También podría gustarte
- Manual de instalaciones domiciliarias de ga: Basado en normativa argentinaDe EverandManual de instalaciones domiciliarias de ga: Basado en normativa argentinaCalificación: 4 de 5 estrellas4/5 (1)
- Procedimiento de Tendido y Soldeo de Tuberia HdpeDocumento7 páginasProcedimiento de Tendido y Soldeo de Tuberia HdpeRosa medina araucoAún no hay calificaciones
- Pet - Termofusion de Tuberias y Accesorios de Hdpe 18 - V00rDocumento13 páginasPet - Termofusion de Tuberias y Accesorios de Hdpe 18 - V00rdiadex27Aún no hay calificaciones
- Pet - Termofusion de Tuberias y Accesorios de Hdpe 18 - V00Documento13 páginasPet - Termofusion de Tuberias y Accesorios de Hdpe 18 - V00diadex27Aún no hay calificaciones
- Wc-pets-sst-003-Termofusion de Tuberia y Accesorios Hdpe - V01Documento12 páginasWc-pets-sst-003-Termofusion de Tuberia y Accesorios Hdpe - V01diadex27Aún no hay calificaciones
- Procedimiento de Desmontaje y Montaje de Bomba Peerless 14mdDocumento4 páginasProcedimiento de Desmontaje y Montaje de Bomba Peerless 14mdMiguelAngelRamirezFloresAún no hay calificaciones
- Sedapal ETDocumento178 páginasSedapal ETMarcos Antonio Rodriguez AlvarezAún no hay calificaciones
- Especificaciones EpsDocumento18 páginasEspecificaciones EpsLuz C. PariAún no hay calificaciones
- 1 FICHA DE SOLICITUD DE APROBACIÓN - Adaptador de Brida George FischerDocumento1 página1 FICHA DE SOLICITUD DE APROBACIÓN - Adaptador de Brida George FischernestorAún no hay calificaciones
- NTC3742Documento16 páginasNTC3742REDEGAS INGENIERIAAún no hay calificaciones
- ET AS ME01 17 Tuberia de Polietileno PE para Acometidas AcueductoDocumento8 páginasET AS ME01 17 Tuberia de Polietileno PE para Acometidas Acueductocamila cuestasAún no hay calificaciones
- Pi-Sup-55 Clases de TuberiasDocumento8 páginasPi-Sup-55 Clases de Tuberiasfrankcengel100% (1)
- NTC3742 de 1999Documento5 páginasNTC3742 de 1999Gustavo MuñozAún no hay calificaciones
- NTC3410 Plasticos Accesorios PeDocumento13 páginasNTC3410 Plasticos Accesorios PeAlexander Silva TAún no hay calificaciones
- Soldadura de Tuberia Por Termofusion PDFDocumento26 páginasSoldadura de Tuberia Por Termofusion PDFMarii ViillaAún no hay calificaciones
- 1 FICHA DE SOLICITUD DE APROBACIÓN - Adaptador de BridaDocumento2 páginas1 FICHA DE SOLICITUD DE APROBACIÓN - Adaptador de BridanestorAún no hay calificaciones
- Procedimiento Desmontaje de Bomba Vertical en BarcazaDocumento5 páginasProcedimiento Desmontaje de Bomba Vertical en BarcazaMiguelAngelRamirezFloresAún no hay calificaciones
- NTC-3762 - Tapas Plasticas Con Rosca y Banda de Seguridad - Bebidas Gaseosas PDFDocumento10 páginasNTC-3762 - Tapas Plasticas Con Rosca y Banda de Seguridad - Bebidas Gaseosas PDFalexander recalde100% (1)
- Procedimiento de Termofusion Tuberia HdpeDocumento41 páginasProcedimiento de Termofusion Tuberia HdpeOliver RomeroAún no hay calificaciones
- Procedimiento Termofusión - Rev.0Documento14 páginasProcedimiento Termofusión - Rev.0CBV Solution EngineeringAún no hay calificaciones
- Ctps Et 001 Caja Porta Medidor de Agua Potable de Material PlasticoDocumento14 páginasCtps Et 001 Caja Porta Medidor de Agua Potable de Material PlasticoJesus Martin Hernandez HipolitoAún no hay calificaciones
- Colocacion de Tubo HDPE para Proteccion de CablesDocumento13 páginasColocacion de Tubo HDPE para Proteccion de CablesEdyVidaNuevaAún no hay calificaciones
- ECA-00-TCME-PMT-SPE-0052 - Rev0Documento19 páginasECA-00-TCME-PMT-SPE-0052 - Rev0Anny Carolina Correa RamírezAún no hay calificaciones
- PRO-PRE-025 Soldadura de Termofusión de HDPE Rev.ADocumento16 páginasPRO-PRE-025 Soldadura de Termofusión de HDPE Rev.AGonzalo Yañez100% (1)
- NTC3694Documento19 páginasNTC3694CARLOS RIAÑOAún no hay calificaciones
- NTC2795 PDFDocumento6 páginasNTC2795 PDFOSCAR HERNAN ROAAún no hay calificaciones
- Procedimiento PR-002 Procedimiento de Instalación y Termofusión de Tuberías HDPEDocumento14 páginasProcedimiento PR-002 Procedimiento de Instalación y Termofusión de Tuberías HDPEAndreaAún no hay calificaciones
- Alcantarillado TECNOPIPE PDFDocumento36 páginasAlcantarillado TECNOPIPE PDFlisandroaguirreAún no hay calificaciones
- ET AS ME02 01 Accesorios para Tuberia PEAD AcueductoDocumento21 páginasET AS ME02 01 Accesorios para Tuberia PEAD AcueductoKevin francisco viana montesAún no hay calificaciones
- VK 816 PDFDocumento6 páginasVK 816 PDFSiles LimberdsAún no hay calificaciones
- Sprinkler Viking K5,6 Blanco Chapeton VK102 - Ref 12987 11111Documento10 páginasSprinkler Viking K5,6 Blanco Chapeton VK102 - Ref 12987 11111jessAún no hay calificaciones
- Conductores Electricos CableadoDocumento11 páginasConductores Electricos Cableadomicaela100% (1)
- SIGC-PRO-OP-01 Procedimiento de Termofusión HDPEDocumento13 páginasSIGC-PRO-OP-01 Procedimiento de Termofusión HDPECristel DelgadoAún no hay calificaciones
- NTG 19 010Documento9 páginasNTG 19 010Gabriel MolinaAún no hay calificaciones
- Triptico HDPE 2014 CorreoDocumento6 páginasTriptico HDPE 2014 CorreoOctavioBernardoMorenoRuizAún no hay calificaciones
- E-Alerta RD 024Documento8 páginasE-Alerta RD 024jaymAún no hay calificaciones
- Documento #DescripcionDocumento4 páginasDocumento #DescripcionMarcelo AnsardiAún no hay calificaciones
- Vdocuments - Es Nch3152 2008Documento32 páginasVdocuments - Es Nch3152 2008john fuentesAún no hay calificaciones
- Catalogo Linea PolietilenoDocumento40 páginasCatalogo Linea PolietilenoSaturno SaturnoAún no hay calificaciones
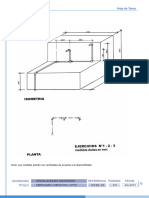
- Sencico: Hoja de TareaDocumento48 páginasSencico: Hoja de TareafranciscoAún no hay calificaciones
- Norma Técnica Colombiana NTC 3722-1Documento9 páginasNorma Técnica Colombiana NTC 3722-1Jeisson NioMoraAún no hay calificaciones
- Procedimiento de Termofusion Tuberia HdpeDocumento46 páginasProcedimiento de Termofusion Tuberia HdpeJose LunaAún no hay calificaciones
- Rev.2 Soldadura y Montaje HDPEDocumento41 páginasRev.2 Soldadura y Montaje HDPEcesar100% (3)
- Procedimiento Operativo SNCDocumento16 páginasProcedimiento Operativo SNCTulio VidesAún no hay calificaciones
- NTC5276Documento7 páginasNTC5276Cesar Beltran VGzAún no hay calificaciones
- NTG 19 003 (Astm d2241 12) TuberiasDocumento22 páginasNTG 19 003 (Astm d2241 12) TuberiasHerberc EscobarAún no hay calificaciones
- Procedimiento Tuberia HDPE 2015 2Documento23 páginasProcedimiento Tuberia HDPE 2015 2Willheims Will Quello ProtettoAún no hay calificaciones
- NTC 872Documento18 páginasNTC 872Tatiana VegaAún no hay calificaciones
- Ctps Et 008 Instalac Rehabilitac Yo Reposicion de Lineas de Ap y AlcantDocumento17 páginasCtps Et 008 Instalac Rehabilitac Yo Reposicion de Lineas de Ap y Alcantfernando felipe reyes castilloAún no hay calificaciones
- Rociador K 11.2Documento6 páginasRociador K 11.2Alex Leonardo Chicaiza ToapantaAún no hay calificaciones
- NTC Icontec 1339Documento16 páginasNTC Icontec 1339Ing. Osiris ColmenaresAún no hay calificaciones
- NTC3624Documento8 páginasNTC3624cesar_durango100% (1)
- Anexo 1 Manual Técnico Supertubo HDPEDocumento48 páginasAnexo 1 Manual Técnico Supertubo HDPEMAX KEVIN YARANGA ÑAUPARIAún no hay calificaciones
- ET As ME01 01 Tuberia de Polietileno PEAD AcueductoDocumento11 páginasET As ME01 01 Tuberia de Polietileno PEAD AcueductoDaniel SuarezAún no hay calificaciones
- MANUAL SUPERTUBO HDPE Rev 02Documento49 páginasMANUAL SUPERTUBO HDPE Rev 02Anonymous PJKyp2x3Aún no hay calificaciones
- NTC872Documento8 páginasNTC872CARLOS ANDRES SALGADO POINEDAAún no hay calificaciones
- NTC - 3254Documento0 páginasNTC - 3254Maritza RuedaAún no hay calificaciones
- Soldadura Termica en Tuberias de Polietileno HdpeDocumento18 páginasSoldadura Termica en Tuberias de Polietileno HdpeErick Garcia SerranoAún no hay calificaciones
- E. T. Tipos de Ensamble en Sistemas Con Redes de Tuberias de HdpeDocumento11 páginasE. T. Tipos de Ensamble en Sistemas Con Redes de Tuberias de HdpeCarlos Soria JuzgaAún no hay calificaciones
- Parte 2 - Anexo 2. TDR CONFECCION DE MUFASDocumento7 páginasParte 2 - Anexo 2. TDR CONFECCION DE MUFASIvan AbrahamAún no hay calificaciones
- ABAcard Hematrace Abacus EspañolDocumento2 páginasABAcard Hematrace Abacus Españolcrizz olan100% (1)
- QUIMICA 5to AÑODocumento65 páginasQUIMICA 5to AÑOAngel SalazarAún no hay calificaciones
- Ortiz Mariscal Arturo 2017 DC en M y MDocumento110 páginasOrtiz Mariscal Arturo 2017 DC en M y MNIKOLEE LIZETH TORRES ZUÑIGAAún no hay calificaciones
- ACFrOgDtMS exWX676Xaql9rpg3ymvBJHVNDHb0jQ2KFENu2s8L02tcwh9Kn-Z0GWdPyLb8S0-A965EBDJecnGMg4vROtxLDkHNzba2Tkj9MH4bDK4L4 3Byf4bg0HFv Oyc VL6O2NKcTE2MEkfDocumento1 páginaACFrOgDtMS exWX676Xaql9rpg3ymvBJHVNDHb0jQ2KFENu2s8L02tcwh9Kn-Z0GWdPyLb8S0-A965EBDJecnGMg4vROtxLDkHNzba2Tkj9MH4bDK4L4 3Byf4bg0HFv Oyc VL6O2NKcTE2MEkfAngelica ArpiAún no hay calificaciones
- Diferencia Entre Los Filtros 2096Documento1 páginaDiferencia Entre Los Filtros 2096ROJAS ARMAS JAN PAOLOAún no hay calificaciones
- Boletín Informativo # 1 - METTLER TOLEDODocumento2 páginasBoletín Informativo # 1 - METTLER TOLEDOMauricio Cruz100% (1)
- Guia-Quimica I. IPNDocumento28 páginasGuia-Quimica I. IPNJudith Sánchez RodríguezAún no hay calificaciones
- Texto Argumentativo 2Documento4 páginasTexto Argumentativo 2CaLlebDaviidAún no hay calificaciones
- Informe Definitivo Verificación Economica.Documento3 páginasInforme Definitivo Verificación Economica.Julieth CastañedaAún no hay calificaciones
- Wicca Nivel 2a - CrsitaloterapiaDocumento79 páginasWicca Nivel 2a - CrsitaloterapiaOmar Saul Ramirez SuarezAún no hay calificaciones
- Acetilación y CarboxilaciónDocumento2 páginasAcetilación y CarboxilaciónEvelyn HCAún no hay calificaciones
- Membrana Citoplasmática InfoDocumento9 páginasMembrana Citoplasmática InfoALEJANDRO ALVARADOAún no hay calificaciones
- Resumen ConstruccionesDocumento31 páginasResumen ConstruccionesDavid LugoAún no hay calificaciones
- DC Ficha Tecnica Podotactil 2 PDFDocumento1 páginaDC Ficha Tecnica Podotactil 2 PDFChavarro LugoAún no hay calificaciones
- Detergentes UvDocumento5 páginasDetergentes UvISABELA RENTERIA RUIZAún no hay calificaciones
- Maquinabilidad de Los MaterialesDocumento33 páginasMaquinabilidad de Los MaterialesDaniel Parra ArangoAún no hay calificaciones
- Trabajo Grupal-Manejo y Tratamiento Residuos Industria Química-Grupo #4Documento32 páginasTrabajo Grupal-Manejo y Tratamiento Residuos Industria Química-Grupo #4Alvaro Iparraguirre NavarroAún no hay calificaciones
- 4 PPT Cinética Parte 2 28-08-21Documento54 páginas4 PPT Cinética Parte 2 28-08-21Diego PeláezAún no hay calificaciones
- Reacciones RedoxDocumento4 páginasReacciones Redoxyojan fuentesAún no hay calificaciones
- Hoja de Trabajo Sobre El AguaDocumento3 páginasHoja de Trabajo Sobre El AguaHugo QuintanaAún no hay calificaciones
- Trastornos HidroelectrolíticosDocumento65 páginasTrastornos HidroelectrolíticosSofi PetroAún no hay calificaciones
- Oxalato de AmonioDocumento5 páginasOxalato de Amoniocolumba_mcAún no hay calificaciones
- Congelacion de PigmentosDocumento8 páginasCongelacion de PigmentosGimmi LescanoAún no hay calificaciones
- Práctica de DestilaciónDocumento18 páginasPráctica de DestilaciónMuny ZAAún no hay calificaciones
- PRACTICA 2 Separacion de MezclasDocumento6 páginasPRACTICA 2 Separacion de MezclasOmar Esteban Valencia LedezmaAún no hay calificaciones
- BccjxusiwitigjDocumento1 páginaBccjxusiwitigjMonteza Tarrillo HenrryAún no hay calificaciones
- CALIBRACIONDocumento19 páginasCALIBRACIONDaleshka Herrera ParedesAún no hay calificaciones
- Folle ToDocumento2 páginasFolle ToJair BalcazarAún no hay calificaciones
- Ra7 006Documento7 páginasRa7 006Jerffry Cuartas GutierrezAún no hay calificaciones
- Celda GalvánicaDocumento4 páginasCelda Galvánica02-AS-LI-ROSSANJHELA JHOSELINE MANDUJANO OREAún no hay calificaciones