También podría gustarte
- Balance de materia orientado a procesosDe EverandBalance de materia orientado a procesosAún no hay calificaciones
- Guía de laboratorio de mecánica de fluidosDe EverandGuía de laboratorio de mecánica de fluidosAún no hay calificaciones
- Prueba de Estanqueidad y PresiónDocumento13 páginasPrueba de Estanqueidad y PresiónManuela García FernándezAún no hay calificaciones
- Clases de Refrigerantes INACAPDocumento2 páginasClases de Refrigerantes INACAPGian Andrés MarínAún no hay calificaciones
- Unidad IIIDocumento43 páginasUnidad IIICruz Odi BrigitteAún no hay calificaciones
- Concepto y Función de Un RefrigeranteDocumento2 páginasConcepto y Función de Un RefrigeranteEver Jhonatan Ramos IslaAún no hay calificaciones
- Clasificacion de Los Refrigerantes PDFDocumento2 páginasClasificacion de Los Refrigerantes PDFGian Andrés MarínAún no hay calificaciones
- Deber 1 Clasificacion de RefrigerantesDocumento3 páginasDeber 1 Clasificacion de Refrigerantesalejandro calleAún no hay calificaciones
- Refrigerantes TerminadoDocumento14 páginasRefrigerantes TerminadoAnonymous ymiEWTAún no hay calificaciones
- Designaciones y Estructura de RefrigerantesDocumento4 páginasDesignaciones y Estructura de RefrigerantesEderson Manuel Ambrosio Javier100% (1)
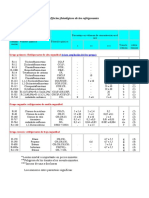
- Efectos Fisiológicos de Los RefrigerantesDocumento3 páginasEfectos Fisiológicos de Los Refrigerantesfali9855Aún no hay calificaciones
- RefrigerantesDocumento19 páginasRefrigerantesbladimir19432080Aún no hay calificaciones
- Propiedades de Especies PurasDocumento66 páginasPropiedades de Especies PurasBrian WilliamsAún no hay calificaciones
- REFRACTOMETRIADocumento20 páginasREFRACTOMETRIASharon PameAún no hay calificaciones
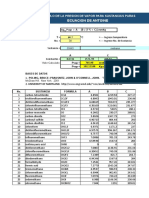
- Constantes de La Ecuacion de AntoineDocumento58 páginasConstantes de La Ecuacion de AntoineJorgeJiménezAún no hay calificaciones
- Formalin ADocumento16 páginasFormalin AEsteffany Laurita Amaya SantiagoAún no hay calificaciones
- Taller Lectura e Interpretación de DFPDocumento9 páginasTaller Lectura e Interpretación de DFPAlejandro RequenaAún no hay calificaciones
- ACIDO LACTICO MDocumento20 páginasACIDO LACTICO MgustavoAún no hay calificaciones
- Guia Basica Del Frigorista Parte4Documento228 páginasGuia Basica Del Frigorista Parte4Reinerio Praxedes Castillo CespedesAún no hay calificaciones
- Analisis de Procesos QuimicoaDocumento46 páginasAnalisis de Procesos QuimicoaPeRliitha GonzaalezAún no hay calificaciones
- Gases Especiales ProcesosDocumento20 páginasGases Especiales ProcesosFrancisco Erminio Sanchez KuyocAún no hay calificaciones
- HSE: Los Problemas Medio Ambientales Que Pueden Plantearse en Los Proyectos deDocumento6 páginasHSE: Los Problemas Medio Ambientales Que Pueden Plantearse en Los Proyectos deAna Liz Soliz GarciaAún no hay calificaciones
- Anexo 12a (Rasim)Documento6 páginasAnexo 12a (Rasim)Roberto Carlos Lopez MirandaAún no hay calificaciones
- 4deg 2 A HidrocarburosDocumento32 páginas4deg 2 A HidrocarburosCm BrizhAún no hay calificaciones
- 100 Modulo 1 C Factor 3 Reactivos de FlotacionDocumento22 páginas100 Modulo 1 C Factor 3 Reactivos de FlotaciondikoAún no hay calificaciones
- Calculo de Presión de VaporDocumento88 páginasCalculo de Presión de VapordouglasAún no hay calificaciones
- Diagrama y BalancesDocumento25 páginasDiagrama y BalancesGabriel CGAún no hay calificaciones
- Gases RefrigerantesDocumento90 páginasGases Refrigerantesrjac169Aún no hay calificaciones
- Acido NitricoDocumento43 páginasAcido NitricoWilmerRamirezSalvadorAún no hay calificaciones
- Tablas Cengel9naDocumento192 páginasTablas Cengel9naOscarAún no hay calificaciones
- Manual Parte 3Documento69 páginasManual Parte 3Juan Miguel Leon FranciscoAún no hay calificaciones
- Rtca 75 01 21 05 Gases Licuados de Petroleo Propano Butano y Sus Mezclas EspecificacionesDocumento9 páginasRtca 75 01 21 05 Gases Licuados de Petroleo Propano Butano y Sus Mezclas EspecificacionesabdabdnicAún no hay calificaciones
- Presentación CG-MS EPA 8260BDocumento32 páginasPresentación CG-MS EPA 8260BCristian CarrascoAún no hay calificaciones
- Química Orgánica - Sem-04 - Sesión-04 - 2021-2Documento45 páginasQuímica Orgánica - Sem-04 - Sesión-04 - 2021-2Gonzalo RondanAún no hay calificaciones
- Dimensiones Tuberias PEAD ISO 4427 PE80Documento10 páginasDimensiones Tuberias PEAD ISO 4427 PE80Nacho ToméAún no hay calificaciones
- Reactor Tubular PFR para Cracking de NaftasDocumento5 páginasReactor Tubular PFR para Cracking de NaftasGabriel Alonso Alagón MartínezAún no hay calificaciones
- Unidad II Sesión IIDocumento11 páginasUnidad II Sesión IIProcmar EirlAún no hay calificaciones
- Gases EspecialesDocumento20 páginasGases EspecialesCarlosAún no hay calificaciones
- Extracción de Líquidos Del Gas NaturalDocumento55 páginasExtracción de Líquidos Del Gas NaturalRodrigoAún no hay calificaciones
- Planta de Clorometanos y Producción de Cloroformo FINALDocumento13 páginasPlanta de Clorometanos y Producción de Cloroformo FINALEric Ignacio Jeria MartinezAún no hay calificaciones
- Planta de Clorometanos y Producción de CloroformoDocumento13 páginasPlanta de Clorometanos y Producción de CloroformoEric Ignacio Jeria MartinezAún no hay calificaciones
- Roscas GasesDocumento15 páginasRoscas Gasessolouno69Aún no hay calificaciones
- Diseño Tarea 2Documento12 páginasDiseño Tarea 2Elizabeth Utau EnriquezAún no hay calificaciones
- Estudio Cargabilidad Autotransformador ATQ en Subestación PosorjaDocumento9 páginasEstudio Cargabilidad Autotransformador ATQ en Subestación PosorjaviejoluisAún no hay calificaciones
- Operación de La Planta Criogenica 1Documento76 páginasOperación de La Planta Criogenica 1Luis Junco100% (2)
- Taller de Estequiometria #2Documento11 páginasTaller de Estequiometria #2MARIO ANDRES LEDESMA ARGEL ESTUDIANTE ACTIVOAún no hay calificaciones
- Manual de Operacion Cromatografo GasesDocumento14 páginasManual de Operacion Cromatografo Gasesfridda ovalleAún no hay calificaciones
- 2022apr19 1ZBR61 906 DgaDocumento2 páginas2022apr19 1ZBR61 906 DgaHenry Mallqui CapchaAún no hay calificaciones
- Nitrilo-Wikipedia, Laenciclopedialibre 1681884454014Documento21 páginasNitrilo-Wikipedia, Laenciclopedialibre 1681884454014Milagrosa nsuru Micha oyeAún no hay calificaciones
- Presentaci N Refrigerantes 404vs507Documento33 páginasPresentaci N Refrigerantes 404vs507jdial9664Aún no hay calificaciones
- Asignación # 2: Balances de Materia y Especificación de Equipos de La PlantaDocumento71 páginasAsignación # 2: Balances de Materia y Especificación de Equipos de La PlantaJonathan Ospino Pinedo100% (2)
- 7.1-Análisis y Diagnostico de Aceite Dieléctrico en Transformadores (Modo de Compatibilidad)Documento24 páginas7.1-Análisis y Diagnostico de Aceite Dieléctrico en Transformadores (Modo de Compatibilidad)Fausto Ortiz Flores100% (2)
- Síntesis de MetanolDocumento28 páginasSíntesis de MetanolLuis Octavio Cardier100% (3)
- Boletim BT - 004 - Purga - e - Controle - de - Água - V1 - 08.2018 - ESPDocumento4 páginasBoletim BT - 004 - Purga - e - Controle - de - Água - V1 - 08.2018 - ESPfabio guzmanAún no hay calificaciones
- Instrumentos de Control-Proceso de AlquilacionDocumento10 páginasInstrumentos de Control-Proceso de Alquilacionvictor hugo capchaAún no hay calificaciones
- Familiarizacion 2 QSK19 - 38 - 50 - 60 CM850 (TIER II) (Modo de Compatibilidad) PDFDocumento336 páginasFamiliarizacion 2 QSK19 - 38 - 50 - 60 CM850 (TIER II) (Modo de Compatibilidad) PDFClaudio Tapia91% (11)
- HTTPWWW Scalofrios esfrioRefrigerantesfichastecnicasHCFCs PDFDocumento82 páginasHTTPWWW Scalofrios esfrioRefrigerantesfichastecnicasHCFCs PDFTUPATRONAún no hay calificaciones
- UF1910 - Manejo de equipos de depuración y control de emisiones atmosféricasDe EverandUF1910 - Manejo de equipos de depuración y control de emisiones atmosféricasAún no hay calificaciones
- Puesta en marcha y regulación de instalaciones de climatización y ventilación-extracción. IMAR0208De EverandPuesta en marcha y regulación de instalaciones de climatización y ventilación-extracción. IMAR0208Aún no hay calificaciones
- Mantenimiento de sistemas de climatización. TMVG0209De EverandMantenimiento de sistemas de climatización. TMVG0209Aún no hay calificaciones
- Diagnotest Protocolo2047973 20220506Documento2 páginasDiagnotest Protocolo2047973 20220506Andres Sansotta100% (1)
- 21-1016 Eje Recto Chasis Transporte LiderDocumento2 páginas21-1016 Eje Recto Chasis Transporte LiderAndres SansottaAún no hay calificaciones
- AemictenDocumento1 páginaAemictenAndres SansottaAún no hay calificaciones
- Manual Usuario - Fogón NovecentoDocumento9 páginasManual Usuario - Fogón NovecentoAndres SansottaAún no hay calificaciones
- Feeding The Brain SpanishDocumento10 páginasFeeding The Brain SpanishAndres SansottaAún no hay calificaciones
- 9047 MolygenNewGeneration5W 30 62.0 EsDocumento2 páginas9047 MolygenNewGeneration5W 30 62.0 EsAndres SansottaAún no hay calificaciones
- Catalogo Ciclo6 Con PreciosDocumento31 páginasCatalogo Ciclo6 Con PreciosAndres SansottaAún no hay calificaciones
- Manual Del Operador para Autoelevadores de Combustión Interna Balanceados, de 1 A 10 Toneladas.Documento96 páginasManual Del Operador para Autoelevadores de Combustión Interna Balanceados, de 1 A 10 Toneladas.Robert Gomez PatoAún no hay calificaciones
- FT - COROLLA - CROSS - Enero22 - v5-WEB - pdf-k77Y86bcmSDocumento2 páginasFT - COROLLA - CROSS - Enero22 - v5-WEB - pdf-k77Y86bcmSAndres SansottaAún no hay calificaciones
- ds4 ds4 ds4 Ed01-11 Es EsDocumento402 páginasds4 ds4 ds4 Ed01-11 Es EsAndres SansottaAún no hay calificaciones
- Tablas 1Documento2 páginasTablas 1JUANAún no hay calificaciones
- Midea Heladers No Frost Flyer A5HR WEB PDFDocumento2 páginasMidea Heladers No Frost Flyer A5HR WEB PDFAndres SansottaAún no hay calificaciones
- Cafetera Combinadape cc20 - MDocumento8 páginasCafetera Combinadape cc20 - MAndres SansottaAún no hay calificaciones
- Guion InviernoDocumento69 páginasGuion InviernoNigromantAún no hay calificaciones
- 957 Planicrete Latex Ar Es PDFDocumento4 páginas957 Planicrete Latex Ar Es PDFAndres SansottaAún no hay calificaciones
- Pulse Escape US 4L v2Documento2 páginasPulse Escape US 4L v2rvcpAún no hay calificaciones
- Catalogo Montacargas Neumaticos 3000 7000 Lbs MitsubishiDocumento8 páginasCatalogo Montacargas Neumaticos 3000 7000 Lbs MitsubishiFabian Andres CelyAún no hay calificaciones
- Bulbos y Sensores-Mb CatDocumento10 páginasBulbos y Sensores-Mb CatMartins IsmaelAún no hay calificaciones
- 532 Primer G Ar EsDocumento4 páginas532 Primer G Ar EsAndres SansottaAún no hay calificaciones
- Producto 38Documento2 páginasProducto 38Andres SansottaAún no hay calificaciones
- Klaukol Aditivo Auniversal Ficha Tecnica PDFDocumento2 páginasKlaukol Aditivo Auniversal Ficha Tecnica PDFAndres SansottaAún no hay calificaciones
- Motor Ep6 Modo de CompatibilidadDocumento82 páginasMotor Ep6 Modo de CompatibilidadSoundQuest Autorradio100% (4)
- HOR TAL Evolucion Correcta Aplicacion PDFDocumento2 páginasHOR TAL Evolucion Correcta Aplicacion PDFAndres SansottaAún no hay calificaciones
- 2010 Manual RegistralDocumento91 páginas2010 Manual RegistralAndre GomezAún no hay calificaciones
- Manual Arg PressDocumento28 páginasManual Arg PressLuz MainoAún no hay calificaciones
- 6 - Ley - 216 - TRANSITO - PESADO - CABA - PDF LICENCIA PDFDocumento8 páginas6 - Ley - 216 - TRANSITO - PESADO - CABA - PDF LICENCIA PDFMonicaGaetaAún no hay calificaciones
- QuickshiftDocumento5 páginasQuickshiftAndres SansottaAún no hay calificaciones
- Axor 1933 SDocumento2 páginasAxor 1933 SFrancisco Alvarado VergaraAún no hay calificaciones
- Guia Transportista NuevoDocumento19 páginasGuia Transportista NuevoStanislav ZebAún no hay calificaciones
- Manual Usuario Rev1.3 Vdo DTCO 1381 Rev. 1.3Documento116 páginasManual Usuario Rev1.3 Vdo DTCO 1381 Rev. 1.3pabloAún no hay calificaciones
- VaporizadorDocumento16 páginasVaporizadorGuarayo Ormachea AlejandroAún no hay calificaciones
- Calculos en Excel IntercambiadorDocumento10 páginasCalculos en Excel IntercambiadorWILLYAún no hay calificaciones
- MF Practica3 EQ4Documento9 páginasMF Practica3 EQ4Jesus Manuel Calderon TorresAún no hay calificaciones
- Apo - 07 - Estacionamiento de Camillas y Sillas de RuedaDocumento2 páginasApo - 07 - Estacionamiento de Camillas y Sillas de RuedaRodrigo VidalAún no hay calificaciones
- Trbajo Final Mecanica de Suelos LABORATORIOSDocumento11 páginasTrbajo Final Mecanica de Suelos LABORATORIOSGonchimanAún no hay calificaciones
- Tiempo AvanceDocumento5 páginasTiempo AvanceLuis MillaAún no hay calificaciones
- Balance de Tacho N°7Documento5 páginasBalance de Tacho N°7Juan Carlos Rojas RuizAún no hay calificaciones
- Marco Teórico Cuenca HidrograficaDocumento3 páginasMarco Teórico Cuenca HidrograficaLeo NolascoAún no hay calificaciones
- Jar Test Trupal Trujillo 18-02-15Documento4 páginasJar Test Trupal Trujillo 18-02-15Franz D. Torres PezoAún no hay calificaciones
- Redes y Plantas Sanitarias ClasesDocumento44 páginasRedes y Plantas Sanitarias ClasesOciel Figueroa HerreraAún no hay calificaciones
- 2.00 Cámara de ReuniónDocumento14 páginas2.00 Cámara de Reuniónalex sgarAún no hay calificaciones
- 0482 MyC Humedad Problemas ResueltosDocumento9 páginas0482 MyC Humedad Problemas ResueltosPaul Dirac CruzAún no hay calificaciones
- Anexo Proyecto de Evaluación de Necesidades de Capacidades de Laboratorio en Los Estados Miembros Del GRULAC-OPAQ.Documento10 páginasAnexo Proyecto de Evaluación de Necesidades de Capacidades de Laboratorio en Los Estados Miembros Del GRULAC-OPAQ.marisolAún no hay calificaciones
- Taller Gases 2021Documento2 páginasTaller Gases 2021Luifer RodriguezAún no hay calificaciones
- D.O.P - NéctarDocumento1 páginaD.O.P - NéctarHarrison Gil GuzmanAún no hay calificaciones
- Mediciones en El Tubo de Venturi y Cantidad de MovimientoDocumento13 páginasMediciones en El Tubo de Venturi y Cantidad de MovimientoGLORIA VERONICA PALMA MENAAún no hay calificaciones
- Anexo B. Datos Del EntornoDocumento5 páginasAnexo B. Datos Del EntornoFernando VargasAún no hay calificaciones
- Problematica CuencasDocumento5 páginasProblematica CuencasJimmy Quinaya GutierrezAún no hay calificaciones
- Problemas Propuestos de Gases RealesDocumento1 páginaProblemas Propuestos de Gases RealesJESUS ALEXANDER CONDORI TICONA0% (1)
- Trabajo Individual Final 2022 UnmsmDocumento10 páginasTrabajo Individual Final 2022 UnmsmjhonAún no hay calificaciones
- Informe HUARMEYDocumento145 páginasInforme HUARMEYJonathan ValderramaAún no hay calificaciones
- ChevesDocumento17 páginasChevesLeslie Patricia VergarayAún no hay calificaciones
- Quimica TeoricaDocumento4 páginasQuimica Teoricajuan carlos vargas calderonAún no hay calificaciones
- Balance Hídrico Superficial de La Cuenca PilcomayoDocumento137 páginasBalance Hídrico Superficial de La Cuenca PilcomayoDiego FloresAún no hay calificaciones
- Valvulas VentosaDocumento9 páginasValvulas Ventosaalvaro sangurimaAún no hay calificaciones
- Tarea1 2020Documento4 páginasTarea1 2020Marvin Said RojasAún no hay calificaciones
- Tipos de HidrogramasDocumento2 páginasTipos de HidrogramasIsaac Correa Julcarima100% (6)
- Inyección de Agua, BoliviaDocumento53 páginasInyección de Agua, BoliviaDaniel Ar Ap100% (1)
- MATERIALDEESTUDIO PARTEIDiap1 60 PDFDocumento30 páginasMATERIALDEESTUDIO PARTEIDiap1 60 PDFPROYECTOMSAún no hay calificaciones