También podría gustarte
- Obtención urea gasDocumento31 páginasObtención urea gasMikycito Chore0% (1)
- Era de La Industrializacion Moderna en Bolivia-Urea y AmoniacoDocumento5 páginasEra de La Industrializacion Moderna en Bolivia-Urea y AmoniacoMarilin Romero PadillaAún no hay calificaciones
- Diplomado en Tecnologia del Petroleo y Gas Natural FICH-UAGRMDocumento29 páginasDiplomado en Tecnologia del Petroleo y Gas Natural FICH-UAGRMEfraín lazarteAún no hay calificaciones
- Producción fertilizante urea PerúDocumento32 páginasProducción fertilizante urea PerúAlejandro Piminchumo SanchezAún no hay calificaciones
- Tributario FinalDocumento14 páginasTributario FinalAnahi Lopez ChavezAún no hay calificaciones
- Janampa SMDocumento146 páginasJanampa SMAriel MamaniAún no hay calificaciones
- Estudio de Prefactibilidad para La Producción de UreaDocumento24 páginasEstudio de Prefactibilidad para La Producción de UreaOscar Enrique TorresAún no hay calificaciones
- Urea Gestion 2017Documento34 páginasUrea Gestion 2017Efraín lazarteAún no hay calificaciones
- Trabajo de Investigacion Primer Parcial Urea y AmoniacoDocumento4 páginasTrabajo de Investigacion Primer Parcial Urea y AmoniacoeliasAún no hay calificaciones
- Obtencion de AmoniacoDocumento46 páginasObtencion de AmoniacoVictor Alan50% (6)
- Introducción a la industria del petróleo y gas natural en BoliviaDocumento22 páginasIntroducción a la industria del petróleo y gas natural en BoliviaWick Namaste50% (2)
- Produccion 2 Ninoska 2Documento13 páginasProduccion 2 Ninoska 2Ninoska TarifaAún no hay calificaciones
- Diseño de planta química para la producción de ureaDocumento32 páginasDiseño de planta química para la producción de ureaRolo Flores BalderramaAún no hay calificaciones
- Planta de Aminas Como Reactivos en La Industria de Minerales BolivianosDocumento3 páginasPlanta de Aminas Como Reactivos en La Industria de Minerales BolivianosagapitoAún no hay calificaciones
- La Petroquímica de Bulo BuloDocumento4 páginasLa Petroquímica de Bulo BulolizethAún no hay calificaciones
- Producción, consumo y proyecciones del amoniaco a nivel mundial y latinoamericanoDocumento13 páginasProducción, consumo y proyecciones del amoniaco a nivel mundial y latinoamericanoMiriam Llanque CallisayaAún no hay calificaciones
- Factibilidad planta petroquímica PPDocumento43 páginasFactibilidad planta petroquímica PPjheremi0% (1)
- Procedimientos de Pozos ProduccionDocumento5 páginasProcedimientos de Pozos ProduccionPaolita Morales MolleAún no hay calificaciones
- Universidad Nacional de IngenieriaDocumento4 páginasUniversidad Nacional de IngenieriaCristian Cutipa MendozaAún no hay calificaciones
- Obtencion de AmoniacoDocumento41 páginasObtencion de AmoniacoYonathan QCAún no hay calificaciones
- Perfil Carrasco V (1) .1Documento83 páginasPerfil Carrasco V (1) .1Sandip JaiswalAún no hay calificaciones
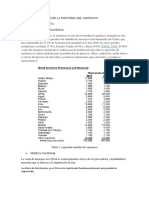
- Paises Productores y ConsumidoresDocumento2 páginasPaises Productores y ConsumidoresAnonymous bAWjDnx100% (1)
- MORON QMC PetroleoDocumento8 páginasMORON QMC Petroleojuan alberto gareca guerreroAún no hay calificaciones
- Simulacion Nproyecto de AmoniacoDocumento21 páginasSimulacion Nproyecto de AmoniacofihioAún no hay calificaciones
- Ensayo de La Petroquimica en BoliviaDocumento3 páginasEnsayo de La Petroquimica en BoliviaCarlos Flores GutiérrezAún no hay calificaciones
- Proceso de Reformación CatalíticaDocumento3 páginasProceso de Reformación CatalíticajudiangelyAún no hay calificaciones
- Producción de NDocumento11 páginasProducción de NFranz Gustavo Vargas MamaniAún no hay calificaciones
- DR - Escalera Tiourea y Fertilizantes NPK-DAP en BoliviaDocumento4 páginasDR - Escalera Tiourea y Fertilizantes NPK-DAP en BoliviaElena Herrera VasquezAún no hay calificaciones
- Proyecto UreaDocumento15 páginasProyecto UreaAlex V. RevolloAún no hay calificaciones
- Raps en ChileDocumento14 páginasRaps en ChileMaricela PeñaAún no hay calificaciones
- Urea y AmoniacoDocumento73 páginasUrea y Amoniacoharoldalconz67% (3)
- Planta de Amoniaco y UreaDocumento19 páginasPlanta de Amoniaco y UreaCelina NogalesAún no hay calificaciones
- Problematica Fertilizantes Venezuela 2006Documento17 páginasProblematica Fertilizantes Venezuela 2006Angel Jose Brito GarciaAún no hay calificaciones
- Est Mercado. EjemploDocumento20 páginasEst Mercado. Ejemplorenato.beiley1501Aún no hay calificaciones
- Planta de Amoniaco y Urea en BolivaDocumento10 páginasPlanta de Amoniaco y Urea en BolivaSamuel VargasAún no hay calificaciones
- Lectura 1 S6Documento3 páginasLectura 1 S6Arturo GabrielAún no hay calificaciones
- El Mercado de Los FertilizantesDocumento4 páginasEl Mercado de Los FertilizantesJorge Luis Reyes CarmeloAún no hay calificaciones
- Comercialización Planta Amoniaco Urea BoliviaDocumento33 páginasComercialización Planta Amoniaco Urea BoliviaSergio Carrasco RojasAún no hay calificaciones
- Proyecto Urea y Amoniaco OriginalDocumento14 páginasProyecto Urea y Amoniaco OriginalMarielitaCR100% (3)
- Mejoramiento de Crudos PesadosDocumento39 páginasMejoramiento de Crudos PesadosWilfredo Narvaez50% (2)
- Trabajo Plantas AmoniacoDocumento19 páginasTrabajo Plantas AmoniacoNathalia F. Nariño AparicioAún no hay calificaciones
- Unidad 4 Cadena Del Valor Del Gas PDFDocumento35 páginasUnidad 4 Cadena Del Valor Del Gas PDFcristian choqueAún no hay calificaciones
- Amoniaco y UreaDocumento29 páginasAmoniaco y UreaScarlet Hurtado ToAún no hay calificaciones
- Analisis de MercadoDocumento5 páginasAnalisis de MercadopochagatoAún no hay calificaciones
- Estudio de Mercado Diseño de plantasDocumento5 páginasEstudio de Mercado Diseño de plantasClara OrellanaAún no hay calificaciones
- Proyecto Planta Amoniaco Urea BoliviaDocumento7 páginasProyecto Planta Amoniaco Urea BoliviaDavid J. Montaño Silva0% (1)
- Proyecto de Industrilizacion Del Gas Natural en BoliviaDocumento22 páginasProyecto de Industrilizacion Del Gas Natural en BoliviaRed youngAún no hay calificaciones
- Introduccion Urea y AmoniacoDocumento25 páginasIntroduccion Urea y AmoniacoRoxana VelascoAún no hay calificaciones
- Ficha PropoleoDocumento4 páginasFicha Propoleodalcro100% (1)
- Fertilizantes Quimica IndustrialDocumento40 páginasFertilizantes Quimica IndustrialarantzaAún no hay calificaciones
- Historia Del GasDocumento3 páginasHistoria Del GasCharlesAún no hay calificaciones
- Mercado Internacional de BiocombustiblesDocumento3 páginasMercado Internacional de BiocombustiblesPIERO RODRIGO SEDANO ESTRADAAún no hay calificaciones
- Descripcià N de La Industria Quã - Mica Del AmoniacoDocumento7 páginasDescripcià N de La Industria Quã - Mica Del AmoniacoWilliam Omar Fuentes ValerianoAún no hay calificaciones
- Nacionalización e industrialización de hidrocarburos en BoliviaDocumento33 páginasNacionalización e industrialización de hidrocarburos en BoliviaSergio Carrasco Rojas0% (1)
- Planta de Bulo Bulo: producción y usos de la ureaDocumento7 páginasPlanta de Bulo Bulo: producción y usos de la ureaOrlaAún no hay calificaciones
- Proceso de BioetanolDocumento13 páginasProceso de BioetanolAdela Quispe CondoriAún no hay calificaciones
- Industria UreaDocumento38 páginasIndustria UreaWiliam Medrano100% (1)
- Factibilidad de la incorporación de biometano en la red de gas natural troncal y en las redes de distribución en localidades aisladasDe EverandFactibilidad de la incorporación de biometano en la red de gas natural troncal y en las redes de distribución en localidades aisladasAún no hay calificaciones
- El estado de los mercados de productos básicos agrícolas 2018: El comercio agrícola, el cambio climático y la seguridad alimentariaDe EverandEl estado de los mercados de productos básicos agrícolas 2018: El comercio agrícola, el cambio climático y la seguridad alimentariaAún no hay calificaciones
- El estado mundial de la pesca y la acuicultura 2022: Hacia la transformación azulDe EverandEl estado mundial de la pesca y la acuicultura 2022: Hacia la transformación azulAún no hay calificaciones
- Tema 1 - El Medio AmbienteDocumento44 páginasTema 1 - El Medio AmbienteNikol Lopez ValdezAún no hay calificaciones
- Tecnologia HDocumento9 páginasTecnologia HNikol Lopez ValdezAún no hay calificaciones
- GustavoDocumento2 páginasGustavoNikol Lopez ValdezAún no hay calificaciones
- Especificaciones TécnicasDocumento84 páginasEspecificaciones Técnicasluis daniel100% (1)
- Tema 4 GestionDocumento22 páginasTema 4 GestionNikol Lopez ValdezAún no hay calificaciones
- Informe PtrocesoDocumento5 páginasInforme Ptrocesojose ernesto romero floresAún no hay calificaciones
- Perfil Gustavo12333Documento47 páginasPerfil Gustavo12333Nikol Lopez ValdezAún no hay calificaciones
- Marco Teorico 555Documento42 páginasMarco Teorico 555Nikol Lopez ValdezAún no hay calificaciones
- Peletizadoras: qué son y para qué se usanDocumento7 páginasPeletizadoras: qué son y para qué se usanNikol Lopez ValdezAún no hay calificaciones
- Automatizacion de Un Sistema de Banco de Agua Helada en La Empresa Pil Andina S.A.Documento240 páginasAutomatizacion de Un Sistema de Banco de Agua Helada en La Empresa Pil Andina S.A.Nikol Lopez ValdezAún no hay calificaciones
- Tema 3 (2022) 9Documento50 páginasTema 3 (2022) 9Nikol Lopez ValdezAún no hay calificaciones
- FUNDAMENTACIONDocumento2 páginasFUNDAMENTACIONNikol Lopez ValdezAún no hay calificaciones
- Documento 3 - Ciclo de Vida de Un ProductoDocumento21 páginasDocumento 3 - Ciclo de Vida de Un ProductoNikol Lopez ValdezAún no hay calificaciones
- MARFEDocumento1 páginaMARFENikol Lopez ValdezAún no hay calificaciones
- Análisis FODA de la carrera de MarketingDocumento1 páginaAnálisis FODA de la carrera de MarketingNikol Lopez ValdezAún no hay calificaciones
- El CubismoDocumento7 páginasEl CubismoNikol Lopez ValdezAún no hay calificaciones
- Reglamento de Materia de Contaminacion AtmosfericaDocumento2 páginasReglamento de Materia de Contaminacion AtmosfericaNikol Lopez ValdezAún no hay calificaciones
- Ejercicio de EvaluacionDocumento2 páginasEjercicio de EvaluacionNikol Lopez ValdezAún no hay calificaciones
- Diseño de Un Sistema de Gestión de Calidad Basado en La Iso 9001:2015 para La Empresa Plásticos Industriales S.R.L.Documento265 páginasDiseño de Un Sistema de Gestión de Calidad Basado en La Iso 9001:2015 para La Empresa Plásticos Industriales S.R.L.Nikol Lopez Valdez100% (2)
- GES1Y2Documento11 páginasGES1Y2Nikol Lopez ValdezAún no hay calificaciones
- Tesis de GradoDocumento142 páginasTesis de GradoNikol Lopez ValdezAún no hay calificaciones
- Proyecto de Grado Nivel LicenciaturaDocumento99 páginasProyecto de Grado Nivel LicenciaturaNikol Lopez ValdezAún no hay calificaciones
- DocumentoDocumento7 páginasDocumentoNikol Lopez ValdezAún no hay calificaciones
- Destilacion Fraccionada Trabajo Grupal..Documento20 páginasDestilacion Fraccionada Trabajo Grupal..Nikol Lopez ValdezAún no hay calificaciones
- Flujo de CajaDocumento3 páginasFlujo de CajaNikol Lopez ValdezAún no hay calificaciones
- INNOVACIÓN RIESGOS ÉXITODocumento2 páginasINNOVACIÓN RIESGOS ÉXITONikol Lopez ValdezAún no hay calificaciones
- Cocorriente Tarea TerminadoDocumento5 páginasCocorriente Tarea TerminadoNikol Lopez ValdezAún no hay calificaciones
- Gestion Ambiental Reglamento HidricoDocumento3 páginasGestion Ambiental Reglamento HidricoNikol Lopez ValdezAún no hay calificaciones
- DEICONVERDocumento6 páginasDEICONVERNikol Lopez ValdezAún no hay calificaciones
- Tarea EjercicioDocumento15 páginasTarea EjercicioEDU PEREZAún no hay calificaciones
- Procedimiento para Trabajo en Espacios ConfinadosDocumento9 páginasProcedimiento para Trabajo en Espacios ConfinadosDiego Pinzon100% (1)
- Tarea BCP Produccion 3Documento4 páginasTarea BCP Produccion 3Gunnar Leonardo Gutiérrez QuisbertAún no hay calificaciones
- Material de Apoyo HidraulicaDocumento46 páginasMaterial de Apoyo HidraulicaNestor Julian Zuñiga CortazarAún no hay calificaciones
- Emerson Huerta & Lois Bances - Presentacion05 PDFDocumento12 páginasEmerson Huerta & Lois Bances - Presentacion05 PDFEmerson Huerta TrujilloAún no hay calificaciones
- Problemas PresionDocumento5 páginasProblemas Presionjefferson endaraAún no hay calificaciones
- WM-MX-HAL-GBA-414 Despresurizar El Anular ConcentricoDocumento2 páginasWM-MX-HAL-GBA-414 Despresurizar El Anular ConcentricoJose Alexander Gutierrez CalderonAún no hay calificaciones
- Valv Diluvio TFP1465 ESDocumento16 páginasValv Diluvio TFP1465 ESarygtAún no hay calificaciones
- Shale Oil - Shale GasDocumento12 páginasShale Oil - Shale GasCamilaAún no hay calificaciones
- La Atmósfera para Quinto Grado de PrimariaDocumento5 páginasLa Atmósfera para Quinto Grado de PrimariaNo SpamAún no hay calificaciones
- Ventilacion 04 Flujo en Galerias PDFDocumento28 páginasVentilacion 04 Flujo en Galerias PDFRoberto Suarez NeiraAún no hay calificaciones
- Aire Comprimido Luis Jordana Soler PDFDocumento84 páginasAire Comprimido Luis Jordana Soler PDFMatías Nicolás Cruz100% (1)
- Trabajo Final de Tratamiento de Gas NaturalDocumento47 páginasTrabajo Final de Tratamiento de Gas NaturalJose Garcia67% (3)
- Trabajo Práctico Gas1-1Documento5 páginasTrabajo Práctico Gas1-1Erick Jhonhatan LimonAún no hay calificaciones
- Calculo de Redes Int Con UNE 149201Documento6 páginasCalculo de Redes Int Con UNE 149201a100% (1)
- Termo Segundo Parcial AhoraDocumento10 páginasTermo Segundo Parcial Ahoragianluis garcia castilloAún no hay calificaciones
- Guía Termodinámica Aplicada Isotermas AdsorciónDocumento8 páginasGuía Termodinámica Aplicada Isotermas AdsorciónDiva ArandaAún no hay calificaciones
- Diseño Hidraulico Cabezal de RiegoDocumento3 páginasDiseño Hidraulico Cabezal de RiegoRay Rayme SulcaAún no hay calificaciones
- Yacimientos 1 Tema # 5 Propiedades Del AguaDocumento46 páginasYacimientos 1 Tema # 5 Propiedades Del AguaAdriangela RomeroAún no hay calificaciones
- Laboratorio 3-OpuDocumento10 páginasLaboratorio 3-OpuFranco Lobato SalcedoAún no hay calificaciones
- Presentación - La AtmóferaDocumento19 páginasPresentación - La AtmóferaVictor AlvarezAún no hay calificaciones
- Manual SplitDocumento73 páginasManual SplitJessi Martinez100% (2)
- Ley de BoyleDocumento15 páginasLey de BoyleJulián CastroAún no hay calificaciones
- Semana 5. Sustancias PurasDocumento37 páginasSemana 5. Sustancias PurasMatt Rattz VegAún no hay calificaciones
- Ley de BoyleDocumento14 páginasLey de BoyleLizbeth Montalico PachapumaAún no hay calificaciones
- Análisis Técnico EconómicoDocumento9 páginasAnálisis Técnico EconómicoJair Jhosue Zavala RojasAún no hay calificaciones
- Problemas de Repaso para El Segundo Parcial OkDocumento21 páginasProblemas de Repaso para El Segundo Parcial OkALFREDO GOMEZ CALVIMONTESAún no hay calificaciones
- Memorias Gas GaitanDocumento8 páginasMemorias Gas GaitanISNARDO100% (1)
- Problemas U2Documento7 páginasProblemas U2Alma Sosa Flores100% (1)