TRANSFERENCIA DE CALOR I DEBER
Fabricacin de Radiadores /Reparacin de Radiadores Desde el punto de vista del usuario se considera ideal tener un slo flux para todas los pasos del proceso. Una forma incluso mejor de proceder se explica a continuacin! Se necesitan varias etapas de trabajo completamente distintas en la fabricacin de radiadores. Cada etapa requiere distintas caractersticas de la soldadura: 1) El estaado de la cinta exige una reaccin rpida del flux. La capa de xido ha de ser completamente eliminada de la superficie de la cinta de forma que se obtenga una capa uniforme de estao con el espesor necesario. 2) Para el horneado de panales, el tiempo de exposicin del flux en el horno es crucial. Cuando se alcanza la temperatura de soldar, el flux ha de permanecer activo durante todo el soldeo; de lo contrario la unin se desunir de nuevo. Normalmente no se quiere que haya residuos de flux. El aire de escape del horno debe causar el mnimo de polucin posible. 3) La inmersin de las placas necesita un flux que reaccione rpidamente y que, a la temperatura de soldeo, permanezca activo durante todo el perodo de inmersin. Adems el flux no debe salpicar cuando se introduce la pieza en el bao de estao. 4)Para soldar el tanque del radiador, el flux no solamente ha de aguantar los picos de temperatura durante cortos perodos de sobrecalentamiento sino que tambin ha de aguantar un suficiente tiempo de exposicin. Los humos producidos han de ser aspirados para proteger a los trabajadores del olor de los mismos. 5)A la reparacin de radiadores se aplica lo mismo que a la soldadura de los tanques de radiadores. Adems el flux tiene que ser muy eficaz en su limpieza para eliminar la suciedad antes de soldar. Si se usa una sola concentracin /composicin de flux para todas las etapas del proceso slo se puede cumplir parte de las completamente diferentes exigencias. En un caso la dosificacin ser la correcta, pero en otro se estar sobredosificando o incluso infradosificando. Esto mantendr la produccin por debajo de su potencial. Si Vd. desea conseguir los mejores resultados posibles, nosotros podemos determinar para Vd. el tipo adecuado de flux para cada etapa de su proceso y ajustaremos las propiedades del mismo a sus exigencias. http://www.lts-service.info/spanisch/Seiten/anwendungen/kuehlerf.html
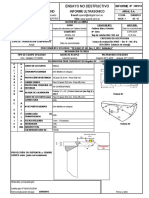
Las ALETAS son lminas de cobre. Son las que reciben el aire y se enfran, bajando la temperatura del agua que pasa entre ellas a travs de los caos .El aire que reciben puede ser natural, producido por el movimiento del vehculo, o provocado por un forzador, en el caso de los motores estacionarios.
�TRANSFERENCIA DE CALOR I DEBER
Ya que el cobre con el que se hacen las aletas viene en bobinas, es decir, rollos, hay tamaos diferentes, segn la medida que se necesite. Aleta para tipo cao chico Aleta para tipo cao grande _ De dos filas (32mm) _ De dos filas (39mm) _ De tres filas (45mm) _ De tres filas (53mm) _ De cuatro filas (57mm) _ De cuatro filas (67mm) _ De cinco filas (70mm) _ De cinco filas (81mm) _ De seis filas (83mm) _ De seis filas (96mm)
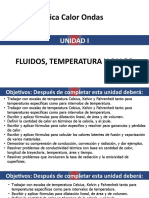
Los TUBOS son los canales por medio de los cuales el agua es transportada entre las aletas y es enfriada para pasar luego al motor. Pueden ser de dos tipos: Chico (13mm) Grande (19mm)
Son de cobre como las aletas, pero llevan un proceso diferente. El material tambin se presenta en bobinas, aunque el espesor no vara. Es decir, el ancho de la bobina para tubos es uno solo. La longitud del tubo depende directamente de la altura que deba tener el panel a producir. Para su armado hay dos mquinas diferentes: una para tubo chico y la otra para tubo grande. Dependiendo del tipo de tubo que se necesite, se elige la mquina y sta lo va plegando hasta confeccionar el deseado. El proceso de armado de tubos es el siguiente: A la mquina entra cobre virgen. Se va plegando para formar el tubo.
�TRANSFERENCIA DE CALOR I DEBER
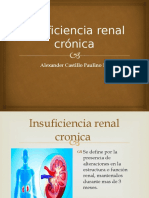
Pasa por una mezcla de cido Finalmente, se baa en estao. El tubo sale estaado y se enfra para ser utilizado. Las PLACAS son los cabezales del panel para radiador. Son de bronce y llevan un proceso de estaado para que, una vez en el horno, puedan adherirse al resto de los elementos del panel.
Cobre laminado ( presentado en bobinas) Bronce ( tambin presentado en bobinas) Estao cido
Los paneles se dividen segn su necesidad de aplicacin. Existen cuatro categoras: Comn Especial Sper especial Sper tubular La categora del panel esta dada por la cantidad de aletas que tenga por centmetro cbico. Comn: tres aletas por cm3. Especial: cuatro aletas por cm3. Sper especial: cinco aletas por cm3. Sper tubular: seis aletas por cm3. Ya que las aletas son las que reciben el aire y enfran de esa manera el agua, cuanto ms cantidad de aletas por cm3 posea el panel, ms capacidad de enfriamiento tendr. Generalmente, los motores
�TRANSFERENCIA DE CALOR I DEBER
industriales necesitan radiadores con poca cantidad de aletas por cm3, ya que no necesitan tanta capacidad de enfriamiento (por el rgimen de trabajo que tienen). Los paneles de tipo comn se confeccionan generalmente para equipos viales y para la industria petrolera, ya que son mucho ms resistentes al trabajo al que son sometidos. Los de tipo especial son aplicados en su mayora a la lnea camiones, tractores y algunos equipos viales, mientras que los de tipo sper especial y sper tubular son usados mayoritariamente por la lnea automotriz, la cual necesita una mayor capacidad de refrigeracin. Estos ltimos pertenecen a la lnea liviana, es decir que en su confeccin se utiliza material ms delgado
Cortadora de aletas Estampadora de aletas Bancos de armado Estampadora de placas Plegadora y estaadora de tubos Horno La cortadora de aletas tiene posiciones, segn las filas que se necesite y el tipo de tubo con el que se trabaje. Lo nico que se le cambia a esta mquina es el tipo de rodillo que gira. La estampadora de aletas es la encargada de hacer los agujeros por medio de los cuales van a pasar los tubos en las aletas. Tiene matrices movibles, es decir, que se regulan para estampar la cantidad de filas que se necesite. Para este proceso hay dos mquinas diferentes, una para estampado de tubo chico y la otra para estampado de tubo grande. El proceso no es como si fuese un sacabocado, sino que es un expansor, quiere decir que la parte de cobre que estaba en el lugar en el que la mquina deja una abertura no es cortada y sacada de la aleta, sino que es desplazada hacia abajo, creando de esa manera una superficie de contacto mas amplia para fundirse con el tubo estaado que la traspasar. En los bancos de armado comienza el ensamble de las partes del panel. Existen cuatro bancos: uno para cada categora de panel. ( comn, especial, sper especial y sper tubular)
�TRANSFERENCIA DE CALOR I DEBER
En cada una de las ranuras que forman los dientes verticales se introduce una aleta. Los dientes verticales estn dispuestos en cada banco de modo de formar el panel de la categora requerida. Los dientes no son regulables. Por ejemplo, el banco especiales tiene dispuestos los dientes de manera que entren cuatro aletas cada 1cm3. Al terminar el ensamblaje de aletas, todas las aberturas en las mismas quedan alineadas para poder, de esa manera, introducir los tubos. stos son cubiertos anteriormente con una pasta llamada soldaestao N4, que ser la que, junto al estao derretido, har de aglutinante entre el tubo y la aleta una vez en el horno. La estampadora de placas es la que se usa para realizar las aberturas en los cabezales del panel. En el horno se produce la ltima etapa del armado: es el momento en el que todas las partes del panel van a fundirse con el calor. En el horno se introduce el conjunto ya armado: placas y aletas ensambladas con los tubos. La temperatura del horno es de 330 y se mantiene el panel de radiador dentro de l durante cinco minutos, tiempo suficiente para que las partes queden bien pegadas entre si, terminando de esta forma el proceso de armado. Un panel de radiador tiene tres medidas: Alto, ancho y espesor. Por ejemplo: a la fbrica llega una orden para producir un panel de radiador de un Mercedes Benz: stas seran las medidas a tener en cuenta: 58.5 (medida de alto de la placa de base a la placa de tope) 59.5 (ancho, de lateral a lateral) 57 (medida de la aleta: tendr cuatro filas y se trabajar con cao chico.) Especial (cuatro aletas por cada cm3.)
�TRANSFERENCIA DE CALOR I DEBER
http://www.radiadoresneuquen.com/procesodeproduccion1.html
�TRANSFERENCIA DE CALOR I DEBER