También podría gustarte
- Guia Rapida Calibrador y Medidor de Altura PDFDocumento5 páginasGuia Rapida Calibrador y Medidor de Altura PDFluis tiuquingaAún no hay calificaciones
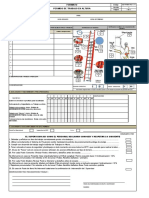
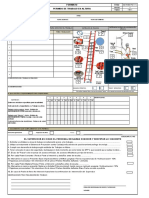
- Formato Cepillo EscalerasDocumento2 páginasFormato Cepillo EscalerasManuel Merino rojasAún no hay calificaciones
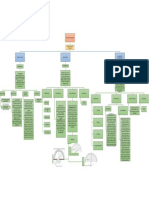
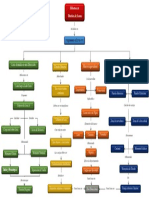
- Mapa ConceptualDocumento3 páginasMapa ConceptualEl SeñorAún no hay calificaciones
- Partes y operaciones de taladro de banco, fresa y rectificadoraDocumento1 páginaPartes y operaciones de taladro de banco, fresa y rectificadoraIsmael Criollo ArevaloAún no hay calificaciones
- Procedimiento de Calibración de Calibradores Hal v1Documento6 páginasProcedimiento de Calibración de Calibradores Hal v1victor serrano perezAún no hay calificaciones
- V&j-Sgc-Gac-Fo-29-Inspeccion y Control de Juntas HdpeDocumento2 páginasV&j-Sgc-Gac-Fo-29-Inspeccion y Control de Juntas HdpeNelson Béjar GuerraAún no hay calificaciones
- Conjunto 3º Control 19-20-Ingenieria Grafica-EnunciadoDocumento1 páginaConjunto 3º Control 19-20-Ingenieria Grafica-EnunciadoMARÍA CALVO DOMÍNGUEZAún no hay calificaciones
- Índices urbanísticos para zonificación y desarrollo en San Pedro SulaDocumento1 páginaÍndices urbanísticos para zonificación y desarrollo en San Pedro SulaBasicos EmpaquesAún no hay calificaciones
- Medición de AngulosDocumento1 páginaMedición de AngulosJuan Jose MartinezAún no hay calificaciones
- HP Brazosextensibles Es 010422 Rellenable 2Documento1 páginaHP Brazosextensibles Es 010422 Rellenable 2Alejo Jesús MaschioAún no hay calificaciones
- Ajuste, Montaje, Verificacion y Control de Maquinas - Parte IDocumento338 páginasAjuste, Montaje, Verificacion y Control de Maquinas - Parte IkevinAún no hay calificaciones
- InspeccionDocumento2 páginasInspeccionJose CamposAún no hay calificaciones
- Manual - Español Micropilot M Endress+hauserDocumento92 páginasManual - Español Micropilot M Endress+hauserDennis VeraAún no hay calificaciones
- Inspección de Herramientas ManualesDocumento1 páginaInspección de Herramientas ManualesAlvaro Mendieta ZeballosAún no hay calificaciones
- Tutorial CarMetal Chardón 2010Documento11 páginasTutorial CarMetal Chardón 2010Mario H. RoncalloAún no hay calificaciones
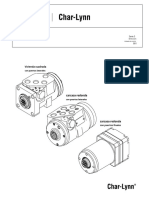
- Char Lynn Parts 7-310.qxd - C-STCU-TS002-E.en - EsDocumento12 páginasChar Lynn Parts 7-310.qxd - C-STCU-TS002-E.en - EsRafael lopezAún no hay calificaciones
- Pajarita 2Documento1 páginaPajarita 2Miguel Angel Gomar FortuñoAún no hay calificaciones
- Informe 7Documento6 páginasInforme 79.-Sebastián FarinangoAún no hay calificaciones
- T1a Especificación de TuberíaDocumento1 páginaT1a Especificación de TuberíaIsaias de la CruzAún no hay calificaciones
- Modulo5 STDocumento98 páginasModulo5 STWilme NareaAún no hay calificaciones
- Cyklos RPM 350-350+Documento2 páginasCyklos RPM 350-350+RicardoAún no hay calificaciones
- KN.03en Supporting RollersDocumento1 páginaKN.03en Supporting Rollerscazorla513Aún no hay calificaciones
- Anexo 11Documento1 páginaAnexo 11JoseCastañedaAún no hay calificaciones
- Fv-VO-25 SEÑALES VERTICALESDocumento1 páginaFv-VO-25 SEÑALES VERTICALESEnrique Saavedra MedinaAún no hay calificaciones
- T1B Especificación de TuberíaDocumento1 páginaT1B Especificación de TuberíaIsaias de la Cruz100% (1)
- Informe de tasación de bien raíz urbanoDocumento14 páginasInforme de tasación de bien raíz urbanoDiego AcuñaAún no hay calificaciones
- Plano No.3 - Equipo-ModeloDocumento1 páginaPlano No.3 - Equipo-ModeloMonterrosas Flores Eric RogelioAún no hay calificaciones
- Inspección Diaria Del Sistema de Protección Contra CaídasDocumento3 páginasInspección Diaria Del Sistema de Protección Contra CaídasAlvaro SequeirosAún no hay calificaciones
- Cobertura Aa A-1Documento1 páginaCobertura Aa A-1floryanav1991Aún no hay calificaciones
- $R18HPXZDocumento13 páginas$R18HPXZedgar .hernandezAún no hay calificaciones
- PDF Baricentro Area Momentos de Inercia Los Momentos de Inercia Polar y Radio de Giro de Un Trapezoide General - CompressDocumento1 páginaPDF Baricentro Area Momentos de Inercia Los Momentos de Inercia Polar y Radio de Giro de Un Trapezoide General - CompressBryan VillamarAún no hay calificaciones
- Perfil Litologico SPT Nº1Documento1 páginaPerfil Litologico SPT Nº1Marco Antonio Mamani CalaniAún no hay calificaciones
- 2.30 - Aa-02 Aire Acondicionado Bomberos Pa-Aa-02Documento1 página2.30 - Aa-02 Aire Acondicionado Bomberos Pa-Aa-02Jesus QuirozAún no hay calificaciones
- Nomenclatura Sprockets 1pag CARD-SPKS 0118Documento1 páginaNomenclatura Sprockets 1pag CARD-SPKS 0118pcesar777Aún no hay calificaciones
- Propuesta Matriz de Riesgos Institucional Igac 2021Documento23 páginasPropuesta Matriz de Riesgos Institucional Igac 2021Dina VasquezAún no hay calificaciones
- HP Brazosextensiblescofre Es 010422 RellenableDocumento1 páginaHP Brazosextensiblescofre Es 010422 RellenableAlejo Jesús MaschioAún no hay calificaciones
- Mapa Mental (Estructura Principal y Sub Componentes de Un Robot)Documento1 páginaMapa Mental (Estructura Principal y Sub Componentes de Un Robot)Henry Arias Soliz50% (2)
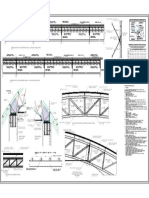
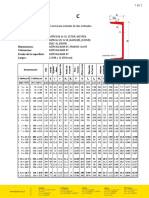
- Vigas C PDFDocumento2 páginasVigas C PDFSimon VasquezAún no hay calificaciones
- Vigas C PDFDocumento2 páginasVigas C PDFmauricio1barrientos1Aún no hay calificaciones
- Vigas C PDFDocumento2 páginasVigas C PDFJoel C. SilvaAún no hay calificaciones
- Vigas C PDFDocumento2 páginasVigas C PDFJoel C. SilvaAún no hay calificaciones
- Vigas C PDFDocumento2 páginasVigas C PDFEdson CallataAún no hay calificaciones
- Vigas C PDFDocumento2 páginasVigas C PDFaquistialAún no hay calificaciones
- Catalogo Firestone LlantasDocumento33 páginasCatalogo Firestone LlantasAlex MarquezAún no hay calificaciones
- Investigación Registros Campo YUS PDFDocumento12 páginasInvestigación Registros Campo YUS PDFAlfonso ZuritaAún no hay calificaciones
- 2 - Requeriminetos de HabitabilidadDocumento2 páginas2 - Requeriminetos de HabitabilidadJhancarla Vargas ValenciaAún no hay calificaciones
- Manual de SubAssembliesDocumento13 páginasManual de SubAssembliesjhonecisnerosAún no hay calificaciones
- Hoja de Registro - Pin05: PuestoDocumento1 páginaHoja de Registro - Pin05: PuestoMonica MpAún no hay calificaciones
- Inspección tripode prensa cadenaDocumento1 páginaInspección tripode prensa cadenaBoris Andrés CampanoAún no hay calificaciones
- Mapa Conceptual Autores de La CalidadDocumento1 páginaMapa Conceptual Autores de La CalidadJazmin GutierrezAún no hay calificaciones
- PoleasDocumento1 páginaPoleasNoeAún no hay calificaciones
- Cuadro de SPT Con QadmDocumento8 páginasCuadro de SPT Con QadmFrancisco CabreraAún no hay calificaciones
- Medidores de AlturaDocumento4 páginasMedidores de AlturaAna MolinaAún no hay calificaciones
- Mapa Conceptual - 3competenciaDocumento1 páginaMapa Conceptual - 3competenciaEduardo EscobedoAún no hay calificaciones
- Especificacion de Tuberia T1aDocumento1 páginaEspecificacion de Tuberia T1aRaymundo Maldonado Alvarez100% (1)
- Subensamblajes Pavimento Berma TaludDocumento8 páginasSubensamblajes Pavimento Berma TaludRoberto Reyes RamirezAún no hay calificaciones
- Plan Indicativo SabanetaDocumento9 páginasPlan Indicativo SabanetaLuis Alfonso Vitola NegreteAún no hay calificaciones
- Lista de verificación extintoresDocumento2 páginasLista de verificación extintoresCris MartinAún no hay calificaciones
- Hoja de campo GPSDocumento2 páginasHoja de campo GPSErika Eliana Guevara Parra100% (1)
- Dashboard en Excel Modelo 25Documento40 páginasDashboard en Excel Modelo 25Daniel Dennis Escobar SubiranaAún no hay calificaciones
- Descarga 6Documento2 páginasDescarga 6Daniel Dennis Escobar SubiranaAún no hay calificaciones
- Descarga 2Documento2 páginasDescarga 2Daniel Dennis Escobar SubiranaAún no hay calificaciones
- Descarga 8Documento2 páginasDescarga 8Daniel Dennis Escobar SubiranaAún no hay calificaciones
- Ej 2 PropuestosDocumento3 páginasEj 2 PropuestosDaniel Dennis Escobar SubiranaAún no hay calificaciones
- Descarga 4Documento2 páginasDescarga 4Daniel Dennis Escobar SubiranaAún no hay calificaciones
- Descarga 5Documento2 páginasDescarga 5Daniel Dennis Escobar SubiranaAún no hay calificaciones
- MODULO I - Microsoft Windows 10Documento70 páginasMODULO I - Microsoft Windows 10Daniel Dennis Escobar SubiranaAún no hay calificaciones
- Qué Es Un SeparadorDocumento8 páginasQué Es Un SeparadorJesiray Matos75% (4)
- Compuestos Binarios y TernariosDocumento2 páginasCompuestos Binarios y Ternariosmarcelo_videla_6100% (6)
- Sismica PetroleoDocumento16 páginasSismica PetroleoUltrichAún no hay calificaciones
- RegresionDocumento13 páginasRegresionimperius19Aún no hay calificaciones
- Descarga 3Documento2 páginasDescarga 3Daniel Dennis Escobar SubiranaAún no hay calificaciones
- Descarga 1Documento2 páginasDescarga 1Daniel Dennis Escobar SubiranaAún no hay calificaciones
- Soluciones para la perforación de pozos ultraprofundosDocumento18 páginasSoluciones para la perforación de pozos ultraprofundosovajeAún no hay calificaciones
- Control del agua en la industria petrolera: costos y tecnologíasDocumento22 páginasControl del agua en la industria petrolera: costos y tecnologíasRonxp18Aún no hay calificaciones
- GASOLINAZODocumento11 páginasGASOLINAZODaniel Dennis Escobar SubiranaAún no hay calificaciones
- Nuevos Rumbos en La Perforación Rotativa Direccional: Geoff Downton Trond Skei KlausenDocumento12 páginasNuevos Rumbos en La Perforación Rotativa Direccional: Geoff Downton Trond Skei KlausenDaniel Dennis Escobar SubiranaAún no hay calificaciones
- Todos Sobre Los SÍMBOLOS GRÁFICOS en ELECTRICIDADDocumento140 páginasTodos Sobre Los SÍMBOLOS GRÁFICOS en ELECTRICIDADLeonard S Colmenarez GAún no hay calificaciones
- Configuracion de Disparos SchlumbergerDocumento26 páginasConfiguracion de Disparos Schlumbergerjuliocanel2009Aún no hay calificaciones
- Manual de Autoconstrucción y Mejoramiento de ViviendaDocumento32 páginasManual de Autoconstrucción y Mejoramiento de ViviendaWilliam Loor T100% (1)
- Func LCD pantallasDocumento79 páginasFunc LCD pantallasAntonio GómezAún no hay calificaciones
- Introducción en Excel Con VBADocumento75 páginasIntroducción en Excel Con VBACarlos FranciscoAún no hay calificaciones
- 51267Documento60 páginas51267Daniel Dennis Escobar SubiranaAún no hay calificaciones
- 2303Documento2 páginas2303Daniel Dennis Escobar SubiranaAún no hay calificaciones
- PLAN Guia Programas de DesarrolloDocumento44 páginasPLAN Guia Programas de DesarrolloSutep Jauja Dignidad Docente FenateperúAún no hay calificaciones
- PDFDocumento78 páginasPDFJhonstiber Ramos Ichaccaya100% (1)
- Mul8221 Manual PDFDocumento20 páginasMul8221 Manual PDFURCOBONAún no hay calificaciones
- D 2025 0 Peaktech 2025 Multimetro Documentación PDFDocumento27 páginasD 2025 0 Peaktech 2025 Multimetro Documentación PDFMario Edinael HernandezAún no hay calificaciones
- Ley de Hidrocarburos: Gaceta Oficial Del Estado Plurinacional de BoliviaDocumento53 páginasLey de Hidrocarburos: Gaceta Oficial Del Estado Plurinacional de BoliviaJherameelAún no hay calificaciones
- TEORIA TRIDIMENSIONAL DEL DERECHO. Carlos Fernández SessaregoDocumento12 páginasTEORIA TRIDIMENSIONAL DEL DERECHO. Carlos Fernández SessaregoERICH ISABEL NABIS MARTELLAún no hay calificaciones
- En La Mesa Del Señor Hay Pan y VinoDocumento2 páginasEn La Mesa Del Señor Hay Pan y VinoJuanFe Iturrieta SAún no hay calificaciones
- Rumbo Did-Ctico Proyecto de Vida ADocumento16 páginasRumbo Did-Ctico Proyecto de Vida ATheylor Wayne VarelaAún no hay calificaciones
- El Contexto Educativo en La Investigación Sobre La Actuación Del ProfesorDocumento7 páginasEl Contexto Educativo en La Investigación Sobre La Actuación Del ProfesorYUFEBAAún no hay calificaciones
- Ceremonia 4Documento7 páginasCeremonia 4Andres AndinoAún no hay calificaciones
- Trabajo Final 201001 IPSDocumento62 páginasTrabajo Final 201001 IPSMelanie CadenasAún no hay calificaciones
- Anexo 5 - 2022Documento7 páginasAnexo 5 - 2022Documentos CorporeducarAún no hay calificaciones
- Deber 1 Inv - Juan RamirezDocumento2 páginasDeber 1 Inv - Juan RamirezJuan David RamírezAún no hay calificaciones
- Tuberias de PerforaciÓnDocumento68 páginasTuberias de PerforaciÓnDiever Arcos100% (3)
- Ordenes-mas-Importantes-de-los-Mamíferos-tarea Domiciliaria. DesarrolladaDocumento2 páginasOrdenes-mas-Importantes-de-los-Mamíferos-tarea Domiciliaria. DesarrolladaFRANK ALEXIS CABANILLAS DIAZAún no hay calificaciones
- Día Mundial SaludDocumento2 páginasDía Mundial SaludJose Yamir CondorenaAún no hay calificaciones
- Carpeta de Presentación de Empresa XyzDocumento6 páginasCarpeta de Presentación de Empresa XyzChristian JavierAún no hay calificaciones
- Modelo de Un Contrato para La Contratación de Una ObraDocumento8 páginasModelo de Un Contrato para La Contratación de Una ObraDavid Alejandro Ardila HoyosAún no hay calificaciones
- Argumento InductivoDocumento2 páginasArgumento InductivoAdrian Ojeda75% (4)
- Test Repaso 5Documento2 páginasTest Repaso 5IliasAún no hay calificaciones
- YacimientosmineralesDocumento3 páginasYacimientosmineralesanaiisclarkAún no hay calificaciones
- Infografia Derecho ConstitucionalDocumento7 páginasInfografia Derecho ConstitucionalAna Cecilia Araya CapristanAún no hay calificaciones
- Historia de La Topografia PDFDocumento13 páginasHistoria de La Topografia PDFMishell Angueta GiraldoAún no hay calificaciones
- COPASST: Comité de seguridad y salud laboralDocumento3 páginasCOPASST: Comité de seguridad y salud laboraljennifer guarnizoAún no hay calificaciones
- Pavimentos de Concreto Simple Con PasadoresDocumento8 páginasPavimentos de Concreto Simple Con PasadoresJorge LugoAún no hay calificaciones
- 6a Aplicación Método Estructural de Comprensión de TextosDocumento4 páginas6a Aplicación Método Estructural de Comprensión de TextosLucy MTAún no hay calificaciones
- Casación #1520 - 2014 Lima NorteDocumento3 páginasCasación #1520 - 2014 Lima NorteCECP - Centro de Estudios de Derecho CivilAún no hay calificaciones
- Material TEACCH-Unidad Didactica Sobre Los PlanetasDocumento16 páginasMaterial TEACCH-Unidad Didactica Sobre Los Planetasivonne rocio rodriguez bejaranoAún no hay calificaciones
- Triptico Vacunas ImprimirDocumento2 páginasTriptico Vacunas ImprimirMavi Diana Cueva Castro80% (5)
- Tesis 4-FranklimDocumento266 páginasTesis 4-FranklimLuis Lopez GonzalesAún no hay calificaciones
- Dieta César FitDocumento20 páginasDieta César Fitangelica smithAún no hay calificaciones
- Lenguaje de SeñasDocumento11 páginasLenguaje de SeñasMichelle AndreinaAún no hay calificaciones
- Marco Estratégico de La Producción de Textos Literarios: Literatura Y Sociedad en Contextos DiversosDocumento14 páginasMarco Estratégico de La Producción de Textos Literarios: Literatura Y Sociedad en Contextos DiversosCésarGuarnízMalásquezAún no hay calificaciones
- Que Es La Entrevista PsicológicaDocumento5 páginasQue Es La Entrevista PsicológicaMaria RestrepoAún no hay calificaciones