También podría gustarte
- TRABAJO TR 1 (Final) Mantenimiento Mecanico IIDocumento10 páginasTRABAJO TR 1 (Final) Mantenimiento Mecanico IIangel richard silvestre suazo63% (8)
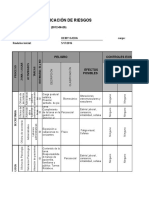
- Evidencia 2 (De Producto) RAP2 - EV02 - Matriz para Identificación de Peligros, Valoración de Riesgos y Determinación de ControlesDocumento45 páginasEvidencia 2 (De Producto) RAP2 - EV02 - Matriz para Identificación de Peligros, Valoración de Riesgos y Determinación de ControlesDeiby Ojeda84% (293)
- Nsacnaskjdnasjk PDFDocumento26 páginasNsacnaskjdnasjk PDFMatias Gonzalez100% (1)
- Mantenimiento de Las Maquinas de Confeccion IndustrialDocumento26 páginasMantenimiento de Las Maquinas de Confeccion IndustrialJudith Jaramillo Navia100% (9)
- Manual Del Estudiante de Motoniveladora CGM CapacitaDocumento41 páginasManual Del Estudiante de Motoniveladora CGM CapacitaAlex ButtowskiAún no hay calificaciones
- Mtto Fresadora Milko-35rDocumento25 páginasMtto Fresadora Milko-35rJose LB100% (1)
- Preparación de máquinas, equipos y herramientas en operaciones de mecanizado por arranque de viruta. FMEH0109De EverandPreparación de máquinas, equipos y herramientas en operaciones de mecanizado por arranque de viruta. FMEH0109Calificación: 5 de 5 estrellas5/5 (2)
- Cuadro Comparativo Instalaciones ElectricasDocumento2 páginasCuadro Comparativo Instalaciones ElectricasDiego Flores VillaAún no hay calificaciones
- Seleccione Los Todos Los Prefijos Que Pertenezcan Al Sistema InternacionalDocumento43 páginasSeleccione Los Todos Los Prefijos Que Pertenezcan Al Sistema InternacionalFabiola PeñaAún no hay calificaciones
- Historia de Los MaterialesDocumento21 páginasHistoria de Los MaterialesPaola Elizabeth Celis OdarAún no hay calificaciones
- Plan de Trabajo Del EstudianteDocumento11 páginasPlan de Trabajo Del EstudianteERICK GRANDEAún no hay calificaciones
- TR de MantDocumento27 páginasTR de MantAXEL SPROUSEAún no hay calificaciones
- 966cargador Frontal 966HDocumento230 páginas966cargador Frontal 966HMAQUINARIAPESADAAún no hay calificaciones
- Diagnostico 01Documento30 páginasDiagnostico 01jhoanhs pazAún no hay calificaciones
- Mantenimiento PredictivoDocumento13 páginasMantenimiento PredictivoKatherine Yesenia Limay ArévaloAún no hay calificaciones
- Plantilla - Estudiante - Evaluacion Final Maquinas y HerramientasDocumento7 páginasPlantilla - Estudiante - Evaluacion Final Maquinas y HerramientasMiguel Cris RojasAún no hay calificaciones
- Amcd-239 TrabajofinalDocumento5 páginasAmcd-239 TrabajofinalJuni JuniAún no hay calificaciones
- Laboratorio 4-5-6. Afilado de Herramientas Requisitos Basicos y Operacionales de MH Fuerzas de CorteDocumento19 páginasLaboratorio 4-5-6. Afilado de Herramientas Requisitos Basicos y Operacionales de MH Fuerzas de CorteFrancisco SalazarAún no hay calificaciones
- Tesis y Formato en Mantenimiento PreventivoDocumento273 páginasTesis y Formato en Mantenimiento PreventivoAngel Torres RaymundoAún no hay calificaciones
- Tecnicas de MantenimientoDocumento13 páginasTecnicas de MantenimientoCarlos RamosAún no hay calificaciones
- Gestion Del Mantenimiento - TFDocumento34 páginasGestion Del Mantenimiento - TFManuel Darwin Fernandez CanoAún no hay calificaciones
- Mantenimiento IndustrialDocumento7 páginasMantenimiento Industrialbouzalov8061Aún no hay calificaciones
- Presentacion de Memoria de TrabajoDocumento11 páginasPresentacion de Memoria de TrabajoEduardo CuervoAún no hay calificaciones
- Mmad Mmad-415 FormatoalumnotrabajofinalDocumento7 páginasMmad Mmad-415 FormatoalumnotrabajofinalBrayan Paredes SanchezAún no hay calificaciones
- MergedDocumento56 páginasMergedMayca GarcisAún no hay calificaciones
- Mantenimiento PredectivoDocumento23 páginasMantenimiento PredectivoArturo GarciaAún no hay calificaciones
- Objetivos YuriDocumento6 páginasObjetivos Yuria21021098Aún no hay calificaciones
- Resultado Unidad 3Documento17 páginasResultado Unidad 3Emely ParraAún no hay calificaciones
- Foro de Mantenimiento.Documento16 páginasForo de Mantenimiento.karlos CieloAún no hay calificaciones
- Actividad EntregableDocumento13 páginasActividad EntregableJesus Ivan Quispe PaucarAún no hay calificaciones
- Plan de MantenimientoDocumento22 páginasPlan de MantenimientoAnthony JorgeAún no hay calificaciones
- Reporte LaboratorioDocumento9 páginasReporte LaboratorioBRIANDA KASTENY TEJEDA HERRERAAún no hay calificaciones
- Guia - de - Aprendizaje 1 - Torno ConvencionalDocumento6 páginasGuia - de - Aprendizaje 1 - Torno ConvencionalJavier BriceñoAún no hay calificaciones
- GuianRetrocargadoranFnn2823906 2365fa414505c48Documento6 páginasGuianRetrocargadoranFnn2823906 2365fa414505c48kairAún no hay calificaciones
- Caso 8 Seguridad de Maquinas - GRUPO 3Documento5 páginasCaso 8 Seguridad de Maquinas - GRUPO 3Anthony Cristopher Modesto LonzoyAún no hay calificaciones
- Cgeu Cgeu-247 FormatoalumnotrabajofinalDocumento9 páginasCgeu Cgeu-247 Formatoalumnotrabajofinalmelgarejomarco71Aún no hay calificaciones
- RectificadorDocumento8 páginasRectificadorJhon Chahua RamosAún no hay calificaciones
- Foro de Mantenimiento Mecanico 2Documento3 páginasForo de Mantenimiento Mecanico 2Yhomar MamaniAún no hay calificaciones
- Cdim Curso Estrategias MantenimientoDocumento8 páginasCdim Curso Estrategias Mantenimientoseiman23Aún no hay calificaciones
- Guia - de - Aprendizaje 1 - Torno ConvencionalDocumento6 páginasGuia - de - Aprendizaje 1 - Torno ConvencionalAxl GonzalezAún no hay calificaciones
- Guia - de - Aprendizaje Desmontaje y Montaje de Elementos MecanicosDocumento7 páginasGuia - de - Aprendizaje Desmontaje y Montaje de Elementos MecanicosDairo Quintero Quintero0% (1)
- Tarea Calificada 2 Grupo Gestion MntoDocumento20 páginasTarea Calificada 2 Grupo Gestion MntoLarry Bill Miguel RodriguezAún no hay calificaciones
- Actividad Entregable de Inspeccion y Reporte Técnico. - 014023Documento12 páginasActividad Entregable de Inspeccion y Reporte Técnico. - 014023Jhan DRAún no hay calificaciones
- Articles-229842 Recurso 3Documento10 páginasArticles-229842 Recurso 3Efraín Sepulveda moyaAún no hay calificaciones
- Trabajo FinalDocumento7 páginasTrabajo FinalAntonio QuispeAún no hay calificaciones
- Montaje de Elementos de MáquinasDocumento77 páginasMontaje de Elementos de MáquinasFran PgAún no hay calificaciones
- Evidencia 01Documento8 páginasEvidencia 01Cesar VillanuevaAún no hay calificaciones
- Preparación de máquinas, equipos y herramientas en operaciones de mecanizado por corte y conformado. FMEH0209De EverandPreparación de máquinas, equipos y herramientas en operaciones de mecanizado por corte y conformado. FMEH0209Aún no hay calificaciones
- Procedimiento Pts Mantenimiento Mecanico de Maquinas y Equipos Utilizados en El Interior y Exterior de La MinaDocumento12 páginasProcedimiento Pts Mantenimiento Mecanico de Maquinas y Equipos Utilizados en El Interior y Exterior de La Minasamuel sanchezAún no hay calificaciones
- 2) .Guia #2 de AjusteDocumento4 páginas2) .Guia #2 de AjusteBREINER DAVID GARCA RODRGUEZ100% (1)
- UNIDAD 6 ACTIVIDAD 7 Procedimiento de Mantenimiento de Equipos y MáquinasDocumento8 páginasUNIDAD 6 ACTIVIDAD 7 Procedimiento de Mantenimiento de Equipos y MáquinasCindy Johana BUSTAMANTE CASTANOAún no hay calificaciones
- Mantenimiento Industrial Recopilación II Técnicas PDFDocumento340 páginasMantenimiento Industrial Recopilación II Técnicas PDFDamianAún no hay calificaciones
- Mantenimiento de Maquinaria Pesada para Construcción - KOMATSU 201810 PDFDocumento125 páginasMantenimiento de Maquinaria Pesada para Construcción - KOMATSU 201810 PDFLuis Fernando Gaspar RodriguezAún no hay calificaciones
- Plan Maestro de Mantenimiento Finalizado 2Documento45 páginasPlan Maestro de Mantenimiento Finalizado 2a20230338Aún no hay calificaciones
- Diapositivas Programa de Mantenimiento Fuaa IIDocumento80 páginasDiapositivas Programa de Mantenimiento Fuaa IIkevin cuelloAún no hay calificaciones
- RCM - Trabajo FinalDocumento22 páginasRCM - Trabajo FinalIan CrespoAún no hay calificaciones
- Practicas Pre Profesionales IIDocumento80 páginasPracticas Pre Profesionales IIWilfredo Omar EstradaAún no hay calificaciones
- Operaciones de mecanizado por medios automáticos. FMEE0208De EverandOperaciones de mecanizado por medios automáticos. FMEE0208Aún no hay calificaciones
- Cálculo de costes en procesos de mecanizado por arranque de viruta. fmeh0109De EverandCálculo de costes en procesos de mecanizado por arranque de viruta. fmeh0109Aún no hay calificaciones
- Técnicas de mecanizado y metrología. TMVG0409De EverandTécnicas de mecanizado y metrología. TMVG0409Aún no hay calificaciones
- UF2244 - Mantenimiento correctivo de electrodomésticos de gama industrialDe EverandUF2244 - Mantenimiento correctivo de electrodomésticos de gama industrialCalificación: 1 de 5 estrellas1/5 (1)
- Elaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209De EverandElaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209Aún no hay calificaciones
- Mecanizado de madera y derivados. MAMD0209De EverandMecanizado de madera y derivados. MAMD0209Aún no hay calificaciones
- Operatividad con sistemas mecánicos, hidráulicos, neumáticos y eléctricos de máquinas e instalaciones para la transformación de políme. y su manten. QUIT0209De EverandOperatividad con sistemas mecánicos, hidráulicos, neumáticos y eléctricos de máquinas e instalaciones para la transformación de políme. y su manten. QUIT0209Aún no hay calificaciones
- Exponer MamlaaDocumento27 páginasExponer MamlaaJaime Elvis MamaniAún no hay calificaciones
- JUANDocumento1 páginaJUANJaime Elvis MamaniAún no hay calificaciones
- Imprimir para Lic Aranda MamalñanaDocumento6 páginasImprimir para Lic Aranda MamalñanaJaime Elvis MamaniAún no hay calificaciones
- Engranaje Imprimir 1.5Documento3 páginasEngranaje Imprimir 1.5Jaime Elvis MamaniAún no hay calificaciones
- Cementacion y Tratamiento SuperficialesDocumento7 páginasCementacion y Tratamiento SuperficialesJaime Elvis MamaniAún no hay calificaciones
- Formato Normalizado de Hojas de DibujoDocumento4 páginasFormato Normalizado de Hojas de DibujoRodrìguez Flor De MarìaAún no hay calificaciones
- Problemas DilatacionDocumento3 páginasProblemas DilatacionEnrique HernandezAún no hay calificaciones
- FIS1510 Guía 006 Leyes de MovimientoDocumento10 páginasFIS1510 Guía 006 Leyes de MovimientoMatematicos ChiclayoAún no hay calificaciones
- Fundamentos Del Proceso de FlotaciónDocumento12 páginasFundamentos Del Proceso de FlotaciónJorge MartinezAún no hay calificaciones
- Grabado AcidoDocumento3 páginasGrabado AcidohebertoAún no hay calificaciones
- Predimensionamiento de Columnas: Orientacion Estructural 1Documento11 páginasPredimensionamiento de Columnas: Orientacion Estructural 1Paulo VerdeAún no hay calificaciones
- P8-Pozo A Tierra A3Documento1 páginaP8-Pozo A Tierra A3justoAún no hay calificaciones
- Tema 5 Metodo Integral Por SustitucionDocumento6 páginasTema 5 Metodo Integral Por SustitucionCarlos BarriosAún no hay calificaciones
- ArticuloDocumento20 páginasArticulojuanAún no hay calificaciones
- J1155 Marina Garcia INGENIERIA TÉRMICA I PREGUNTASDocumento5 páginasJ1155 Marina Garcia INGENIERIA TÉRMICA I PREGUNTASmarinagarcia26Aún no hay calificaciones
- Capacitacion de Riesgo ElectricoDocumento42 páginasCapacitacion de Riesgo ElectricoFrancisco Javier Perez MartinezAún no hay calificaciones
- Informe LEM II BombasDocumento8 páginasInforme LEM II BombasUlises Ramírez MatheyAún no hay calificaciones
- Cono Geometria-1Documento4 páginasCono Geometria-1Ignacio RamosAún no hay calificaciones
- Tecnolodia Industrial II Seg 2Documento107 páginasTecnolodia Industrial II Seg 2Mony RuizAún no hay calificaciones
- Geométria Semana 01Documento7 páginasGeométria Semana 01Michael BarrantesAún no hay calificaciones
- Inv PlantaDocumento6 páginasInv PlantaSergio Sosa100% (1)
- 6 CLASE 6. CARACTERISTICAS SENOSOIDALESpdfDocumento10 páginas6 CLASE 6. CARACTERISTICAS SENOSOIDALESpdfDANIEL FELIPE OVALLE PICONAún no hay calificaciones
- Ejercicios Corte 1Documento5 páginasEjercicios Corte 1Carlos CárdenasAún no hay calificaciones
- Lab # 11 Ley de Boyle (P - V) (1) LAB. FISICA II EMIDocumento4 páginasLab # 11 Ley de Boyle (P - V) (1) LAB. FISICA II EMIsopita maniAún no hay calificaciones
- Actividad 4Documento21 páginasActividad 4marifiguefigueAún no hay calificaciones
- PK300DCDocumento22 páginasPK300DCJose Maria Cambero100% (3)
- Pa2 Ecuaciones Dif.Documento8 páginasPa2 Ecuaciones Dif.gean pierre villanueva riosAún no hay calificaciones
- Informe Sintesis Del Acetato de Isoamilo 26032021Documento5 páginasInforme Sintesis Del Acetato de Isoamilo 26032021ela7cu-614774Aún no hay calificaciones
- PUSSOVERDocumento82 páginasPUSSOVERDamian JimenezAún no hay calificaciones
- Guia 3. Soluciones QuimicasDocumento7 páginasGuia 3. Soluciones QuimicasJoel condeAún no hay calificaciones
- Colorantes 3Documento82 páginasColorantes 3Mariela Judith UCAún no hay calificaciones