También podría gustarte
- Diseño de Puente Seccion CompuestaDocumento23 páginasDiseño de Puente Seccion CompuestaIzai NuñezAún no hay calificaciones
- Métodos Matriciales para ingenieros con MATLABDe EverandMétodos Matriciales para ingenieros con MATLABCalificación: 5 de 5 estrellas5/5 (1)
- Manual de Politicas de Recursos HumanosDocumento16 páginasManual de Politicas de Recursos HumanosMarvin Lopez100% (1)
- Tesis 19Documento4 páginasTesis 19Gonzalo Escobar CainaAún no hay calificaciones
- Tesis 8Documento24 páginasTesis 8Gonzalo Escobar CainaAún no hay calificaciones
- BoredzzzDocumento7 páginasBoredzzzdestructor 03Aún no hay calificaciones
- Ejemplo Diagrama InteracciónDocumento28 páginasEjemplo Diagrama InteracciónGuido Vladimir MamaniAún no hay calificaciones
- Tarea Semanal 8Documento8 páginasTarea Semanal 8Juan T NoaAún no hay calificaciones
- MS46 Ma464 L10 MuñozDocumento2 páginasMS46 Ma464 L10 MuñozMuñoz Malca Michael AlfredoAún no hay calificaciones
- Ensayo de TorsiónDocumento5 páginasEnsayo de Torsiónandres garciaAún no hay calificaciones
- Trabajo de LaminadoDocumento13 páginasTrabajo de LaminadoCristy B-flyAún no hay calificaciones
- Ejercicio - Momento-Curvatura y Mecanismo de ColapsoDocumento32 páginasEjercicio - Momento-Curvatura y Mecanismo de ColapsoYamithCantilloMierAún no hay calificaciones
- Pendiente e InterceptoDocumento3 páginasPendiente e InterceptoArnold Eduardo Chuquillanqui GuimarayAún no hay calificaciones
- REZAGADODocumento7 páginasREZAGADOGustavo Villar HidalgoAún no hay calificaciones
- Puente LosaDocumento21 páginasPuente LosaEnrique Tovar ZapataAún no hay calificaciones
- Ejecicio Numero Dos de La Practica Segunda UnidadDocumento6 páginasEjecicio Numero Dos de La Practica Segunda UnidadLaura Margaret Salas SilesAún no hay calificaciones
- Bases de Estacion TotalDocumento8 páginasBases de Estacion TotalChuy DavilaAún no hay calificaciones
- Vigas de ArriostreDocumento14 páginasVigas de ArriostreJuan QuispeAún no hay calificaciones
- Puente Losa 11mts.Documento12 páginasPuente Losa 11mts.milanAún no hay calificaciones
- P-8 Pérdidas Diferidas Viga Con VoladoDocumento3 páginasP-8 Pérdidas Diferidas Viga Con VoladoFranz Cocarico0% (1)
- PROBLEMADocumento7 páginasPROBLEMANicolas PanchanoAún no hay calificaciones
- CARGA ELECTRICA Parte 2Documento6 páginasCARGA ELECTRICA Parte 2arielAún no hay calificaciones
- Informe #04Documento12 páginasInforme #04Eduardo Paz castilloAún no hay calificaciones
- Cuarta Práctica Calificada de Resistencia de Materiales - de La Torre Muñoz PDFDocumento5 páginasCuarta Práctica Calificada de Resistencia de Materiales - de La Torre Muñoz PDFYerson Sarango VarasAún no hay calificaciones
- Cerecer, Toloza - Prueba3 y Lab3Documento16 páginasCerecer, Toloza - Prueba3 y Lab3Brian EstebanAún no hay calificaciones
- Informe Análisis Estructural Arcos TriarticuladosDocumento45 páginasInforme Análisis Estructural Arcos TriarticuladosCriminal CaseAún no hay calificaciones
- AsdfasdDocumento8 páginasAsdfasdJimmy AnticonaAún no hay calificaciones
- Taller OndasDocumento3 páginasTaller OndaspauloAún no hay calificaciones
- Losa Aligerada - Ejercicio 1Documento7 páginasLosa Aligerada - Ejercicio 1Laboratorio EPIHCSAún no hay calificaciones
- MAES02Documento33 páginasMAES02antonella.melgarAún no hay calificaciones
- Calculo de PotenciaDocumento4 páginasCalculo de Potenciajosealbertocortesayala94Aún no hay calificaciones
- Tarea YunqueDocumento11 páginasTarea YunqueGomez EiderAún no hay calificaciones
- Informe 1 Fisica 3docxDocumento7 páginasInforme 1 Fisica 3docxmaria teresa cutter mitaAún no hay calificaciones
- Tijeral CALCULOSDocumento5 páginasTijeral CALCULOSfernando illanes monrroyAún no hay calificaciones
- Ejercicio de FisuracionDocumento3 páginasEjercicio de FisuracionFelix SuarezAún no hay calificaciones
- Ejercicios ResueltosDocumento1 páginaEjercicios ResueltosIngryd FiorellaAún no hay calificaciones
- Diseño Puente Viga LosaDocumento7 páginasDiseño Puente Viga LosaYomer AymeAún no hay calificaciones
- Trabajo Mecanica de MaterialesDocumento16 páginasTrabajo Mecanica de MaterialesAna RamirezAún no hay calificaciones
- Tarea 3 Neider MorenoDocumento13 páginasTarea 3 Neider Morenoneider morenoAún no hay calificaciones
- PUENTE LOSA SilvDocumento37 páginasPUENTE LOSA SilvThalia PretelAún no hay calificaciones
- Examen Tercer Parcial Mec 245Documento4 páginasExamen Tercer Parcial Mec 245Alfredo FitaAún no hay calificaciones
- Trabajo 5 - Diseño de PuentesDocumento19 páginasTrabajo 5 - Diseño de PuentesJose JoseAún no hay calificaciones
- Taller FlexionDocumento5 páginasTaller FlexionMILANES DE ARMAS ILLIDGEAún no hay calificaciones
- Informe Mecanica de Solidos IIDocumento20 páginasInforme Mecanica de Solidos IIBENAVIDES AGUILAR DENIS JOLCENAún no hay calificaciones
- Tarea Encargada Flexion y CortanteDocumento10 páginasTarea Encargada Flexion y CortanteDeisi Hualpa MamaniAún no hay calificaciones
- LOSASDocumento5 páginasLOSASalcides gonzales crisoloAún no hay calificaciones
- Cálculo de Flotación para El Cilindro de Longitud 4 CMDocumento2 páginasCálculo de Flotación para El Cilindro de Longitud 4 CMBrandon RuizAún no hay calificaciones
- FLUJO CORTANTE (Q)Documento9 páginasFLUJO CORTANTE (Q)ZAGACETA RODRIGUEZ SHIRLEY ELIZABETHAún no hay calificaciones
- Diagramas Momento Curvatura y Momento RotacionDocumento9 páginasDiagramas Momento Curvatura y Momento RotacionjessicaAún no hay calificaciones
- PAU Tec Ind 2014 JulioDocumento8 páginasPAU Tec Ind 2014 JulioYolanda Romero TamudoAún no hay calificaciones
- Herrera Pregrino ZuloetaDocumento105 páginasHerrera Pregrino ZuloetaThalia PretelAún no hay calificaciones
- Solucionario de Práctica y Examen Unidad IDocumento6 páginasSolucionario de Práctica y Examen Unidad IAngelo EsquivelAún no hay calificaciones
- Ejercicio Muro Cortante - PlacaDocumento17 páginasEjercicio Muro Cortante - PlacaLuis PadillaAún no hay calificaciones
- CargasDocumento32 páginasCargasCarolina GerenaAún no hay calificaciones
- Placa 11 WordDocumento5 páginasPlaca 11 WordAna Fernanda Chávez DávilaAún no hay calificaciones
- Lineas de Influencia - Diseño de PuentesDocumento8 páginasLineas de Influencia - Diseño de Puentesluis nanfaroAún no hay calificaciones
- Ejercicios Item DDocumento9 páginasEjercicios Item DHernando LopezAún no hay calificaciones
- Resolucion Viga Postesada Exterior PREGUNTARDocumento12 páginasResolucion Viga Postesada Exterior PREGUNTARnicolas bardellaAún no hay calificaciones
- Desviacion Del Haz Electronico en Medio de Un Campo ElectricoDocumento16 páginasDesviacion Del Haz Electronico en Medio de Un Campo ElectricogonzaloAún no hay calificaciones
- Carga Por Barandas WCBDocumento18 páginasCarga Por Barandas WCBJose SarangoAún no hay calificaciones
- Diseño Puente Sobre La QuebradaDocumento7 páginasDiseño Puente Sobre La QuebradaLuis Alfredo Cely MorenoAún no hay calificaciones
- Tesis 6Documento12 páginasTesis 6Gonzalo Escobar CainaAún no hay calificaciones
- Tesis 13Documento10 páginasTesis 13Gonzalo Escobar CainaAún no hay calificaciones
- Tesis 3Documento13 páginasTesis 3Gonzalo Escobar CainaAún no hay calificaciones
- Tesis 5Documento3 páginasTesis 5Gonzalo Escobar CainaAún no hay calificaciones
- Tesis 3Documento13 páginasTesis 3Gonzalo Escobar CainaAún no hay calificaciones
- Tesis 5Documento3 páginasTesis 5Gonzalo Escobar CainaAún no hay calificaciones
- Tesis 16Documento13 páginasTesis 16Gonzalo Escobar CainaAún no hay calificaciones
- ViscosidadDocumento1 páginaViscosidadGonzalo Escobar CainaAún no hay calificaciones
- Tesis 3Documento13 páginasTesis 3Gonzalo Escobar CainaAún no hay calificaciones
- Tesis 6Documento12 páginasTesis 6Gonzalo Escobar CainaAún no hay calificaciones
- Vehículo OrlandoDocumento5 páginasVehículo OrlandoGonzalo Escobar CainaAún no hay calificaciones
- Unidades Base Del Sistema Internacional de Unidades.Documento1 páginaUnidades Base Del Sistema Internacional de Unidades.goku treseAún no hay calificaciones
- La Estadística InferencialDocumento1 páginaLa Estadística InferencialGonzalo Escobar CainaAún no hay calificaciones
- La Principal Función de La Estadística Inferencial EsDocumento1 páginaLa Principal Función de La Estadística Inferencial EsGonzalo Escobar CainaAún no hay calificaciones
- V La Estadística Inferencial Se Concentra en La Estimación de Parámetros y La Contrastación de HipótesisDocumento1 páginaV La Estadística Inferencial Se Concentra en La Estimación de Parámetros y La Contrastación de HipótesisGonzalo Escobar CainaAún no hay calificaciones
- Vehículo Chevrolet Aveo 1Documento2 páginasVehículo Chevrolet Aveo 1Gonzalo Escobar CainaAún no hay calificaciones
- Vehículo Chevrolet Aveo 1Documento2 páginasVehículo Chevrolet Aveo 1Gonzalo Escobar CainaAún no hay calificaciones
- Sondeos de Tendencia de VotoDocumento1 páginaSondeos de Tendencia de VotoGonzalo Escobar CainaAún no hay calificaciones
- EcuadorDocumento1 páginaEcuadorGonzalo Escobar CainaAún no hay calificaciones
- V Error en Estadística Se Refiere A La Diferencia Entre El Estimado y El ParámetroDocumento1 páginaV Error en Estadística Se Refiere A La Diferencia Entre El Estimado y El ParámetroGonzalo Escobar CainaAún no hay calificaciones
- Esta Es Una Tabla deDocumento1 páginaEsta Es Una Tabla deGonzalo Escobar CainaAún no hay calificaciones
- ParaguayDocumento1 páginaParaguayGonzalo Escobar CainaAún no hay calificaciones
- Estados UnidosDocumento1 páginaEstados UnidosGonzalo Escobar CainaAún no hay calificaciones
- FranciaDocumento1 páginaFranciaGonzalo Escobar CainaAún no hay calificaciones
- Padres San José Iberoamericanos Estadounidense San José Día Del HombreDocumento1 páginaPadres San José Iberoamericanos Estadounidense San José Día Del HombreGonzalo Escobar CainaAún no hay calificaciones
- ArgentinaDocumento1 páginaArgentinaGonzalo Escobar CainaAún no hay calificaciones
- ResumenDocumento1 páginaResumenGonzalo Escobar CainaAún no hay calificaciones
- Practica2 EyM ResendizDanielLissetDocumento4 páginasPractica2 EyM ResendizDanielLissetResendiz Daniel LissetAún no hay calificaciones
- Formación de Estado Nación en Colombia PDFDocumento15 páginasFormación de Estado Nación en Colombia PDFomar tulcanAún no hay calificaciones
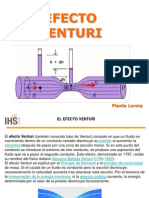
- Efecto VenturiDocumento5 páginasEfecto VenturiautomotivableAún no hay calificaciones
- Viva EsSaludDocumento45 páginasViva EsSaludLeady Mabel Gines MedinaAún no hay calificaciones
- Enunciado Caso Práctico - M1T4 - Diseño de Tuberías de Plantas Industriales IIDocumento3 páginasEnunciado Caso Práctico - M1T4 - Diseño de Tuberías de Plantas Industriales IIAnny Carolina Correa RamírezAún no hay calificaciones
- Material Del Curso de Valorizaciones y Liquidaciones de Obras PúblicasDocumento47 páginasMaterial Del Curso de Valorizaciones y Liquidaciones de Obras PúblicasRamiro Alfredo Obando DíazAún no hay calificaciones
- Actividades de Recuperacion Noveno AñoDocumento12 páginasActividades de Recuperacion Noveno AñoAxel YanzaAún no hay calificaciones
- Capitulo 2 - Filosofia Moral y Negocios - Fernando Emmanuel Marroquín TorresDocumento4 páginasCapitulo 2 - Filosofia Moral y Negocios - Fernando Emmanuel Marroquín TorresFernando MarroquínAún no hay calificaciones
- Las Enseñanzas Del ZenDocumento62 páginasLas Enseñanzas Del Zenmaviso100% (11)
- Fase 4 - YinethBalanta - 83Documento11 páginasFase 4 - YinethBalanta - 83yineth balanta minaAún no hay calificaciones
- Acondicionamiento Del SueloDocumento14 páginasAcondicionamiento Del SueloJose AlexanderAún no hay calificaciones
- Practica 4 HeladoDocumento10 páginasPractica 4 HeladoMonyca AlvaradoAún no hay calificaciones
- Inteligencia de Parámetros DiapositivasDocumento25 páginasInteligencia de Parámetros DiapositivasPastorita Graterol100% (2)
- Ordenamiento de DatosDocumento32 páginasOrdenamiento de DatosRomán Terrazas ValdezAún no hay calificaciones
- T4 Cambio Climático (Ene-2019)Documento28 páginasT4 Cambio Climático (Ene-2019)leonanrdoAún no hay calificaciones
- Calibres DigitalesDocumento4 páginasCalibres DigitalesTecnicas Reunidas de AutomociónAún no hay calificaciones
- Actividad de Aprendizaje #01 - CS - 5toDocumento4 páginasActividad de Aprendizaje #01 - CS - 5toBrendita CoaguilaAún no hay calificaciones
- Caso Practico Unidad 2Documento3 páginasCaso Practico Unidad 2Jeison Estiven DazaAún no hay calificaciones
- Agorex 1100Documento3 páginasAgorex 1100Tamara SirleynAún no hay calificaciones
- Actividad 3. Tipos de Diseños Experimentales y VariablesDocumento3 páginasActividad 3. Tipos de Diseños Experimentales y VariablesdeyraAún no hay calificaciones
- Primera Tarea MatildeDocumento3 páginasPrimera Tarea MatildeedwardAún no hay calificaciones
- Tesis El Impacto Social Del Licenciado en Intervención EducativaDocumento44 páginasTesis El Impacto Social Del Licenciado en Intervención EducativaBibi MingüerAún no hay calificaciones
- Contabilidad de Costos DefinicionesDocumento4 páginasContabilidad de Costos DefinicionesCornelia Isuiza AmasifuenAún no hay calificaciones
- 1.1 Fundamentos de Robotica EducativaDocumento19 páginas1.1 Fundamentos de Robotica EducativaDouglas Alirio Nolásco MartínezAún no hay calificaciones
- Ite Cisternas ResumenDocumento15 páginasIte Cisternas ResumenSoofii CeronAún no hay calificaciones
- ST PR 05 Procedimiento para El Manejo de Sustancias QuimicasDocumento13 páginasST PR 05 Procedimiento para El Manejo de Sustancias QuimicasVanessa MorenoAún no hay calificaciones
- Analisis Puesto de Trabajo SeguroDocumento10 páginasAnalisis Puesto de Trabajo SeguroDaniel RodriguezAún no hay calificaciones
- YanakonaDocumento98 páginasYanakonaAngela WhsmAún no hay calificaciones
- PrecentacionDocumento31 páginasPrecentacionJesus Torrez Huallpa100% (1)