También podría gustarte
- Procesos y tratamientos químicos y clasificación de los productos de piedra natural. IEXD0108De EverandProcesos y tratamientos químicos y clasificación de los productos de piedra natural. IEXD0108Aún no hay calificaciones
- Especificaciones Tecnicas para El Mantenimiento de Planta Salmuera - Quimpac 2Documento8 páginasEspecificaciones Tecnicas para El Mantenimiento de Planta Salmuera - Quimpac 2Heiner Rey RamirezAún no hay calificaciones
- Procedimiento de Pintado - DIFASCO - Tuberías de Gas Natural CALIDDADocumento9 páginasProcedimiento de Pintado - DIFASCO - Tuberías de Gas Natural CALIDDAFrancisco Mendoza RosadoAún no hay calificaciones
- Procedimiento Pintado Estructuras CinamarDocumento5 páginasProcedimiento Pintado Estructuras CinamarJaramjcAún no hay calificaciones
- Capacitación Pesquera CFG Invesment Mantenimiento de Planta MalabrigoDocumento55 páginasCapacitación Pesquera CFG Invesment Mantenimiento de Planta MalabrigoElmer Gue100% (1)
- SPCC Patio Puerto - Pintado Exterior Plataforma y Vagon Hopper - Proced...Documento5 páginasSPCC Patio Puerto - Pintado Exterior Plataforma y Vagon Hopper - Proced...Quantis PeruAún no hay calificaciones
- SPCC Cuajone - Pintado Talleres Motores - Procedimiento de Trabajo - 12022015Documento8 páginasSPCC Cuajone - Pintado Talleres Motores - Procedimiento de Trabajo - 12022015Erika MartiAún no hay calificaciones
- GOP-PR-003 Inspeccion Con Particulas Magneticas-MT V003Documento22 páginasGOP-PR-003 Inspeccion Con Particulas Magneticas-MT V003Nubia Barrera100% (1)
- SP-PC-060 Obtencion+de+condicion+de+trabajo+electricamente+segura,+libranzas+simples+y+complejasDocumento22 páginasSP-PC-060 Obtencion+de+condicion+de+trabajo+electricamente+segura,+libranzas+simples+y+complejasJoseLuisLuisAún no hay calificaciones
- Procedimiento de TanqueDocumento14 páginasProcedimiento de TanqueAnonymous fvO1W3Aún no hay calificaciones
- 02070-GEN-QUA-ESM-02-062 Rev 01 PDFDocumento123 páginas02070-GEN-QUA-ESM-02-062 Rev 01 PDFCESAR RUIZAún no hay calificaciones
- Especificaciones Tecnicas Materiales y Equipos (Template) Rev.01Documento9 páginasEspecificaciones Tecnicas Materiales y Equipos (Template) Rev.01Jose VidalAún no hay calificaciones
- Procedimiento de pintado de tanque N°08Documento23 páginasProcedimiento de pintado de tanque N°08Renato Ren SZ67% (6)
- Sp-pc-030 Apertura de Lineas y Equipos de ProcesoDocumento20 páginasSp-pc-030 Apertura de Lineas y Equipos de ProcesoMcFlay SalasAún no hay calificaciones
- Pts00106 18 Procedimiento Resanes Tuberia SPCC ProdiseDocumento8 páginasPts00106 18 Procedimiento Resanes Tuberia SPCC Prodisevicvarg3235Aún no hay calificaciones
- Inf - Pi-2464-19 (PH) Brexia 28-10-19Documento5 páginasInf - Pi-2464-19 (PH) Brexia 28-10-19peterAún no hay calificaciones
- Análisis abrasivo mediante conductividadDocumento2 páginasAnálisis abrasivo mediante conductividadDavidAún no hay calificaciones
- Procedimiento Sistema 1 PR-CS 1-HUNT-PROPIN-200919-AI-Rev.1Documento11 páginasProcedimiento Sistema 1 PR-CS 1-HUNT-PROPIN-200919-AI-Rev.1Luis RejasAún no hay calificaciones
- Gid-Ac-Pr-Tp-01 Torque de PernosDocumento11 páginasGid-Ac-Pr-Tp-01 Torque de PernosAndy Jim Ribbeck ChungaAún no hay calificaciones
- Informe Tecnico de Ensayo Tintes Penetrantes A Gancho de Grua ApoloDocumento5 páginasInforme Tecnico de Ensayo Tintes Penetrantes A Gancho de Grua ApoloLisset Villanueva RamirezAún no hay calificaciones
- Recubrimiento tubería LC-2450-07Documento3 páginasRecubrimiento tubería LC-2450-07Àngel RodriguezAún no hay calificaciones
- SP-PC-021 Bloqueo de Energia y Materiales Peligrosos (Tarjeta-Candado-+despeje-Prueba) PDFDocumento34 páginasSP-PC-021 Bloqueo de Energia y Materiales Peligrosos (Tarjeta-Candado-+despeje-Prueba) PDFDANTORILAún no hay calificaciones
- Informe Final Camara de VacioDocumento23 páginasInforme Final Camara de VacioClaudia Ferreira100% (2)
- Procedimiento de PinturaDocumento18 páginasProcedimiento de PinturaAntonio Quispe100% (2)
- PP020-19 Procedimiento de Pintado de Gasoductos Enterrados Grupo Valencia GMPDocumento10 páginasPP020-19 Procedimiento de Pintado de Gasoductos Enterrados Grupo Valencia GMPAntonio Chero CabreraAún no hay calificaciones
- Recubrimiento tubería deterioradaDocumento3 páginasRecubrimiento tubería deterioradaÀngel RodriguezAún no hay calificaciones
- Prueba de Conductividad Del Abrasivo - Tanques de Soda Cáustica - TMDocumento4 páginasPrueba de Conductividad Del Abrasivo - Tanques de Soda Cáustica - TMEdwin Ronald ChukeAún no hay calificaciones
- 00-18 Reporte Evaluacion de Adherencia Por Traccion-14!04!18Documento2 páginas00-18 Reporte Evaluacion de Adherencia Por Traccion-14!04!18Kevyn0% (1)
- GO-Pr-038 - PROCEDIMIENTO PINTADO DE TUBERIAS CUDocumento14 páginasGO-Pr-038 - PROCEDIMIENTO PINTADO DE TUBERIAS CUAlcidesSVAún no hay calificaciones
- Procedimiento de Pintura de soportesDocumento18 páginasProcedimiento de Pintura de soportesjuan ormacheaAún no hay calificaciones
- Apertura segura de líneas y equipos de procesoDocumento19 páginasApertura segura de líneas y equipos de procesoDANTORILAún no hay calificaciones
- INFORME PRUEBAS HIDROSTATICAS RECPIENTES 300-AR-001 y 004 FILTROSDocumento12 páginasINFORME PRUEBAS HIDROSTATICAS RECPIENTES 300-AR-001 y 004 FILTROSraul yalli llihuaAún no hay calificaciones
- PR1 0280 2017 PR Li 032Documento6 páginasPR1 0280 2017 PR Li 032marcoaqmAún no hay calificaciones
- Sp-Pe 188 Inspeccion,+mantenimiento+y+prueba+de+valvulas+de+relevo+de+presionDocumento49 páginasSp-Pe 188 Inspeccion,+mantenimiento+y+prueba+de+valvulas+de+relevo+de+presionErnesto PrietoAún no hay calificaciones
- Certificado de Biodegradabilidad Lime A WayDocumento2 páginasCertificado de Biodegradabilidad Lime A WaySilviaBernalAún no hay calificaciones
- Análisis de riesgos de procesos en PGPBDocumento59 páginasAnálisis de riesgos de procesos en PGPBMANGUERAS DE MINATITLANAún no hay calificaciones
- INFORME ANÁLISIS DEL ABRASIVO - DIFASCO - Arenado SERSADocumento2 páginasINFORME ANÁLISIS DEL ABRASIVO - DIFASCO - Arenado SERSAFrancisco Mendoza RosadoAún no hay calificaciones
- Informe Análisis Del Abrasivo - Difasco - Arenado SersaDocumento2 páginasInforme Análisis Del Abrasivo - Difasco - Arenado SersaFrancisco Mendoza RosadoAún no hay calificaciones
- Insp. de IntercambiadoresDocumento5 páginasInsp. de IntercambiadoresJuan Hernández GilAún no hay calificaciones
- Funcidion - Pintado Exterior Tanque 290 - Procedimiento de Trabajo - 2612...Documento6 páginasFuncidion - Pintado Exterior Tanque 290 - Procedimiento de Trabajo - 2612...Quantis PeruAún no hay calificaciones
- Información ReservadaDocumento28 páginasInformación ReservadaErnesto PrietoAún no hay calificaciones
- Reportes para WTM y PTDocumento2 páginasReportes para WTM y PTErwin CalvoAún no hay calificaciones
- Informe técnico PAUT Sonatest Veo 2014Documento6 páginasInforme técnico PAUT Sonatest Veo 2014Juan Manuel SJAún no hay calificaciones
- 4.P-8.5-VINCO-06 Procedimiento Operativo de Cortador FlamaDocumento10 páginas4.P-8.5-VINCO-06 Procedimiento Operativo de Cortador FlamaClaudio Israel Godinez Somera100% (2)
- Dossier PR 021 17Documento36 páginasDossier PR 021 17Joralarcon1Aún no hay calificaciones
- PTS00119 - 13 Pintado - Jacking - Header - SMCV - Ecom PDFDocumento14 páginasPTS00119 - 13 Pintado - Jacking - Header - SMCV - Ecom PDFJavier Raul Cardenas DuranAún no hay calificaciones
- SP-PC-080 Delimitacion+de+areas+de+riesgos+ (Barricadas)Documento29 páginasSP-PC-080 Delimitacion+de+areas+de+riesgos+ (Barricadas)JoseLuisLuisAún no hay calificaciones
- Revision y Limpieza Al ThermojetDocumento11 páginasRevision y Limpieza Al Thermojetdavid perezAún no hay calificaciones
- KLP-1760 R. Aceite Certificación de Uniones SoldadasDocumento5 páginasKLP-1760 R. Aceite Certificación de Uniones SoldadasYordan ToledoAún no hay calificaciones
- Pintado de laboratorio universidadDocumento9 páginasPintado de laboratorio universidadDavidAún no hay calificaciones
- ESR-CA-FOR-001 Registro Inspeccion de MaterialesDocumento2 páginasESR-CA-FOR-001 Registro Inspeccion de MaterialesCesar Yovera CruzAún no hay calificaciones
- OWES-FT-02-02-06 - OWE-PT-46 - TEMI03Documento6 páginasOWES-FT-02-02-06 - OWE-PT-46 - TEMI03Eduardo Ricardo Puga RomeroAún no hay calificaciones
- 0460 MPT 00273Documento6 páginas0460 MPT 00273Rodrigo Calisaya PortillaAún no hay calificaciones
- Manometros Plataforma POKCHE-C en Tuberia de RevestimientoDocumento4 páginasManometros Plataforma POKCHE-C en Tuberia de RevestimientoGerardo PañolaAún no hay calificaciones
- TIC - LP - 23 - 193Documento3 páginasTIC - LP - 23 - 193paco_19891_33Aún no hay calificaciones
- Procedimiento de Pintado de Mina Shauindo CasalDocumento15 páginasProcedimiento de Pintado de Mina Shauindo CasalJulio HuancaAún no hay calificaciones
- 1.-Procedimiento de Aplicacion Bases de TransformadoresDocumento7 páginas1.-Procedimiento de Aplicacion Bases de TransformadoresDaniel Callomamani LeonAún no hay calificaciones
- 6480 15 029 01 LP DM PT 007 CaoDocumento19 páginas6480 15 029 01 LP DM PT 007 CaoandradaingAún no hay calificaciones
- FQ 200824-006Documento2 páginasFQ 200824-006Waldir MosqueiraAún no hay calificaciones
- DPW S002Documento9 páginasDPW S002Luis SalleresAún no hay calificaciones
- TA05 - Formulación y Evaluación de Proyectos ImmobiliariosDocumento3 páginasTA05 - Formulación y Evaluación de Proyectos ImmobiliariosLuis SalleresAún no hay calificaciones
- Examen Final - LUIS SALLERESDocumento1 páginaExamen Final - LUIS SALLERESLuis SalleresAún no hay calificaciones
- DPW S003Documento78 páginasDPW S003Luis SalleresAún no hay calificaciones
- Jethane 700HS2Documento2 páginasJethane 700HS2Luis SalleresAún no hay calificaciones
- Anexo 2 - Preguntas Frecuentes Simulador de Gestión EstratégicaDocumento4 páginasAnexo 2 - Preguntas Frecuentes Simulador de Gestión EstratégicaEliana AlvarezAún no hay calificaciones
- CV Clement Octubre 2022Documento14 páginasCV Clement Octubre 2022Luis SalleresAún no hay calificaciones
- MODULO X Examen-Luis SalleresDocumento2 páginasMODULO X Examen-Luis SalleresLuis SalleresAún no hay calificaciones
- Instrumento de Modo de Conflicto de Thomas-Kilmann: InstruccionesDocumento4 páginasInstrumento de Modo de Conflicto de Thomas-Kilmann: InstruccionesMarco Antonio CalvaAún no hay calificaciones
- Guia Parasitologia CorrDocumento116 páginasGuia Parasitologia CorrLuis SalleresAún no hay calificaciones
- Examen Módulo XI sobre impugnaciones en contratacionesDocumento2 páginasExamen Módulo XI sobre impugnaciones en contratacionesLuis SalleresAún no hay calificaciones
- Informe de Emergencia #1426 15sep2022 Vientos Fuertes en El Distrito de Pomabamba Áncash 1Documento5 páginasInforme de Emergencia #1426 15sep2022 Vientos Fuertes en El Distrito de Pomabamba Áncash 1Luis SalleresAún no hay calificaciones
- Lana Rígida Acustifibra FiberglassDocumento2 páginasLana Rígida Acustifibra FiberglassLuis SalleresAún no hay calificaciones
- Examen Final (1) - Luis SalleresDocumento4 páginasExamen Final (1) - Luis SalleresLuis SalleresAún no hay calificaciones
- Ambientes tutoría UPSJBDocumento1 páginaAmbientes tutoría UPSJBLuis SalleresAún no hay calificaciones
- Jack Renzo Jimenez NuñezDocumento9 páginasJack Renzo Jimenez NuñezLuis SalleresAún no hay calificaciones
- La Isla Trading - Brochure 2022 Diseño 0.2 - CompressedDocumento5 páginasLa Isla Trading - Brochure 2022 Diseño 0.2 - CompressedLuis SalleresAún no hay calificaciones
- Poliza Eps Besco S.A.C. 2020-2021Documento24 páginasPoliza Eps Besco S.A.C. 2020-2021Luis SalleresAún no hay calificaciones
- Prefabricados Hormigon en Obras Industriales PDFDocumento7 páginasPrefabricados Hormigon en Obras Industriales PDFpablopelaAún no hay calificaciones
- Catalogo-Submital - Praderas 1 - Vent. ForzadaDocumento9 páginasCatalogo-Submital - Praderas 1 - Vent. ForzadaLuis SalleresAún no hay calificaciones
- 15232-Texto Del Artículo-60466-1-10-20160920Documento9 páginas15232-Texto Del Artículo-60466-1-10-20160920Luis SalleresAún no hay calificaciones
- Gestión de adquisiciones en construcciónDocumento7 páginasGestión de adquisiciones en construcciónLuis SalleresAún no hay calificaciones
- Proceso Constructivo Albañilería Armada Apilada - PortanteDocumento15 páginasProceso Constructivo Albañilería Armada Apilada - PortanteLuis SalleresAún no hay calificaciones
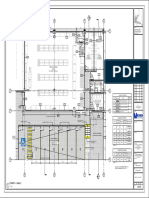
- Hu.e Zona Comercial A-01b Piso 1 Sector 2 Rev.01 2021.01.29Documento1 páginaHu.e Zona Comercial A-01b Piso 1 Sector 2 Rev.01 2021.01.29Luis SalleresAún no hay calificaciones
- TAREA #2 - Caso Práctico - LUIS SALLERESDocumento3 páginasTAREA #2 - Caso Práctico - LUIS SALLERESLuis Salleres100% (2)
- Reporte de Deudas SBS - Versión ImpresaDocumento2 páginasReporte de Deudas SBS - Versión ImpresaLuis SalleresAún no hay calificaciones
- Hu.e Zona Comercial A-01b Piso 1 Sector 2 Rev.01 2021.01.29Documento1 páginaHu.e Zona Comercial A-01b Piso 1 Sector 2 Rev.01 2021.01.29Luis SalleresAún no hay calificaciones
- Protocolo Compresión de Probetas de Concreto PUCPDocumento3 páginasProtocolo Compresión de Probetas de Concreto PUCPLuis SalleresAún no hay calificaciones
- 2020-10-05 1236 MCDocumento3 páginas2020-10-05 1236 MCLuis SalleresAún no hay calificaciones
- Resistencia compresión hormigón cilindrosDocumento22 páginasResistencia compresión hormigón cilindrosPercy TCAún no hay calificaciones
- Ejercicios de interés compuestoDocumento2 páginasEjercicios de interés compuestojose luisAún no hay calificaciones
- Actividad 1. Funciones de Producción EscalaDocumento2 páginasActividad 1. Funciones de Producción EscalaEliana HerreraAún no hay calificaciones
- Modulo 2 - Auditor ISO 21502 2020-2Documento26 páginasModulo 2 - Auditor ISO 21502 2020-2Jorge Hernandez Perez100% (1)
- Casos Costeo Absor y Var 2020-0Documento11 páginasCasos Costeo Absor y Var 2020-0valewongtAún no hay calificaciones
- Entregas para MicroDocumento4 páginasEntregas para MicroLAURA VANESSA RENDON HENAOAún no hay calificaciones
- La influyente familia Gómez DíazDocumento4 páginasLa influyente familia Gómez DíazAlex BrownAún no hay calificaciones
- Presupuesto ObraDocumento94 páginasPresupuesto ObraVanessa TonitoAún no hay calificaciones
- Tecnicas 9 12Documento4 páginasTecnicas 9 12Danitza ChavezAún no hay calificaciones
- Cap 2 Los Derechos RealesDocumento93 páginasCap 2 Los Derechos RealesJose Almanza MacedoAún no hay calificaciones
- Ingresos y EgresosDocumento2 páginasIngresos y Egresosjhopsemar gonzalezAún no hay calificaciones
- Cotización de Equipos y Herramientas CraftsmanDocumento7 páginasCotización de Equipos y Herramientas CraftsmanjAún no hay calificaciones
- EDocumento5 páginasESgsgshAún no hay calificaciones
- Decisiones Necesarias en Una Campaña de Comunicaciones EficazDocumento2 páginasDecisiones Necesarias en Una Campaña de Comunicaciones EficazFaby SaucedoAún no hay calificaciones
- Glosario SimuladorSunnyDocumento10 páginasGlosario SimuladorSunnyAlejandra SotoAún no hay calificaciones
- FodaDocumento1 páginaFodaSebas Delgado0% (1)
- Frecuencia en La Capitalizacion Del InteresDocumento4 páginasFrecuencia en La Capitalizacion Del InteresGonzalez TinaAún no hay calificaciones
- La Elección Del Plan Después de La AperturaDocumento1 páginaLa Elección Del Plan Después de La AperturaPablo EspíndolaAún no hay calificaciones
- Emprendimiento TikaDocumento4 páginasEmprendimiento TikapazAún no hay calificaciones
- Examen FinalDocumento4 páginasExamen FinalRUBI CAROLINA ESPICHAN MORENOAún no hay calificaciones
- C1 Solicitud de Emisión Obras, Servicios y SuministrosDocumento4 páginasC1 Solicitud de Emisión Obras, Servicios y SuministrosWilfredo Alamo Acevedo100% (1)
- Parrilleras para EmpotrarDocumento30 páginasParrilleras para EmpotrarraimundofuenmayorAún no hay calificaciones
- QuesoDocumento11 páginasQuesoMaria de los Angeles Noriega MoralesAún no hay calificaciones
- Foro 5Documento3 páginasForo 5ERICK GUSTAVO DIAZ PINEDAAún no hay calificaciones
- R. Dornbusch, S. Fischer, R. Startz - Macroeconomía (2015) - Cap 10 y 11Documento36 páginasR. Dornbusch, S. Fischer, R. Startz - Macroeconomía (2015) - Cap 10 y 11Bautista VidalAún no hay calificaciones
- Wa0055.Documento7 páginasWa0055.Pablo LopesAún no hay calificaciones
- Reconocer Características Curso Fundamentos GestiónDocumento18 páginasReconocer Características Curso Fundamentos GestiónJeny GutierrezAún no hay calificaciones
- Tipos de PrecintosDocumento4 páginasTipos de PrecintosanaAún no hay calificaciones
- Pruebas de Hipótesis EQP (-3) 2.0Documento36 páginasPruebas de Hipótesis EQP (-3) 2.0AzkizzAún no hay calificaciones
- Instructivo Empalme seriesIPPDocumento7 páginasInstructivo Empalme seriesIPPEdison CasallasAún no hay calificaciones
- Cuadro Sinoptico Clases de AccesionDocumento1 páginaCuadro Sinoptico Clases de AccesionSofia MosqueraAún no hay calificaciones