También podría gustarte
- Bitacora Genie S-65 (S601326719)Documento2 páginasBitacora Genie S-65 (S601326719)silviayapp7Aún no hay calificaciones
- Plan de Mantenimiento Raspadores Gerencia de Extraccion y LixiviacionDocumento14 páginasPlan de Mantenimiento Raspadores Gerencia de Extraccion y LixiviacionJuan Aros100% (1)
- Trabajo Final de GestiónDocumento32 páginasTrabajo Final de GestiónEsther Diaz100% (1)
- SSO - PI - 09 Procedimiento de Trabajo Uso de Taladro MagnéticoDocumento6 páginasSSO - PI - 09 Procedimiento de Trabajo Uso de Taladro MagnéticoDanilo AcevedoAún no hay calificaciones
- Vdocuments - MX - Examen de Mecanico de PisoDocumento47 páginasVdocuments - MX - Examen de Mecanico de PisoJorge RamirezAún no hay calificaciones
- Estándar Jaulas Respel CvuDocumento16 páginasEstándar Jaulas Respel CvuFranco VildosolaAún no hay calificaciones
- Hds Bencina 93Documento4 páginasHds Bencina 93felipeAún no hay calificaciones
- NCh2859 1 2004 PDFDocumento55 páginasNCh2859 1 2004 PDFJosé Erazo VegaAún no hay calificaciones
- Complete Manual S.O.16265 SpanishDocumento407 páginasComplete Manual S.O.16265 SpanishCesar Galvan100% (2)
- IM-MPO-01-15 Mapa de Proceso Aseo Industrial Tecnificado Imperial 08-07-20Documento15 páginasIM-MPO-01-15 Mapa de Proceso Aseo Industrial Tecnificado Imperial 08-07-20Yan RiveraAún no hay calificaciones
- Traducción Maquina RodonadoraDocumento8 páginasTraducción Maquina Rodonadorafabian rojasAún no hay calificaciones
- Procedimiento de FabricacionDocumento13 páginasProcedimiento de FabricacionAlexander Mancilla HuaytaAún no hay calificaciones
- IT 10-02-2023 Informe Tecnico de Tecles Polipasto de 7.5 TonDocumento5 páginasIT 10-02-2023 Informe Tecnico de Tecles Polipasto de 7.5 Tonluis100% (1)
- STD-SSO-004 Equipos de Izaje, Grúas y Movimiento de CargasDocumento14 páginasSTD-SSO-004 Equipos de Izaje, Grúas y Movimiento de CargasMARS BELL DANCEAún no hay calificaciones
- Hoja Datos de SeguridadDocumento4 páginasHoja Datos de SeguridadYulis Paola Torres PerezAún no hay calificaciones
- Azul 32 Urea PDFDocumento10 páginasAzul 32 Urea PDFJulio Manuel BriceñoAún no hay calificaciones
- 2A1002-7-HAUG-5-PT-1057 Trabajos en Caliente - BDocumento18 páginas2A1002-7-HAUG-5-PT-1057 Trabajos en Caliente - Bronald edwin mattos estradaAún no hay calificaciones
- ACEMDocumento2 páginasACEMCarlos Humberto OrtegaAún no hay calificaciones
- Ficha Tecnica Yale Vsi I IDocumento2 páginasFicha Tecnica Yale Vsi I IJose Antonio AguilarAún no hay calificaciones
- Procedimiento para MotosoldadorDocumento10 páginasProcedimiento para MotosoldadorAlexander ArcilaAún no hay calificaciones
- Acoplamientos Hidraulicos Transfluid Mantención PDFDocumento11 páginasAcoplamientos Hidraulicos Transfluid Mantención PDFMary Huaylla AAún no hay calificaciones
- Catalogo SACK 2019Documento72 páginasCatalogo SACK 2019cpezoarochaAún no hay calificaciones
- Manual Compresor TraducidoDocumento28 páginasManual Compresor TraducidoAgustin DakerAún no hay calificaciones
- IT CAÑ 0010 Rev.8 Torque A Uniones FlangeadasDocumento42 páginasIT CAÑ 0010 Rev.8 Torque A Uniones FlangeadasClaudio JacomellaAún no hay calificaciones
- CPK Manual Tech.Documento16 páginasCPK Manual Tech.Anonymous hHWOMl4FvAún no hay calificaciones
- Preoperacional Puente GruaDocumento1 páginaPreoperacional Puente GruaLuisa GomezAún no hay calificaciones
- Acetileno Vs GLPDocumento2 páginasAcetileno Vs GLPmartin100% (2)
- Generador FordDocumento22 páginasGenerador FordChristian Izquierdo CruzAún no hay calificaciones
- NormaDocumento35 páginasNormaMarco Antonio Constantino MorenoAún no hay calificaciones
- RG-SSO-028 Chequeo Equipo de OxicorteDocumento1 páginaRG-SSO-028 Chequeo Equipo de OxicorteCalista FolckardAún no hay calificaciones
- Cronograma de Avance Pets FlsmidthDocumento4 páginasCronograma de Avance Pets FlsmidthBryan CorpseAún no hay calificaciones
- Hds Tip Top Cement SC 4000Documento10 páginasHds Tip Top Cement SC 4000Alfonso CouseloAún no hay calificaciones
- AST Del Mantenimiento Del Sistema de RefrigeracionDocumento1 páginaAST Del Mantenimiento Del Sistema de RefrigeracionLUIS HERNANDOAún no hay calificaciones
- List Cheq Ops ManguerasDocumento1 páginaList Cheq Ops ManguerasCarlos Enrique RiañoAún no hay calificaciones
- M Calculo CapachoDocumento19 páginasM Calculo Capachopunzeta_81100% (1)
- Piaz Catálogo CerramientosDocumento78 páginasPiaz Catálogo Cerramientosglamura0% (1)
- Ln-25 Alimentador Semiautomático Portátil CV/CC: Manual Del OperadorDocumento171 páginasLn-25 Alimentador Semiautomático Portátil CV/CC: Manual Del Operadorjose angel rojas figueraAún no hay calificaciones
- Desmoldante TOPEXDocumento3 páginasDesmoldante TOPEXCristina100% (1)
- Guia Instalación Pyrogel Chillers IDocumento3 páginasGuia Instalación Pyrogel Chillers Iwhite9013Aún no hay calificaciones
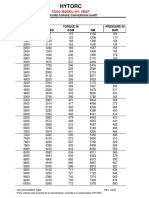
- Tabla Torque Hytorc 5mxtDocumento1 páginaTabla Torque Hytorc 5mxtFrancisco Javier Marivil Martinez100% (1)
- Informe Caex 913, Flushing HidraúlicoDocumento4 páginasInforme Caex 913, Flushing HidraúlicoEmilio Cortes T.Aún no hay calificaciones
- (F-MCM-HSE-38) Formato Pre Uso Esmeril AngularDocumento3 páginas(F-MCM-HSE-38) Formato Pre Uso Esmeril AngularChristian Francisco Lobos SaguaAún no hay calificaciones
- Ficha Producto Argolla Anclaje Msa 52454Documento1 páginaFicha Producto Argolla Anclaje Msa 52454carol ines almendras castilloAún no hay calificaciones
- Formato de Inspeccion Pre Uso Cama Baja 1Documento1 páginaFormato de Inspeccion Pre Uso Cama Baja 1Felipe Ossandon PerezAún no hay calificaciones
- Dodge Monta Je Chu Macer AsDocumento6 páginasDodge Monta Je Chu Macer AsRafo Vega GuerovichAún no hay calificaciones
- CatalogoIndustrias PDFDocumento72 páginasCatalogoIndustrias PDFJuan Carlos MendezAún no hay calificaciones
- VARSOLDocumento6 páginasVARSOLLuis Angel Perez EspinelAún no hay calificaciones
- Lista de Chequeo de Arnes y EslingasDocumento4 páginasLista de Chequeo de Arnes y Eslingasisaac mendoza cuadradoAún no hay calificaciones
- Evaluación Procedimiento de Trabajo Esmeril AngularDocumento2 páginasEvaluación Procedimiento de Trabajo Esmeril AngularCarlos A. Trigo BarrazaAún no hay calificaciones
- Comparación de Dimensiones de Flanges DIN/ ANSI (Ac. Carbono)Documento3 páginasComparación de Dimensiones de Flanges DIN/ ANSI (Ac. Carbono)Mario Rey100% (1)
- Tecle de CadenaDocumento48 páginasTecle de CadenaJulio Vega Angeles100% (1)
- Check List HytorcDocumento1 páginaCheck List HytorcSeguridad Tecin100% (2)
- Victor HidroDocumento2 páginasVictor HidroJhon Edward Pena Gutierrez100% (1)
- Estructuras y Caldereria 05 - 03 - 2019 ActualizadaDocumento19 páginasEstructuras y Caldereria 05 - 03 - 2019 ActualizadaLouis Andree Bujanda RufattAún no hay calificaciones
- Registro Capacitación Extintores TAEDocumento1 páginaRegistro Capacitación Extintores TAERodrigo González GonzálezAún no hay calificaciones
- Filtro de ProfundidadDocumento1 páginaFiltro de ProfundidadIvo CostaAún no hay calificaciones
- MSDS - Antifreeze + Coolant 50 50Documento8 páginasMSDS - Antifreeze + Coolant 50 50jhonatan julio apolinario mezaAún no hay calificaciones
- Bombas Dosificadoras Procesos Motora Catalogo de Productos ProMinent 2012 Folio 3Documento188 páginasBombas Dosificadoras Procesos Motora Catalogo de Productos ProMinent 2012 Folio 3Benjamín Price BallónAún no hay calificaciones
- Procedimientos Instructivos de Caldereria y SoldaduraDocumento15 páginasProcedimientos Instructivos de Caldereria y SoldaduraSantiago GomezAún no hay calificaciones
- Mpm-gpr-20c044-1000-P-po-xxxx (Montaje y Soldadura Termofusión Cañeria Hdpe) Ok CalidadDocumento22 páginasMpm-gpr-20c044-1000-P-po-xxxx (Montaje y Soldadura Termofusión Cañeria Hdpe) Ok CalidadMarck KollAún no hay calificaciones
- ENC-GD-PO-SD-006 (02) Retiro e Instalación de Transformador en SED AéreaDocumento18 páginasENC-GD-PO-SD-006 (02) Retiro e Instalación de Transformador en SED Aéreamiguel ccasaniAún no hay calificaciones
- Rea-008 F.T. Reactivo D-2Documento1 páginaRea-008 F.T. Reactivo D-2Santiago GomezAún no hay calificaciones
- ANEXO 09 Declaracion JuradaDocumento1 páginaANEXO 09 Declaracion JuradaSantiago GomezAún no hay calificaciones
- Saval - Conceptos SSTDocumento13 páginasSaval - Conceptos SSTSantiago GomezAún no hay calificaciones
- Catálogo TunquiDocumento15 páginasCatálogo TunquiSantiago GomezAún no hay calificaciones
- Adsa-Recomendaciones Frente Al Fenomeno Del NiñoDocumento3 páginasAdsa-Recomendaciones Frente Al Fenomeno Del NiñoSantiago GomezAún no hay calificaciones
- Funciones Del Supervisor SSTDocumento5 páginasFunciones Del Supervisor SSTSantiago GomezAún no hay calificaciones
- Reporte Ergonomico.Documento2 páginasReporte Ergonomico.Santiago GomezAún no hay calificaciones
- Iperc - Reparacion de BalanzaDocumento9 páginasIperc - Reparacion de BalanzaSantiago GomezAún no hay calificaciones
- Saval - Seguridad en La Fuerza de Venta.Documento18 páginasSaval - Seguridad en La Fuerza de Venta.Santiago GomezAún no hay calificaciones
- SIS.P.SGMA.03 IAEIA v.02Documento10 páginasSIS.P.SGMA.03 IAEIA v.02Santiago GomezAún no hay calificaciones
- Programa Anual de MedioambienteDocumento1 páginaPrograma Anual de MedioambienteSantiago GomezAún no hay calificaciones
- Informe Mensual Linde SeptiembreDocumento2 páginasInforme Mensual Linde SeptiembreSantiago GomezAún no hay calificaciones
- Satisfacción Al Cliente Ver.01Documento5 páginasSatisfacción Al Cliente Ver.01Santiago GomezAún no hay calificaciones
- Estadisticas de Quejas.Documento2 páginasEstadisticas de Quejas.Santiago GomezAún no hay calificaciones
- Solicitud de Acción CorrectivaDocumento1 páginaSolicitud de Acción CorrectivaSantiago GomezAún no hay calificaciones
- AdministrativosDocumento1 páginaAdministrativosSantiago GomezAún no hay calificaciones
- SIS - PRG.SIG.01 Programa de Capacitaciones SIGDocumento2 páginasSIS - PRG.SIG.01 Programa de Capacitaciones SIGSantiago GomezAún no hay calificaciones
- Actividades de La Semana Cma y Pe 08-14 MayoDocumento2 páginasActividades de La Semana Cma y Pe 08-14 MayoSantiago GomezAún no hay calificaciones
- Programa Anual SST 2023Documento3 páginasPrograma Anual SST 2023Santiago GomezAún no hay calificaciones
- Programa de Monitoreos 2023 - SISTEMISACDocumento2 páginasPrograma de Monitoreos 2023 - SISTEMISACSantiago GomezAún no hay calificaciones
- CIM-PRG-SST-002 Programa de Simulacros 2023Documento2 páginasCIM-PRG-SST-002 Programa de Simulacros 2023Santiago GomezAún no hay calificaciones
- DJ - prg.SST.03 Programa de InspeccionesDocumento2 páginasDJ - prg.SST.03 Programa de InspeccionesSantiago GomezAún no hay calificaciones
- Procedimientos Instructivos de Caldereria y SoldaduraDocumento15 páginasProcedimientos Instructivos de Caldereria y SoldaduraSantiago GomezAún no hay calificaciones
- Gc-Man.002 Manual de Organizacion y FuncionesDocumento69 páginasGc-Man.002 Manual de Organizacion y FuncionesSantiago GomezAún no hay calificaciones
- Plan de Auditoria Interna MARPERUDocumento4 páginasPlan de Auditoria Interna MARPERUSantiago GomezAún no hay calificaciones
- Excavaciones y ZanjasDocumento3 páginasExcavaciones y ZanjasSantiago GomezAún no hay calificaciones
- GAMER - MarketingDocumento5 páginasGAMER - Marketingnila Lazaro TorresAún no hay calificaciones
- 23-11 1Documento27 páginas23-11 1Stephanie Tasigchana FalcónAún no hay calificaciones
- Informe TecnoSmartDocumento19 páginasInforme TecnoSmartMaria YogaAún no hay calificaciones
- FT-RRHH-02 - TDR (Anexo No 1 - Contrato) - Oficial de ComunicacionDocumento4 páginasFT-RRHH-02 - TDR (Anexo No 1 - Contrato) - Oficial de ComunicacionSr Pérez Design StoreAún no hay calificaciones
- Cerveza Cuzquena de Trigo Procesos para IngDocumento9 páginasCerveza Cuzquena de Trigo Procesos para IngAlan SpinozaAún no hay calificaciones
- Creem HeladoDocumento2 páginasCreem HeladoBryan Tovar MedinaAún no hay calificaciones
- ReajustesDocumento14 páginasReajustesYanella Vega FloresAún no hay calificaciones
- Cap 5Documento10 páginasCap 5Judith Diaz MedinaAún no hay calificaciones
- Conflicto LaboralDocumento11 páginasConflicto LaboralNineth BlancoAún no hay calificaciones
- 1 Costos Indirectos DE FabricaciónDocumento9 páginas1 Costos Indirectos DE FabricaciónCristianAún no hay calificaciones
- Limitaciones de BiorremediacionDocumento5 páginasLimitaciones de Biorremediacionvanessa alejandra imbachi gonzalesAún no hay calificaciones
- Tutorial Examen de Ingreso ES 20-21 - 5Documento20 páginasTutorial Examen de Ingreso ES 20-21 - 5CarlosJuliánAún no hay calificaciones
- Rastreo y Seguimiento Express - DHL - MéxicoDocumento1 páginaRastreo y Seguimiento Express - DHL - MéxicoJosé Arnoldo Cuevas VillagranaAún no hay calificaciones
- Pampam - TDR - Maestro de ObraDocumento4 páginasPampam - TDR - Maestro de ObraArturo PadillaAún no hay calificaciones
- Formulario de Registro y Conocimiento Del Cliente-Proveedor (1) ProdenvasesDocumento3 páginasFormulario de Registro y Conocimiento Del Cliente-Proveedor (1) ProdenvasesCindy QuicenoAún no hay calificaciones
- Diseño ParticipativoDocumento13 páginasDiseño Participativoyessica asprillaAún no hay calificaciones
- Planeación EstrategicaDocumento9 páginasPlaneación Estrategicazamaraperez876Aún no hay calificaciones
- PDDC-Ticllas-Fin 2011 PLAN CONCERTADO 2015 AL 2020Documento115 páginasPDDC-Ticllas-Fin 2011 PLAN CONCERTADO 2015 AL 2020Sadot Claudio Ataucusi QuispeAún no hay calificaciones
- Propuesta de AuditoriaDocumento1 páginaPropuesta de AuditoriaSOFIA ISABEL PAREDES VILELAAún no hay calificaciones
- Introducción A La Producción EsbeltaDocumento65 páginasIntroducción A La Producción EsbeltaFranklin Cruz PatricioAún no hay calificaciones
- PDF 42774140 Fev1263Documento2 páginasPDF 42774140 Fev1263mateo novoaAún no hay calificaciones
- Av2 Dirección de ProyectosDocumento6 páginasAv2 Dirección de ProyectosFlor Velásquez JiménezAún no hay calificaciones
- CMPC Gestion Del Talento2.0Documento5 páginasCMPC Gestion Del Talento2.0Marco ZacconiAún no hay calificaciones
- La Ofimática y Su Impacto en El Mercado LaboralDocumento5 páginasLa Ofimática y Su Impacto en El Mercado LaboralLeticia MartínezAún no hay calificaciones
- Flujograma de La EmpresaDocumento6 páginasFlujograma de La EmpresaCatalina PintaAún no hay calificaciones
- Actividad 3 Planteamiento Del ProblemaDocumento7 páginasActividad 3 Planteamiento Del Problemaandreita gafaroAún no hay calificaciones
- Caso 2 SONDA LTDADocumento2 páginasCaso 2 SONDA LTDAMarlene Parra MuozAún no hay calificaciones
- Xiaomi Un Telefono de Gama Alta Al Alcance de Todo Gonzalez Ferrandez JavierDocumento43 páginasXiaomi Un Telefono de Gama Alta Al Alcance de Todo Gonzalez Ferrandez JavierRuben Emiliano Vazquez VazquezAún no hay calificaciones
- Final GestionDocumento6 páginasFinal GestionJimmy NinaAún no hay calificaciones