También podría gustarte
- El cultivo de maracuyá (Passiflora edulis) medidas para la temporada invernalDe EverandEl cultivo de maracuyá (Passiflora edulis) medidas para la temporada invernalAún no hay calificaciones
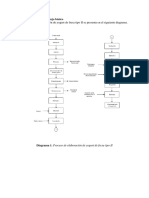
- Diagrama de Flujo de La Elaboracion de Yogur Con Sabor A FresaDocumento81 páginasDiagrama de Flujo de La Elaboracion de Yogur Con Sabor A FresaISABEL DE JESUS GUERRERO PADILLAAún no hay calificaciones
- Manual de producción de tomate bajo invernaderoDe EverandManual de producción de tomate bajo invernaderoCalificación: 3.5 de 5 estrellas3.5/5 (2)
- DIPA - Proyecto - Fase 1Documento13 páginasDIPA - Proyecto - Fase 1John Jairo LatacumbaAún no hay calificaciones
- Alcohol Etílico Destilado de NaranjaDocumento1 páginaAlcohol Etílico Destilado de NaranjaPancho MartínezAún no hay calificaciones
- Proceso Haccp, YogurtDocumento1 páginaProceso Haccp, YogurtVictoria CastroAún no hay calificaciones
- Toxicologia VideoDocumento10 páginasToxicologia Videokely NarváezAún no hay calificaciones
- Normas HACCP para Mermelada de Grosella.Documento12 páginasNormas HACCP para Mermelada de Grosella.Anthony HinestrozaAún no hay calificaciones
- FT Biover (15400200)Documento1 páginaFT Biover (15400200)Pepa GarcíaAún no hay calificaciones
- Especificaciones Técnicas MP004 Acido Cítrico AnhidroDocumento4 páginasEspecificaciones Técnicas MP004 Acido Cítrico AnhidroPyc granizadorasAún no hay calificaciones
- Plan Haccp CecinaDocumento8 páginasPlan Haccp CecinaCesar MendozaAún no hay calificaciones
- Metodologia HaccpDocumento16 páginasMetodologia Haccpmessi8lionelAún no hay calificaciones
- FGH04.15.06 Ficha Tecnica Gaseosa Big Naranja 300 MLDocumento4 páginasFGH04.15.06 Ficha Tecnica Gaseosa Big Naranja 300 MLAna ursAún no hay calificaciones
- Ciclo 10Documento128 páginasCiclo 10Olga Piedad Guerrero MuñozAún no hay calificaciones
- Fichas Tecnicas Materias Primas y CondimentosDocumento9 páginasFichas Tecnicas Materias Primas y CondimentosfelicidadAún no hay calificaciones
- Ficha Tecnica Deptil G4Documento3 páginasFicha Tecnica Deptil G4Frigorifico FripasaAún no hay calificaciones
- Ficha Técnica Aceite Doña LupeDocumento5 páginasFicha Técnica Aceite Doña Lupemade sgAún no hay calificaciones
- YeisyDocumento7 páginasYeisyAnonymous jyxPWItVUPAún no hay calificaciones
- Ficha Tecnica Del Nectar de MangoDocumento3 páginasFicha Tecnica Del Nectar de MangoDaraNolascoPalaciosAún no hay calificaciones
- Quimicos Pereira (AGUA DESTILADA)Documento1 páginaQuimicos Pereira (AGUA DESTILADA)milfer2010Aún no hay calificaciones
- r07-1 v1 Especificaciones de Compra (Cafe Descafeinado (Sucedaneo) )Documento2 páginasr07-1 v1 Especificaciones de Compra (Cafe Descafeinado (Sucedaneo) )Kelly RangelAún no hay calificaciones
- Parte 1Documento9 páginasParte 1Angel Panduro VasquezAún no hay calificaciones
- Ficha Tecnica BrahamanDocumento8 páginasFicha Tecnica BrahamanCARMENZAAún no hay calificaciones
- FT - Piña DeshidratadaDocumento2 páginasFT - Piña DeshidratadaEdgar ZabalaAún no hay calificaciones
- HACCP Equipo 4Documento4 páginasHACCP Equipo 4Adriana RamosAún no hay calificaciones
- HUMINTASDocumento14 páginasHUMINTASestefany villcaAún no hay calificaciones
- Informe Seminario Logistica y Comercio IntDocumento22 páginasInforme Seminario Logistica y Comercio IntEdilberto Carmen ValdiviesoAún no hay calificaciones
- r07-1 v1 Especificaciones de Compra (Cafe Tradicional)Documento2 páginasr07-1 v1 Especificaciones de Compra (Cafe Tradicional)Kelly RangelAún no hay calificaciones
- Leche UHT. Qali WarmaDocumento4 páginasLeche UHT. Qali WarmaAlonzo CustodioAún no hay calificaciones
- Taller HaccpDocumento17 páginasTaller HaccpMaycon Patala SanchezAún no hay calificaciones
- Practica 3Documento8 páginasPractica 3Jean Pierre Cirilo SosaAún no hay calificaciones
- Manual AgricolasDocumento67 páginasManual AgricolasDani AcostaAún no hay calificaciones
- Especificaciones Técnicas MP006 Sorbato de PotasioDocumento4 páginasEspecificaciones Técnicas MP006 Sorbato de PotasioPyc granizadorasAún no hay calificaciones
- HACCPDocumento6 páginasHACCPSebastian Riquelme Rodriguez0% (1)
- CHIMiDocumento2 páginasCHIMiHéctor LópezAún no hay calificaciones
- Ficha Técnica Jabón AntibacterialDocumento1 páginaFicha Técnica Jabón AntibacterialFelipe AvilaAún no hay calificaciones
- Tecnologia de Aprovechamiento de Frutas y Hortalizas OrgánicasDocumento9 páginasTecnologia de Aprovechamiento de Frutas y Hortalizas OrgánicasFredy Henry Chávez BustamanteAún no hay calificaciones
- Ficha Tecnica EjemploDocumento13 páginasFicha Tecnica EjemploSantiago CardonaAún no hay calificaciones
- 6 Files MergedDocumento6 páginas6 Files MergedErika Solis CerónAún no hay calificaciones
- Informe de Plan Haccp Angela Carrero-FusionadoDocumento27 páginasInforme de Plan Haccp Angela Carrero-FusionadoCamilo Carrero VargasAún no hay calificaciones
- Ficha Técnica Cocoa CoronaDocumento3 páginasFicha Técnica Cocoa Coronalbenit20100% (1)
- Ficha Tecnica de La AhuyamaDocumento2 páginasFicha Tecnica de La AhuyamaJavier Bolaño ChaconAún no hay calificaciones
- Ficha Técnica Aceite de SoyaDocumento2 páginasFicha Técnica Aceite de Soyasolproveeduria 2Aún no hay calificaciones
- Informe de Plan Haccp Angela CarreroDocumento12 páginasInforme de Plan Haccp Angela CarreroCamilo Carrero VargasAún no hay calificaciones
- Le1180 Microb. AlimentosDocumento4 páginasLe1180 Microb. Alimentosmanuel antonio casilla uribeAún no hay calificaciones
- Ficha Tecnica Brisol Alcohol Puro 96°Documento1 páginaFicha Tecnica Brisol Alcohol Puro 96°Mauriece CarrilloAún no hay calificaciones
- FT-CC-578 Jabón Líquido Antibacterial PQP PROFESIONALDocumento1 páginaFT-CC-578 Jabón Líquido Antibacterial PQP PROFESIONALSST GOTA DE LECHEAún no hay calificaciones
- UNSADocumento14 páginasUNSATania100% (1)
- Decreto No. 60 18 Ene de 2002Documento46 páginasDecreto No. 60 18 Ene de 2002TatianaAún no hay calificaciones
- Jabon Liquido Antibacterial PDFDocumento3 páginasJabon Liquido Antibacterial PDFAron Aquino HornaAún no hay calificaciones
- S-561 A UNIDAD DE INYECCIÓN - P582.3F.300.001 Especificación de ProductoDocumento1 páginaS-561 A UNIDAD DE INYECCIÓN - P582.3F.300.001 Especificación de ProductoCristián PicazoAún no hay calificaciones
- PRACTICA N.4 HidromielDocumento2 páginasPRACTICA N.4 HidromielMarco BarretoAún no hay calificaciones
- Tarea 2-Grupo 4 SeguridadDocumento5 páginasTarea 2-Grupo 4 Seguridadhuarcayaines5Aún no hay calificaciones
- Fichas TecnicassssDocumento5 páginasFichas TecnicassssLisbet Quispe VenturaAún no hay calificaciones
- Haccp ArequipeDocumento5 páginasHaccp ArequipeDiana Lopez0% (1)
- FICHA TÉCNICA PURE Previo PublicacionDocumento4 páginasFICHA TÉCNICA PURE Previo Publicacionfranzdiaz7314Aún no hay calificaciones
- Ficha Tecnica de Avena LiquidaDocumento4 páginasFicha Tecnica de Avena LiquidaJorge CarrascalAún no hay calificaciones
- Plan Haccp para Un Queso FrescoDocumento18 páginasPlan Haccp para Un Queso FrescoMaría Esther GonzálezAún no hay calificaciones
- Programa de Proceso de Una PurificadoraDocumento20 páginasPrograma de Proceso de Una PurificadoraChed Monsterblack BlackRodAún no hay calificaciones
- Cuadro HaccpDocumento5 páginasCuadro HaccpMvz Franklin MamaniAún no hay calificaciones
- Evaluacion Semana 2 MatematicasDocumento5 páginasEvaluacion Semana 2 MatematicasAnita67% (3)
- Actividad 3 PDFDocumento4 páginasActividad 3 PDFeagualtero0% (2)
- Feria GastronomicaDocumento9 páginasFeria GastronomicaIvan PE100% (1)
- Evaluacion Nutricional Del DesayunoDocumento9 páginasEvaluacion Nutricional Del DesayunoFernando Pastor100% (1)
- Balance Hidrico de Huarimasga 27-02-2015Documento16 páginasBalance Hidrico de Huarimasga 27-02-2015Naomi BjAún no hay calificaciones
- mm00 04sDocumento18 páginasmm00 04sNubiia Iszamara de La CruzAún no hay calificaciones
- Contaminacion Conservacion y Alteracion de Las Carnes DiapositivasDocumento27 páginasContaminacion Conservacion y Alteracion de Las Carnes DiapositivasitzamaraAún no hay calificaciones
- Informe Panificado PanesDocumento4 páginasInforme Panificado PanesFranco AlancayAún no hay calificaciones
- TenpiettoDocumento5 páginasTenpiettoNico SanchoAún no hay calificaciones
- Receta de Muffins InglesesDocumento3 páginasReceta de Muffins Inglesesm silvaAún no hay calificaciones
- QuantifiersDocumento6 páginasQuantifiersannatiul11Aún no hay calificaciones
- Choluteca Digital5Documento47 páginasCholuteca Digital5Michael PrettoAún no hay calificaciones
- Disfrute Comidas de Otras CulturasDocumento1 páginaDisfrute Comidas de Otras CulturasJuan Haroldo Santos VanegasAún no hay calificaciones
- Lista de Intercambio PDFDocumento3 páginasLista de Intercambio PDFMiguel Izaguirre PortilloAún no hay calificaciones
- Exposición Marco LegalDocumento16 páginasExposición Marco LegalJose De SantiagoAún no hay calificaciones
- Lista de Carta de ChifaDocumento4 páginasLista de Carta de ChifaJorge Osores GuerraAún no hay calificaciones
- Hazop - YogurtDocumento7 páginasHazop - YogurtAntonella PichardoAún no hay calificaciones
- CarameloDocumento4 páginasCarameloevaAún no hay calificaciones
- Configuracion WifiDocumento47 páginasConfiguracion Wifijavier rojas100% (1)
- Gastronomia Madrilena 0 PDFDocumento120 páginasGastronomia Madrilena 0 PDFVanessa LeytonAún no hay calificaciones
- Tipos de Pastas ItalianasDocumento12 páginasTipos de Pastas ItalianasManuelAún no hay calificaciones
- Catálogo Productos Cuatro Espigas PDFDocumento8 páginasCatálogo Productos Cuatro Espigas PDFRaúl Alho CabralAún no hay calificaciones
- Dieta Doctora SassDocumento5 páginasDieta Doctora SassElvio FloresAún no hay calificaciones
- Teología Del CuerpoDocumento13 páginasTeología Del CuerpoAdar LázaroAún no hay calificaciones
- UntitledDocumento19 páginasUntitledSofia MartinezAún no hay calificaciones
- Guia 6 El Poema Letra BRDocumento5 páginasGuia 6 El Poema Letra BRMaricel Alejandra Figueroa NeiraAún no hay calificaciones
- Carta Menu LXF Viernes 20 de Mayo - CompressedDocumento21 páginasCarta Menu LXF Viernes 20 de Mayo - CompressedFrancisco VegaAún no hay calificaciones
- Carta PelluhueDocumento3 páginasCarta PelluhueYeisons Micheel Ramón Sepulveda CaniqueoAún no hay calificaciones
- Recetario 1Documento12 páginasRecetario 1Francesca G. Pontillo Victoriano100% (1)
- Alimentos Permitidos y Prohibidos en La Dieta Contra La GotaDocumento2 páginasAlimentos Permitidos y Prohibidos en La Dieta Contra La GotaBoy JerryAún no hay calificaciones
- La revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaDe EverandLa revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaCalificación: 5 de 5 estrellas5/5 (201)
- Batidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoDe EverandBatidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoCalificación: 5 de 5 estrellas5/5 (2)
- Haz Condimentos Desde Cero Recetas Fabulosas Para Sabores Frescos Y Estilos De Vida Más SaludablesDe EverandHaz Condimentos Desde Cero Recetas Fabulosas Para Sabores Frescos Y Estilos De Vida Más SaludablesCalificación: 4.5 de 5 estrellas4.5/5 (7)
- Entrenamiento Científico con pesas: Fitness InteligenteDe EverandEntrenamiento Científico con pesas: Fitness InteligenteCalificación: 5 de 5 estrellas5/5 (3)
- Paulina cocina en 30 minutos: Recetas prácticas para todos los díasDe EverandPaulina cocina en 30 minutos: Recetas prácticas para todos los díasCalificación: 4.5 de 5 estrellas4.5/5 (8)
- Exfoliantes corporales: La guía definitiva de cómo hacer sus propios exfoliantes naturales para el cuerpo, con recetas sencillas y ecológicasDe EverandExfoliantes corporales: La guía definitiva de cómo hacer sus propios exfoliantes naturales para el cuerpo, con recetas sencillas y ecológicasCalificación: 5 de 5 estrellas5/5 (1)
- DIETA MEDITERRANEA - Mejores Recetas de la Cocina Mediterranea Para Bajar de Peso SaludablementeDe EverandDIETA MEDITERRANEA - Mejores Recetas de la Cocina Mediterranea Para Bajar de Peso SaludablementeCalificación: 5 de 5 estrellas5/5 (4)
- Las recetas del mundo en las pelis de animaciónDe EverandLas recetas del mundo en las pelis de animaciónCalificación: 5 de 5 estrellas5/5 (2)
- Sana tu Cuerpo, Calma tu Mente: Desintoxicar Hígado, Intestino Permeable, Salud Hormonal, Curación Emocional, Relajación, Ansiedad y Sanidad mental, Atención Plena, Psicoterapia y NutriciónDe EverandSana tu Cuerpo, Calma tu Mente: Desintoxicar Hígado, Intestino Permeable, Salud Hormonal, Curación Emocional, Relajación, Ansiedad y Sanidad mental, Atención Plena, Psicoterapia y NutriciónCalificación: 5 de 5 estrellas5/5 (4)
- Fermentación: Una guía esencial para el cultivo de alimentos, crear kombucha, masa madre, kimchi, chucrut, yogur y mucho más: cultive probióticos en casa y mejore su microbioma intestinalDe EverandFermentación: Una guía esencial para el cultivo de alimentos, crear kombucha, masa madre, kimchi, chucrut, yogur y mucho más: cultive probióticos en casa y mejore su microbioma intestinalCalificación: 3 de 5 estrellas3/5 (1)
- Las recetas de las películas del Studio GhibliDe EverandLas recetas de las películas del Studio GhibliCalificación: 5 de 5 estrellas5/5 (1)
- La Dieta Mediterránea Para Principiantes, Guía Paso A Paso Con Recetas Para Comer Mejor Y Bajar De PesoDe EverandLa Dieta Mediterránea Para Principiantes, Guía Paso A Paso Con Recetas Para Comer Mejor Y Bajar De PesoCalificación: 5 de 5 estrellas5/5 (2)
- Magia con Bicarbonato de Sodio: Decenas de Remedios y Usos Caseros que te Ahorrarán Dinero y Tiempo Utilizando el Bicarbonato de SodioDe EverandMagia con Bicarbonato de Sodio: Decenas de Remedios y Usos Caseros que te Ahorrarán Dinero y Tiempo Utilizando el Bicarbonato de SodioCalificación: 4.5 de 5 estrellas4.5/5 (7)
- Alimentación antiinflamatoria: Primeros pasos para poner en práctica una alimentación saludableDe EverandAlimentación antiinflamatoria: Primeros pasos para poner en práctica una alimentación saludableCalificación: 4.5 de 5 estrellas4.5/5 (119)
- Receta De La Freidora De Aire Libro De Cocina De La Freidora De Aire/ Air Fryer Cookbook Spanish VersionDe EverandReceta De La Freidora De Aire Libro De Cocina De La Freidora De Aire/ Air Fryer Cookbook Spanish VersionCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Mega Gluteos : Entrenamiento Científico de GlúteosDe EverandMega Gluteos : Entrenamiento Científico de GlúteosCalificación: 5 de 5 estrellas5/5 (1)
- Mente sana, cuerpo sano: El poder de una mentalidad saludableDe EverandMente sana, cuerpo sano: El poder de una mentalidad saludableCalificación: 5 de 5 estrellas5/5 (90)
- Cocina antiestrés: Nuestras 100 mejores recetas en un solo libroDe EverandCocina antiestrés: Nuestras 100 mejores recetas en un solo libroAún no hay calificaciones
- Tapas: Nuestras 100 mejores recetas en un solo libroDe EverandTapas: Nuestras 100 mejores recetas en un solo libroAún no hay calificaciones
- La Dieta Antiinflamatoria: Haz estos cambios simples y económicos en tu dieta y comienza a sentirte mejor dentro de 24 horas! (Spanish Edition)De EverandLa Dieta Antiinflamatoria: Haz estos cambios simples y económicos en tu dieta y comienza a sentirte mejor dentro de 24 horas! (Spanish Edition)Calificación: 5 de 5 estrellas5/5 (4)
- Postres Saludables para Disfrutar sin Culpa. Postres Paleo sin Gluten, Azucar ni LactosaDe EverandPostres Saludables para Disfrutar sin Culpa. Postres Paleo sin Gluten, Azucar ni LactosaCalificación: 5 de 5 estrellas5/5 (17)