún no hay calificaciones
- Guia de Practica N 02Documento10 páginasGuia de Practica N 02Jahayra Pulache leonAún no hay calificaciones
- Laboratorio 3 - GRUPO 07Documento10 páginasLaboratorio 3 - GRUPO 07Patrick Jara cruzadoAún no hay calificaciones
- Portafolio de Evidencias Metodos NumericosDocumento9 páginasPortafolio de Evidencias Metodos NumericosEstefania López GuzmánAún no hay calificaciones
- LABORATORIO F1Nº 01v2Documento10 páginasLABORATORIO F1Nº 01v2RODRIGUEZ ORE LAURA VALENTINAAún no hay calificaciones
- Practica 1Documento16 páginasPractica 1Mayra Pacahuala AguirreAún no hay calificaciones
- Laboratorio Sobre MedidasDocumento19 páginasLaboratorio Sobre Medidastranscripciones documentosAún no hay calificaciones
- Laboratorio Virtual 1Documento10 páginasLaboratorio Virtual 1Braysander SanchezAún no hay calificaciones
- Laboratorio de Fisica 1Documento7 páginasLaboratorio de Fisica 1Henry DavichoAún no hay calificaciones
- Fisica Laboratorio 01 Jerson Terminado HHHHHHHHHDocumento10 páginasFisica Laboratorio 01 Jerson Terminado HHHHHHHHHjersonAún no hay calificaciones
- Informe N 1 "Errores en La Mediciones"Documento10 páginasInforme N 1 "Errores en La Mediciones"Pol Enrique Trigoso EchaizAún no hay calificaciones
- Laboratorio 1 FísicaDocumento8 páginasLaboratorio 1 FísicaFernanda Pulido SantosAún no hay calificaciones
- ErroresDocumento7 páginasErroresJean ManuelAún no hay calificaciones
- Nociones Sobre La Precisión de Las MedidasDocumento5 páginasNociones Sobre La Precisión de Las MedidasEdinson Jesus Contreras SepulvedaAún no hay calificaciones
- Medición e IncertidumbreDocumento7 páginasMedición e IncertidumbreNallely NazarioAún no hay calificaciones
- Labo 1Documento10 páginasLabo 1maycolsvenloayzadelacruzAún no hay calificaciones
- Calculo de ErroresDocumento9 páginasCalculo de ErroresAlan Gutierrez AltamiranoAún no hay calificaciones
- 6 Medidas y ErroresDocumento19 páginas6 Medidas y ErroresMIGUEL A. LAún no hay calificaciones
- LABORATORIO 1 DE FISICA CorregidoDocumento7 páginasLABORATORIO 1 DE FISICA CorregidoXiomara Torres ArizaAún no hay calificaciones
- Laboratorio N°1Documento15 páginasLaboratorio N°1Marlon SepúlvedaAún no hay calificaciones
- Práctica 1 (Errores)Documento5 páginasPráctica 1 (Errores)Anto DamianAún no hay calificaciones
- 1er Informe de LaboratorioDocumento11 páginas1er Informe de LaboratorioAnne Marie Delgado AlmanzaAún no hay calificaciones
- Clase 5 Experiencia VirtualDocumento18 páginasClase 5 Experiencia VirtualAbi Lopez de AntuenoAún no hay calificaciones
- Informe MecánicaDocumento14 páginasInforme MecánicaMauri YulianaAún no hay calificaciones
- Practica 2 NutricionDocumento13 páginasPractica 2 NutricionNataly QuevedoAún no hay calificaciones
- Informe de Laboratorio N°1Documento7 páginasInforme de Laboratorio N°1dulce paivaAún no hay calificaciones
- Informe Nº01 - Medicion e incertidumbre-Biofisica-Prof. MachadoDocumento9 páginasInforme Nº01 - Medicion e incertidumbre-Biofisica-Prof. MachadoCYDMASG SRLAún no hay calificaciones
- Laboratorio de Fisica - Mediciones ImprimirDocumento22 páginasLaboratorio de Fisica - Mediciones ImprimirKevin Pizarro JorgeAún no hay calificaciones
- Lab. Teoria de ErroresDocumento35 páginasLab. Teoria de ErroresDaniel Enrique Inchicaqui GonzalesAún no hay calificaciones
- Mediciones PrecisasDocumento13 páginasMediciones PrecisasHugo HerreraAún no hay calificaciones
- Laboratorio #01 ERRORESDocumento5 páginasLaboratorio #01 ERRORESRodrigo Leandro Nima MazaAún no hay calificaciones
- Informe FisicaDocumento7 páginasInforme FisicaAnthony TomarsAún no hay calificaciones
- 2022 III 3476 Practica2PRESENCIAL Mediciones y Estimaciones de ErrorDocumento13 páginas2022 III 3476 Practica2PRESENCIAL Mediciones y Estimaciones de ErrorTrivium MetalAún no hay calificaciones
- Práctica de Laboratorio (Medida de Longitudes Con El Calibre) .Documento8 páginasPráctica de Laboratorio (Medida de Longitudes Con El Calibre) .Cliffor Jerry Herrera CastrilloAún no hay calificaciones
- Calculo I TrabajoDocumento7 páginasCalculo I TrabajoYeny Vanesa Peña RamiresAún no hay calificaciones
- Individuo y Medio Ambiente ....Documento2 páginasIndividuo y Medio Ambiente ....Yeny Vanesa Peña RamiresAún no hay calificaciones
- POLIGONALES para Clase Sin ResolDocumento4 páginasPOLIGONALES para Clase Sin ResolYeny Vanesa Peña RamiresAún no hay calificaciones
- METODOLOGIADocumento17 páginasMETODOLOGIAYeny Vanesa Peña RamiresAún no hay calificaciones
- Tarea Dubujo IndustrialDocumento8 páginasTarea Dubujo IndustrialYeny Vanesa Peña RamiresAún no hay calificaciones
- Aviso Publicitario Psicopedagogia MiguelDocumento1 páginaAviso Publicitario Psicopedagogia MiguelMIGUEL HERNANDEZAún no hay calificaciones
- Articulo 2 La Pandemia y Los Nuevos Retos de Los MaestrosDocumento1 páginaArticulo 2 La Pandemia y Los Nuevos Retos de Los MaestrosJavier LimachiAún no hay calificaciones
- Manual de Usuario ForosDocumento15 páginasManual de Usuario ForosDiego Andres Losada AlvaradoAún no hay calificaciones
- Modelo 1 INGLES-INSTRUMENTALDocumento6 páginasModelo 1 INGLES-INSTRUMENTALDalimer SaabAún no hay calificaciones
- Unidad 1 - Capitulo 3 - Estimaciones e Integración de Restricciones - v2.0Documento45 páginasUnidad 1 - Capitulo 3 - Estimaciones e Integración de Restricciones - v2.0angelarribereAún no hay calificaciones
- Aspecto Moral - Adulto MAyorDocumento32 páginasAspecto Moral - Adulto MAyorYajairaAún no hay calificaciones
- Linea de Tiempo Historia de La Orientacion VocacionalDocumento4 páginasLinea de Tiempo Historia de La Orientacion VocacionalDanny LopezAún no hay calificaciones
- Programa SA OnlineDocumento2 páginasPrograma SA OnlineDavid Almagro CaballeroAún no hay calificaciones
- Actualización Fichas Tecnicas Agosto 2021Documento5 páginasActualización Fichas Tecnicas Agosto 2021Miguel SanabriaAún no hay calificaciones
- El Mapa Conceptual y SemánticoDocumento14 páginasEl Mapa Conceptual y SemánticoLuis Flores PalomaresAún no hay calificaciones
- Glosario de Términos de Primeros AuxiliosDocumento5 páginasGlosario de Términos de Primeros Auxiliosjavier hoyosAún no hay calificaciones
- Tecnico 2Documento12 páginasTecnico 2Andrea Saiz MoranteAún no hay calificaciones
- SDN Controller Implementation Using OpenDaylight Experiments-EsDocumento5 páginasSDN Controller Implementation Using OpenDaylight Experiments-EsHarold Cerda FloresAún no hay calificaciones
- Pruebas Prácticas y PsicotécnicasDocumento7 páginasPruebas Prácticas y PsicotécnicasVeronica AndreinaAún no hay calificaciones
- Qué Tipo de Docente SoyDocumento6 páginasQué Tipo de Docente SoyjsegoviadeborbaAún no hay calificaciones
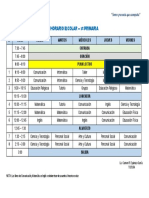
- Horario Escolar - 3º Primaria: #Hora Lunes Martes Miércoles Jueves Viernes Entrada Oración Plan LectorDocumento1 páginaHorario Escolar - 3º Primaria: #Hora Lunes Martes Miércoles Jueves Viernes Entrada Oración Plan LectorMaría Emilia Almonacin HuarcayaAún no hay calificaciones
- Clinica de Operatoria Dental IiDocumento15 páginasClinica de Operatoria Dental IiUn Rey AzulAún no hay calificaciones
- Allquestionskata EspDocumento9 páginasAllquestionskata EspEnrique Sufront100% (1)
- 2346 2183 Dyna 89 220 81Documento9 páginas2346 2183 Dyna 89 220 81Jean PatricioAún no hay calificaciones
- Unidad 3 y 3.1 El Tiempo Garcia A. Danyher J. 30056952Documento7 páginasUnidad 3 y 3.1 El Tiempo Garcia A. Danyher J. 30056952Danyher GarcíaAún no hay calificaciones
- Sesion ArteDocumento3 páginasSesion ArteMARILYN GIULIANNA PILLCO CHAVARRIAAún no hay calificaciones
- Años Antes de CristoDocumento9 páginasAños Antes de CristoyuliAún no hay calificaciones
- Toledo Ecología y Biodiversidad Sede UioDocumento6 páginasToledo Ecología y Biodiversidad Sede UioJorge AndradeAún no hay calificaciones
- Ud Bottlemate CompletaDocumento21 páginasUd Bottlemate CompletaJose Antonio100% (1)
- 5343 - Ciclo I - Taller de ProgramaciónDocumento17 páginas5343 - Ciclo I - Taller de ProgramaciónAngel b11Aún no hay calificaciones
- Deleuze y La FilosofiaDocumento4 páginasDeleuze y La FilosofiaBrahian Stiven Castaño NavalesAún no hay calificaciones
- Proyecto Abp SepDocumento5 páginasProyecto Abp SepMarii BalmarAún no hay calificaciones
- Taller 10. El Afiche PublicitarioDocumento3 páginasTaller 10. El Afiche PublicitarioOlga GalvisAún no hay calificaciones
- Centros Educativo Ciclo20112012 PDFDocumento355 páginasCentros Educativo Ciclo20112012 PDFJose manuel Gomez vecerraAún no hay calificaciones