También podría gustarte
- Practica 3 Lab Potencia FluidaDocumento6 páginasPractica 3 Lab Potencia FluidaCarlos AlmaguerAún no hay calificaciones
- Instructivo para La Elaboracion de Procedimientos de SoldaduraDocumento22 páginasInstructivo para La Elaboracion de Procedimientos de SoldaduraMiguel D Assisi Meneses95% (21)
- Procedimiento de Inspección Visual de SoldaduraDocumento9 páginasProcedimiento de Inspección Visual de SoldaduraBrayan Oscar Pacora Juro100% (3)
- Dossier de Calidad en Procesos de SoldaduraDocumento56 páginasDossier de Calidad en Procesos de Soldadurayojhan corahua89% (9)
- Norma W.P.S.Documento3 páginasNorma W.P.S.ALEXANDRA GARCIA CAICEDO100% (3)
- SOLDADORESDocumento8 páginasSOLDADORESGuillermo ZaragozaAún no hay calificaciones
- Perforación de pozos petroleros en tierraDe EverandPerforación de pozos petroleros en tierraAún no hay calificaciones
- Diseño de Flujo de FlúidosDocumento152 páginasDiseño de Flujo de FlúidosPamela Minero100% (3)
- PRACTICA 1ra HIDRAULICADocumento2 páginasPRACTICA 1ra HIDRAULICALenin Rodriguez0% (1)
- Normas de SoldaduraDocumento31 páginasNormas de Soldadurajhonatan rivas0% (2)
- Procedimiento PQRDocumento4 páginasProcedimiento PQRCristian Rikelme MAún no hay calificaciones
- CT-EI02-02 - Procedimiento de Calificación de SoldadoresDocumento10 páginasCT-EI02-02 - Procedimiento de Calificación de SoldadoresKaylee Mia Patterson CrawfordAún no hay calificaciones
- Introduccion API Asme AwsDocumento35 páginasIntroduccion API Asme AwssebasttiancAún no hay calificaciones
- Calificacion de Procedimientos y de Pers PDFDocumento11 páginasCalificacion de Procedimientos y de Pers PDFwilfredo amorettiAún no hay calificaciones
- API 1104 Pres Espaol 2002Documento79 páginasAPI 1104 Pres Espaol 2002Wilson GuevaraAún no hay calificaciones
- Registro de Calificacion Del Procedimiento de Soldadura PDFDocumento7 páginasRegistro de Calificacion Del Procedimiento de Soldadura PDFVictor DavidAún no hay calificaciones
- PR-APR-06-Procedimiento de Soldadura Rev 00 PypDocumento18 páginasPR-APR-06-Procedimiento de Soldadura Rev 00 PypJonathan TapiaAún no hay calificaciones
- Calle Santa Fe # 110 Dpto. 301 - Lima 21 Teléfono: (01) 4600377 / 992 107658 / 943927910Documento12 páginasCalle Santa Fe # 110 Dpto. 301 - Lima 21 Teléfono: (01) 4600377 / 992 107658 / 943927910Juan Bautista Rojas VillegasAún no hay calificaciones
- Procedimientos de Soldadura WPS - PQRDocumento11 páginasProcedimientos de Soldadura WPS - PQRJonathan Alexander De LargeAún no hay calificaciones
- 85014-Epi-P-0063 Rev. 0Documento9 páginas85014-Epi-P-0063 Rev. 0Tío CeAún no hay calificaciones
- Introduccion Basica Al Codigo Asme Ix-API 1104 y Aws d1.1Documento35 páginasIntroduccion Basica Al Codigo Asme Ix-API 1104 y Aws d1.1Arnold Ochochoque Arcos100% (1)
- Tipos de PNDDocumento5 páginasTipos de PNDOscar CauichAún no hay calificaciones
- Procedimientos Operativos Planificación y Control de SoldaduraDocumento7 páginasProcedimientos Operativos Planificación y Control de SoldaduraRodrigo EnmanuelAún no hay calificaciones
- Inspector Capitulo 08 Procedimientos Soldadura y CalDocumento73 páginasInspector Capitulo 08 Procedimientos Soldadura y CalgabrielAún no hay calificaciones
- Guia 2 SoldaduraDocumento6 páginasGuia 2 SoldaduraMaria Luisa Correa GarciaAún no hay calificaciones
- Guía de Laboratorio #1 Sistema de Soldadura de Realidad AumentadaDocumento6 páginasGuía de Laboratorio #1 Sistema de Soldadura de Realidad AumentadaFërnando ZēgarraAún no hay calificaciones
- Chute Carga, NTCDocumento8 páginasChute Carga, NTCLuis Alexander Cristobal UbaldoAún no hay calificaciones
- Norma Técnica Colombiana 2057Documento8 páginasNorma Técnica Colombiana 2057clartkentAún no hay calificaciones
- Guía de Laboratorio #1 Sistema de Soldadura de Realidad AumentadaDocumento6 páginasGuía de Laboratorio #1 Sistema de Soldadura de Realidad Aumentadajhonny.ccamaAún no hay calificaciones
- API 1104 - PTMS-WPS-01 Rev 00Documento6 páginasAPI 1104 - PTMS-WPS-01 Rev 00Angel AlphandAún no hay calificaciones
- ASME Secc IXDocumento95 páginasASME Secc IXLuis LozadaAún no hay calificaciones
- Control de Procesos de SoldaduraDocumento4 páginasControl de Procesos de SoldaduraLaura GamboaAún no hay calificaciones
- Curso Asme Ix - Ctsol ....Documento123 páginasCurso Asme Ix - Ctsol ....Martin Aldave100% (1)
- DOSSIER Sacapiedras - 2021 (Feb.2021)Documento26 páginasDOSSIER Sacapiedras - 2021 (Feb.2021)Erick Neiser Reyes PovisAún no hay calificaciones
- CONTROL DE PROCESOS DE SOLDADURA - Establecimiento de Los Procedimientos de Soldadura (W.P.S. - P.Q.R) .Calificación de SoldadoresDocumento4 páginasCONTROL DE PROCESOS DE SOLDADURA - Establecimiento de Los Procedimientos de Soldadura (W.P.S. - P.Q.R) .Calificación de SoldadoresNestor OliAún no hay calificaciones
- P-CC-M-02 Espec y Calif Proc SoldaduraDocumento9 páginasP-CC-M-02 Espec y Calif Proc SoldaduraDaniel SalavarriaAún no hay calificaciones
- Pi 10 01 01Documento4 páginasPi 10 01 01Victor NietoAún no hay calificaciones
- VELARDE NOA ISAAC - EX FINAL SoldaduraDocumento5 páginasVELARDE NOA ISAAC - EX FINAL Soldaduramoises herreraAún no hay calificaciones
- NormalizaciónDocumento8 páginasNormalizaciónYeimy Katherine CasallasAún no hay calificaciones
- Informe 6 de Soldadura - 2Documento18 páginasInforme 6 de Soldadura - 2Fernando SanchezAún no hay calificaciones
- Tipos de PNDDocumento5 páginasTipos de PNDOscar CauichAún no hay calificaciones
- 85014-Epi-P-0062 Rev 0Documento10 páginas85014-Epi-P-0062 Rev 0Tío CeAún no hay calificaciones
- Calificación Del ProcedimientoDocumento6 páginasCalificación Del ProcedimientoVictor Angel Fuertes SaboyaAún no hay calificaciones
- Inspeccion de Soldaduras en Campo y Taller Mpo-Rot-Ie-013Documento6 páginasInspeccion de Soldaduras en Campo y Taller Mpo-Rot-Ie-013Dante RojasAún no hay calificaciones
- Jaspe Project S.A.C - JP-M-PR-001 - Procedimiento de SoldaduraDocumento7 páginasJaspe Project S.A.C - JP-M-PR-001 - Procedimiento de SoldaduraDaniel Lino GutierrezAún no hay calificaciones
- Calificación Del ProcedimientoDocumento6 páginasCalificación Del ProcedimientoWilmer Zavaleta Huamanyauri100% (1)
- El ABC de La Calificación de Procedimientos de SoldaduraDocumento27 páginasEl ABC de La Calificación de Procedimientos de Soldaduramasv792512100% (1)
- Control de Procesos de Soldadura en Construcciones IndustrialesDocumento8 páginasControl de Procesos de Soldadura en Construcciones IndustrialesBorisAún no hay calificaciones
- 1.0 Especificaciones SoldaduraDocumento10 páginas1.0 Especificaciones SoldaduraCARLOS HUANCAAún no hay calificaciones
- 4.PI-PR-001 Rev.0 Prefabricado de Cañerías PDFDocumento9 páginas4.PI-PR-001 Rev.0 Prefabricado de Cañerías PDFarturo avilaAún no hay calificaciones
- Formatos de Soldadura WPS PQR WPQDocumento15 páginasFormatos de Soldadura WPS PQR WPQdanylow79Aún no hay calificaciones
- Mantenimiento Preventivo y Correctivo de Maquinaria y EquipoDocumento13 páginasMantenimiento Preventivo y Correctivo de Maquinaria y EquipoMarcelo Mamani ValerianoAún no hay calificaciones
- Calificación de Proceso de Soldadura Según ASME y AWSDocumento33 páginasCalificación de Proceso de Soldadura Según ASME y AWSBryson Daniel Gutierrez RafaelAún no hay calificaciones
- Asme-Aws-ApiDocumento43 páginasAsme-Aws-ApiCarlos Antonio Jimenez MoralesAún no hay calificaciones
- TTGGDocumento12 páginasTTGGMarco Castro OrtechoAún no hay calificaciones
- Soldadura MAG de chapas de acero al carbono. FMEC0210De EverandSoldadura MAG de chapas de acero al carbono. FMEC0210Aún no hay calificaciones
- Interpretación de planos en soldadura. FMEC0210De EverandInterpretación de planos en soldadura. FMEC0210Calificación: 4.5 de 5 estrellas4.5/5 (3)
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Aún no hay calificaciones
- Ajuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208De EverandAjuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208Calificación: 4 de 5 estrellas4/5 (1)
- Desmontaje y separación de elementos fijos. TMVL0309De EverandDesmontaje y separación de elementos fijos. TMVL0309Aún no hay calificaciones
- Organización y ejecución del montaje de instalaciones frigoríficas. IMAR0108De EverandOrganización y ejecución del montaje de instalaciones frigoríficas. IMAR0108Aún no hay calificaciones
- Ejemplos de Instrumentos AuxiliaresDocumento2 páginasEjemplos de Instrumentos AuxiliaresSteeven M.Aún no hay calificaciones
- Ejercicios ResMatDocumento5 páginasEjercicios ResMatMartin MespoAún no hay calificaciones
- Práctico 1Documento3 páginasPráctico 1Kris Daniel Loayza YepezAún no hay calificaciones
- Expo MecanicaDocumento2 páginasExpo MecanicaHeber MarinAún no hay calificaciones
- T9 ReductoresDocumento15 páginasT9 ReductoresCarlosArenasMendozaAún no hay calificaciones
- Diseño Losas TeoriaDocumento24 páginasDiseño Losas TeoriaManuel JimenezAún no hay calificaciones
- Manual de Operacion y Mantenimiento Dynapac CA250Documento169 páginasManual de Operacion y Mantenimiento Dynapac CA250Alexander LopezAún no hay calificaciones
- Clase 10Documento13 páginasClase 10Ross CastagneAún no hay calificaciones
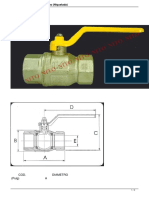
- Valvula Esferica Gas 700 Lbs CromadaDocumento4 páginasValvula Esferica Gas 700 Lbs CromadaEdgardo MejiaAún no hay calificaciones
- Ejercicio de EstequiometriaDocumento8 páginasEjercicio de EstequiometriaBrayan Batista PérezAún no hay calificaciones
- Hidraulica Unidad 5Documento3 páginasHidraulica Unidad 5KevinJairRodriguezAún no hay calificaciones
- Ecuación de EstadoDocumento15 páginasEcuación de EstadoJhan Carlos QAún no hay calificaciones
- Endulzamiento y Deshidratacion de GNDocumento34 páginasEndulzamiento y Deshidratacion de GNAnonymous ewLgT7AHAún no hay calificaciones
- Coeficiente Promedio de Arrastre 7-17Documento1 páginaCoeficiente Promedio de Arrastre 7-17Berserkher 21Aún no hay calificaciones
- Cremallera - PiñonDocumento4 páginasCremallera - PiñonClinton Quispe PongoAún no hay calificaciones
- Estructuras Isostaticas IiDocumento45 páginasEstructuras Isostaticas IiElizabeth CarmenAún no hay calificaciones
- Oscilaciones y OndasDocumento1 páginaOscilaciones y OndastuseminindispleyAún no hay calificaciones
- Anexo 2 - Obras Mecanicas ParotaniDocumento79 páginasAnexo 2 - Obras Mecanicas ParotaniVanesa Huanca CallizayaAún no hay calificaciones
- PandeoDocumento9 páginasPandeoyamil15Aún no hay calificaciones
- Tribología - GeneralidadesDocumento40 páginasTribología - GeneralidadesChristian Diaz EnriquezAún no hay calificaciones
- Presentación Bombas Centrifugas y Sellos MecánicosDocumento262 páginasPresentación Bombas Centrifugas y Sellos Mecánicosjulio cesar100% (1)
- Termodinámica-Teoría BachilleratoDocumento14 páginasTermodinámica-Teoría BachilleratoDarek DuayneAún no hay calificaciones
- Tarea 1 Din PDFDocumento5 páginasTarea 1 Din PDFMartha JaramilloAún no hay calificaciones
- Informe Motor Trifásico A 2 Polos Con Rotor A JaulaDocumento4 páginasInforme Motor Trifásico A 2 Polos Con Rotor A JaulaJuan Sebastián Chavarro YepesAún no hay calificaciones
- Forzado Placa PlanaDocumento6 páginasForzado Placa PlanaKatherine AviilaAún no hay calificaciones
- Fundamentos Del Trabajo Mecánico 2Documento79 páginasFundamentos Del Trabajo Mecánico 2MARÍA FERNANDA VASQUEZ MOLINAAún no hay calificaciones
- Tema 4 Sistema de Encendido ConvencionalDocumento26 páginasTema 4 Sistema de Encendido ConvencionalWillian CopaAún no hay calificaciones