También podría gustarte
- Ejercicio #6 - TecnicasDocumento2 páginasEjercicio #6 - TecnicasWillington Daniel G. Briones100% (1)
- Caso #2Documento6 páginasCaso #2Stefanny Teffy M CaballeroAún no hay calificaciones
- Ejercicios INVOPEDocumento83 páginasEjercicios INVOPEdennys rubio luna victoriaAún no hay calificaciones
- Estudio Del TrabajoDocumento8 páginasEstudio Del TrabajoJanele PoxAún no hay calificaciones
- Sesión 04, Ejercicios de Distribución de InstalacionesDocumento14 páginasSesión 04, Ejercicios de Distribución de InstalacionesFanny Reyes0% (1)
- Examen FinalDocumento7 páginasExamen FinalBriam Ugaz peña100% (1)
- Problema 6 Clase Invope IIDocumento6 páginasProblema 6 Clase Invope IIFERRELINAún no hay calificaciones
- Ejercicio 7Documento41 páginasEjercicio 7gerson minayaAún no hay calificaciones
- Método Monte Carlo (Explicación) .Documento2 páginasMétodo Monte Carlo (Explicación) .Madahí RomeroAún no hay calificaciones
- ISO21500Documento16 páginasISO21500Patricio Alejandro Vargas FuenzalidaAún no hay calificaciones
- (PDF) Fisica (Dinamica Lineal y Rozamiento - Trabajo Mecanico y Potencia Mecanica)Documento3 páginas(PDF) Fisica (Dinamica Lineal y Rozamiento - Trabajo Mecanico y Potencia Mecanica)Alex Rojas tahuadaAún no hay calificaciones
- Ejercicios de TMP Equipo 3Documento15 páginasEjercicios de TMP Equipo 3Diana Puescas OjedaAún no hay calificaciones
- Práctica 1Documento4 páginasPráctica 1gerardodcAún no hay calificaciones
- Modelos de LíneaDocumento55 páginasModelos de LíneacanoconsultingAún no hay calificaciones
- Tipo B Examen Parcial Investigacion de Operaciones I 2015-1Documento16 páginasTipo B Examen Parcial Investigacion de Operaciones I 2015-1Anuar AncheliaAún no hay calificaciones
- Laboratorio Bimanual y RecorridoDocumento11 páginasLaboratorio Bimanual y RecorridoMiguel DazaAún no hay calificaciones
- Taller Capacidad.Documento3 páginasTaller Capacidad.JohanaGutierrezAún no hay calificaciones
- Ex. Parcial I Investigacion Operativa T. NocheDocumento4 páginasEx. Parcial I Investigacion Operativa T. NocheJorge CaceresAún no hay calificaciones
- Problemas de CostosDocumento25 páginasProblemas de CostosNin NinAún no hay calificaciones
- Caballero Unidad 3Documento8 páginasCaballero Unidad 3Hugo Enrique Cruz EscaleraAún no hay calificaciones
- S4.4. Problemas ResueltosDocumento11 páginasS4.4. Problemas ResueltosAlexandra Espinoza100% (1)
- Sesion 04 - Estudio de Disposición de PlantaDocumento41 páginasSesion 04 - Estudio de Disposición de PlantaRICARDO JESUS ENRIQUEZ CONTIAún no hay calificaciones
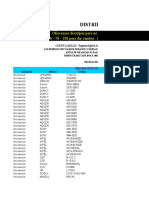
- Distribucion Parcial RESOLUCIONDocumento43 páginasDistribucion Parcial RESOLUCIONjualpaacAún no hay calificaciones
- Trabajo de DiseñoDocumento6 páginasTrabajo de DiseñoLEIDY JOHANA ROJAS BURGAAún no hay calificaciones
- Practica 02Documento17 páginasPractica 02Valeria MendezAún no hay calificaciones
- Ejemplos Tiempo Estar Problemas Factor HumanoDocumento3 páginasEjemplos Tiempo Estar Problemas Factor HumanoVenerisAún no hay calificaciones
- Clase2 LaboratorioLocalizacionPlanta2021Documento5 páginasClase2 LaboratorioLocalizacionPlanta2021Daniel Enrique Jiménez PaivaAún no hay calificaciones
- CPDWDocumento6 páginasCPDWCisoGarduzaAún no hay calificaciones
- Ejerc 4 y 5Documento4 páginasEjerc 4 y 5Arnold BravoAún no hay calificaciones
- Guia 7 - Diagrama H-MDocumento4 páginasGuia 7 - Diagrama H-MCris DrijaAún no hay calificaciones
- Tarea Academica 2 DDocumento2 páginasTarea Academica 2 DManuel Laura MamaniAún no hay calificaciones
- InvopeDocumento9 páginasInvopeKevin RodriguezAún no hay calificaciones
- ModeloDocumento2 páginasModeloRichardGavilanAún no hay calificaciones
- Experimento AleatorioDocumento9 páginasExperimento AleatorioJulca Gonza MelissaAún no hay calificaciones
- Practica 1 (2-2019)Documento3 páginasPractica 1 (2-2019)Iván Cruz PacaraAún no hay calificaciones
- UNMSM IO Laboratorio 03Documento5 páginasUNMSM IO Laboratorio 03Melanie NeciosupAún no hay calificaciones
- Ing Metodos 8 PDFDocumento17 páginasIng Metodos 8 PDFJhonatan Castillo0% (1)
- Informe de InvopeDocumento11 páginasInforme de InvopeHuayac Rojas IvanAún no hay calificaciones
- Gestion EstrategicaDocumento11 páginasGestion EstrategicaMarlon Guevara Saavedra0% (2)
- 2014-1 Con PautaDocumento10 páginas2014-1 Con PautaJonathan D. PortaAún no hay calificaciones
- Monografia MotoresDocumento31 páginasMonografia MotoresJose SullcaAún no hay calificaciones
- Efecto VillariDocumento3 páginasEfecto VillariFabricioBorjaReinoso100% (1)
- Metodo SLPDocumento16 páginasMetodo SLPJesus Daniel Hernandez VillegasAún no hay calificaciones
- Examen Parcial 2 - Estudio Del Trabajo 2022 IIDocumento3 páginasExamen Parcial 2 - Estudio Del Trabajo 2022 IIFABIOLA MILAGROS ROCA NEYRA100% (1)
- TP Nº1 - Bomba MonofasicaDocumento24 páginasTP Nº1 - Bomba MonofasicaRicardo MatiasAún no hay calificaciones
- Ejercicio de Programación Dinámica ProbabilisticaDocumento5 páginasEjercicio de Programación Dinámica ProbabilisticaJhoselyn Horna linaresAún no hay calificaciones
- Actividad Semanal 3 EjerciciosDocumento32 páginasActividad Semanal 3 EjerciciosBruno Reyes AdrianzenAún no hay calificaciones
- Sesión 11, Teoría de Colas EJERDocumento15 páginasSesión 11, Teoría de Colas EJERgleiserAún no hay calificaciones
- Tabla de Costos para Exponer 2Documento3 páginasTabla de Costos para Exponer 2JUSTYN RIVERA ESTELAAún no hay calificaciones
- Diagrama 1Documento4 páginasDiagrama 1José Cruz0% (1)
- Laboratorio Costos Por ÓrdenesDocumento4 páginasLaboratorio Costos Por ÓrdenesYessenia Zavaleta EustaquioAún no hay calificaciones
- Practica Calificada 03Documento2 páginasPractica Calificada 03SIXTO ZAPATA PEÑAAún no hay calificaciones
- Examen Parcial 1 - Chingay Morales JhampoolDocumento18 páginasExamen Parcial 1 - Chingay Morales JhampoolBrayan ChingayAún no hay calificaciones
- Examen Parcial Diseño y Gestion de Plantas IndustrialesDocumento9 páginasExamen Parcial Diseño y Gestion de Plantas IndustrialesCarol xiomara Martos GonzalesAún no hay calificaciones
- Problema 7 PCPDocumento6 páginasProblema 7 PCPOscar Acuña GodoyAún no hay calificaciones
- Examen III Diseño y Gestion de Plantas IndustrialesDocumento10 páginasExamen III Diseño y Gestion de Plantas IndustrialesJosé Luis RamirezAún no hay calificaciones
- Trabajo de Factores de Produccion - 2021Documento17 páginasTrabajo de Factores de Produccion - 2021Ronald xdAún no hay calificaciones
- SESION 13 Balance de LineaDocumento32 páginasSESION 13 Balance de LineaADOLFO GALVEZ QUISPE0% (1)
- Soluc 1practica 1 Productividad y PronosticoDocumento6 páginasSoluc 1practica 1 Productividad y PronosticoMichael LinaresAún no hay calificaciones
- Problemas de Vectores PDFDocumento8 páginasProblemas de Vectores PDFJhonel Romero AnayaAún no hay calificaciones
- Problemas de DistribuciónDocumento45 páginasProblemas de DistribuciónEDSON JOSE ALDAIR TRELLES VALLADARESAún no hay calificaciones
- Segundo ParcialDocumento13 páginasSegundo ParcialI.S.C. Noé Altamirano G.Aún no hay calificaciones
- Análisis Senoidal en Estado EstableDocumento4 páginasAnálisis Senoidal en Estado EstableStalin TorresAún no hay calificaciones
- TicsDocumento5 páginasTicsAnonymous trC8hHuTAún no hay calificaciones
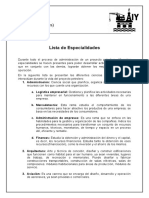
- Especialidades (Lista)Documento10 páginasEspecialidades (Lista)Alfredo SGAún no hay calificaciones
- Examenes Cap 4Documento7 páginasExamenes Cap 4lisbednavarro200Aún no hay calificaciones
- LDP$2107Documento15 páginasLDP$2107gabrielAún no hay calificaciones
- Memoria Descriptiva - Ing. Valuaciones - Parte STEVEDocumento6 páginasMemoria Descriptiva - Ing. Valuaciones - Parte STEVESteve RodriguezAún no hay calificaciones
- Manual de Administracion de Ranchos GanaderosDocumento165 páginasManual de Administracion de Ranchos GanaderosGasparValenciaSotoAún no hay calificaciones
- Tareas EpiiDocumento4 páginasTareas EpiiErick JamaAún no hay calificaciones
- SeñalizacionDocumento71 páginasSeñalizacionBorjaGuzmanBlancoAún no hay calificaciones
- Ekc 202Documento16 páginasEkc 202gatoluis100% (1)
- Caso de Aplicación Ruedas v2Documento16 páginasCaso de Aplicación Ruedas v2Jota Jota LizcanoAún no hay calificaciones
- 1 1 4aDocumento6 páginas1 1 4aJozef Wojtyła IIAún no hay calificaciones
- Proxy Filtro ContenidoDocumento16 páginasProxy Filtro ContenidoAlvaro Osvaldo XitumulAún no hay calificaciones
- Sistema de Arranque e Iluminacion de Un AutoDocumento5 páginasSistema de Arranque e Iluminacion de Un AutoColoxithaArriolaAún no hay calificaciones
- Ensayo Transformada de LaplaceDocumento2 páginasEnsayo Transformada de LaplaceAngie Alejandra Ariza50% (4)
- Lab 1-Rect Monof Semicontrolado-PWM - AnalogoDocumento2 páginasLab 1-Rect Monof Semicontrolado-PWM - AnalogoFernando DiegoAún no hay calificaciones
- Bloque 5. Ecommerce PDFDocumento134 páginasBloque 5. Ecommerce PDFsbgcorreo4804Aún no hay calificaciones
- Limitar La Conexión A Internet en Nuestro Router Por Franjas Horarias - Hijos DigitalesDocumento1 páginaLimitar La Conexión A Internet en Nuestro Router Por Franjas Horarias - Hijos DigitalesLuz SabatrAún no hay calificaciones
- (Ayuda) Voltimetro Digital Con PIC - Taringa!Documento3 páginas(Ayuda) Voltimetro Digital Con PIC - Taringa!Andres CamachoiAún no hay calificaciones
- Proyecto ModularDocumento7 páginasProyecto ModularLuis OrtizAún no hay calificaciones
- Formatos New HollandDocumento8 páginasFormatos New HollandDaniel FloresAún no hay calificaciones
- Modelo de Negocios B2C y Realidad VirtualDocumento71 páginasModelo de Negocios B2C y Realidad Virtualsimainsus100% (1)
- Tarea2 - Alfredy MartinezDocumento8 páginasTarea2 - Alfredy MartinezAlfredy Martinez LlorenteAún no hay calificaciones
- Critec Potential Equalization Clamp: CaracterísticasDocumento1 páginaCritec Potential Equalization Clamp: CaracterísticasNorbac MrvAún no hay calificaciones
- Propuesta Comercial Eipol ST paraDocumento5 páginasPropuesta Comercial Eipol ST paraPeliculas de EstrenoAún no hay calificaciones
- Distribucion LinuxDocumento18 páginasDistribucion LinuxJohn Hewitt0% (1)
- Instrucciones para La Verificacion de Empleos en SimoDocumento9 páginasInstrucciones para La Verificacion de Empleos en Simowili1707Aún no hay calificaciones
- Cuadro Comparativo de Ventajas y Desventajas de Los Tipos de DepartamentalizaciónDocumento1 páginaCuadro Comparativo de Ventajas y Desventajas de Los Tipos de DepartamentalizaciónCreative BrainAún no hay calificaciones