También podría gustarte
- Análisis y diseño de piezas con Catia V5De EverandAnálisis y diseño de piezas con Catia V5Calificación: 5 de 5 estrellas5/5 (1)
- Grupo 1Documento25 páginasGrupo 1Keneth0% (1)
- Guia 2 Ejercicio 2.4Documento34 páginasGuia 2 Ejercicio 2.4Jineth Trujillo100% (1)
- Ejercicios 2K y 3KDocumento15 páginasEjercicios 2K y 3KOscar Gonzalez CuanaloAún no hay calificaciones
- Informe Técnico Cartas de Control Por Variables Ccvv-Sjr-SogDocumento37 páginasInforme Técnico Cartas de Control Por Variables Ccvv-Sjr-SogSebastian OrozcoAún no hay calificaciones
- RESERVORIODocumento2 páginasRESERVORIOpaola jacinto dominguezAún no hay calificaciones
- Tarea 2-3Documento5 páginasTarea 2-3Randol Pichardo100% (1)
- 1 Estadistica Inferencial Ii Unidad IiiDocumento4 páginas1 Estadistica Inferencial Ii Unidad IiiAlfredo MendezAún no hay calificaciones
- Graf. Control y Calidad Taller 1Documento6 páginasGraf. Control y Calidad Taller 1Amelí HerreraAún no hay calificaciones
- Taller Diseños FactorialesDocumento4 páginasTaller Diseños FactorialesCamila Segura OcampoAún no hay calificaciones
- Trabajo Colaborativo de EstadisticaDocumento9 páginasTrabajo Colaborativo de EstadisticaLinda Tatiana Rodriguez SanchezAún no hay calificaciones
- Lookahead. V1Documento20 páginasLookahead. V1Billy QuezadaAún no hay calificaciones
- Tarea 2 Descripcion EstadisticaDocumento14 páginasTarea 2 Descripcion EstadisticaAlexander EuanAún no hay calificaciones
- Aevalo Liliana Tarea#3Documento10 páginasAevalo Liliana Tarea#3LILIANA GIVELY AREVALO CASAÑAAún no hay calificaciones
- Ii. VARIANZA CONSTANTEDocumento4 páginasIi. VARIANZA CONSTANTEJazmin Maritza Benito MamaniAún no hay calificaciones
- Problema 2.8 Donald Q KernDocumento5 páginasProblema 2.8 Donald Q KernSaidel UgaldeAún no hay calificaciones
- DPL Dme-005Documento2 páginasDPL Dme-005Miguel Gabriel Barraza DelgadoAún no hay calificaciones
- Analisis Estadisticos Del Diametro Ecuatorial Del Frijol BayoDocumento6 páginasAnalisis Estadisticos Del Diametro Ecuatorial Del Frijol BayoJoiss ChirinosAún no hay calificaciones
- Plantilla de Metrado - Valo N°03 - OkDocumento23 páginasPlantilla de Metrado - Valo N°03 - OkJeiner Emerson ventura leonAún no hay calificaciones
- 4ta Asignación Estadística IiDocumento2 páginas4ta Asignación Estadística IiElSirGutiAún no hay calificaciones
- TMM Practica 03Documento2 páginasTMM Practica 03Diego ColesAún no hay calificaciones
- Parcial Estadistica2Documento6 páginasParcial Estadistica2Pamela AvilaAún no hay calificaciones
- Practica 2Documento5 páginasPractica 2Mariana LunaAyalaAún no hay calificaciones
- Parcial Angel LDocumento13 páginasParcial Angel LÁngel LibrerosAún no hay calificaciones
- M2 - 2 Formato Estabilidad y Bias GC - para PracticarDocumento9 páginasM2 - 2 Formato Estabilidad y Bias GC - para PracticarFernando BeltránAún no hay calificaciones
- Clima Laboral NADRO MAY 2020Documento20 páginasClima Laboral NADRO MAY 2020Xavier FragozzoAún no hay calificaciones
- Evidencia 2 Herramientas para La Optimizacion de RecursosDocumento8 páginasEvidencia 2 Herramientas para La Optimizacion de Recursossofiaaguado1cAún no hay calificaciones
- Informe Monitoreo Geotécnico 231217 Pms-Abio-08Documento137 páginasInforme Monitoreo Geotécnico 231217 Pms-Abio-08Sebastian Ospina PerdomoAún no hay calificaciones
- Ejercicios Arena 2 Análisis de EntradaDocumento2 páginasEjercicios Arena 2 Análisis de Entradamaria1jos11berm1dezAún no hay calificaciones
- Ejercicio 3Documento14 páginasEjercicio 3SELVIN ESTUARDO PERALTA CIFUENTESAún no hay calificaciones
- Rep P8 - EQ - 9Documento14 páginasRep P8 - EQ - 9El HatchiAún no hay calificaciones
- Control EstadisticoDocumento7 páginasControl EstadisticoRayza GoicocheaAún no hay calificaciones
- Final EstadisticaDocumento5 páginasFinal EstadisticaVictor DVAún no hay calificaciones
- Analisis y Diseo de Experimentos 3a Ed Gutierrez H Unlocked 89Documento1 páginaAnalisis y Diseo de Experimentos 3a Ed Gutierrez H Unlocked 89jefferson endaraAún no hay calificaciones
- Balance de Materia Con Modelo Matematico FinalDocumento10 páginasBalance de Materia Con Modelo Matematico FinalAnonymous q4oXB0z7gAún no hay calificaciones
- 8D EjemploDocumento74 páginas8D EjemploFRANCISCO LUCERO DE JESUSAún no hay calificaciones
- UNIDAD 6 PRUEBA Resolución 06 Julio 2020Documento4 páginasUNIDAD 6 PRUEBA Resolución 06 Julio 2020Cristofer AlomotoAún no hay calificaciones
- Balanza de Comprobacion 2018 P Ir2Documento17 páginasBalanza de Comprobacion 2018 P Ir2Ericeli PaulaAún no hay calificaciones
- Gráfico de TendenciaDocumento14 páginasGráfico de TendenciamarinaAún no hay calificaciones
- GC Practica 6 SOLUCIÓNDocumento17 páginasGC Practica 6 SOLUCIÓNKattia Albelí Plasencia QuirozAún no hay calificaciones
- EA 20182 IN92-Herramientas de Calidad ParcialDocumento7 páginasEA 20182 IN92-Herramientas de Calidad ParcialMaría Cristina GarcíaAún no hay calificaciones
- Excel Hidrograma UnitarioDocumento4 páginasExcel Hidrograma UnitarioEdwards Vise FigueroaAún no hay calificaciones
- Sev y CociDocumento5 páginasSev y CociRodrigo MoralesAún no hay calificaciones
- Curva de InversionDocumento14 páginasCurva de InversionleandroAún no hay calificaciones
- Drypro832 Partslist (0921YI220A 070207)Documento86 páginasDrypro832 Partslist (0921YI220A 070207)Juan Bautista PradoAún no hay calificaciones
- Examen Unidad 5Documento8 páginasExamen Unidad 5CIELO NATHALY OBLEA RAMOSAún no hay calificaciones
- Plantilla CasosDocumento5 páginasPlantilla Casosdwvan camilo corzo peñaAún no hay calificaciones
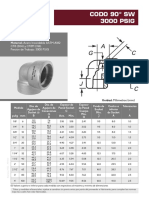
- Codo 90 Astm A182 304 SWDocumento1 páginaCodo 90 Astm A182 304 SWGluno Delfin100% (1)
- Plan de Trabajo Desarrollo AlmacenesDocumento1 páginaPlan de Trabajo Desarrollo AlmacenesJorge Alberto Cerino EscobarAún no hay calificaciones
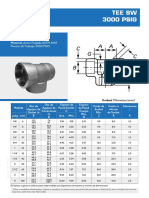
- Tee SWDocumento1 páginaTee SWSteev RodriguezAún no hay calificaciones
- EjerciciosssssDocumento156 páginasEjerciciosssssfreddy moralesAún no hay calificaciones
- Codo 45°Documento1 páginaCodo 45°Robin Acuña MALCAAún no hay calificaciones
- Ejemplo de Diseño Por El Método de La Asociacion Del Cemento Portland (Pca)Documento16 páginasEjemplo de Diseño Por El Método de La Asociacion Del Cemento Portland (Pca)OSCAR RICARDO BARDALES SORIANO0% (1)
- Proyecto ControlDocumento23 páginasProyecto ControlLeo blogsAún no hay calificaciones
- 2.2. Tabla de FrecuenciasDocumento27 páginas2.2. Tabla de FrecuenciasFranco Sanchez MendozaAún no hay calificaciones
- 3.regresión Lineal Simple (Propuestos)Documento14 páginas3.regresión Lineal Simple (Propuestos)Teodoro FarroñanAún no hay calificaciones
- Calculadora Burndown ChartDocumento9 páginasCalculadora Burndown Chartjulianmina2Aún no hay calificaciones
- Universidad Rafael Landivar Facultad deDocumento4 páginasUniversidad Rafael Landivar Facultad deGrey FTAún no hay calificaciones
- Ejercicio 1 y 2-Examen SupplyDocumento8 páginasEjercicio 1 y 2-Examen SupplyNikol Solsol JaraAún no hay calificaciones
- Lalo HistorialDocumento1 páginaLalo HistorialEmmanuel Zuñiga BautistaAún no hay calificaciones
- PavDocumento19 páginasPavSebastian Enriquez JuradoAún no hay calificaciones
- Las 5S Como Herramienta de Mejora ContinuaDocumento39 páginasLas 5S Como Herramienta de Mejora ContinuaCintia RrosAún no hay calificaciones
- Metales FerrososDocumento17 páginasMetales FerrososFernandoMisaelJimenezAún no hay calificaciones
- Material RetrabajadoDocumento4 páginasMaterial RetrabajadoFernandoMisaelJimenezAún no hay calificaciones
- Guia Didactica Materiales Cerámicos Canal Encuentro PDFDocumento29 páginasGuia Didactica Materiales Cerámicos Canal Encuentro PDFFranciss Barrios VelardeAún no hay calificaciones
- Herramientas Estadísticas 5W Lluvia de Ideas, Análisis de Pareto, Diagrama Causa Efecto, Análisis de Correlación y Otras.-DiagnosticoDocumento41 páginasHerramientas Estadísticas 5W Lluvia de Ideas, Análisis de Pareto, Diagrama Causa Efecto, Análisis de Correlación y Otras.-Diagnosticoandres1960rafael0% (1)
- MercadoDocumento9 páginasMercadoFernandoMisaelJimenezAún no hay calificaciones
- InventariosDocumento4 páginasInventariosFernandoMisaelJimenezAún no hay calificaciones
- ÁreaDocumento1 páginaÁreaFernandoMisaelJimenezAún no hay calificaciones
- Materiales MetalicosDocumento124 páginasMateriales MetalicosmachemimpAún no hay calificaciones
- Efectos Del Alcohol en El CuerpoDocumento5 páginasEfectos Del Alcohol en El CuerpoFernandoMisaelJimenezAún no hay calificaciones
- Curso de ElectricidadDocumento7 páginasCurso de ElectricidadFernandoMisaelJimenezAún no hay calificaciones
- ArtesDocumento10 páginasArtesFernandoMisaelJimenezAún no hay calificaciones
- Integra DoraDocumento18 páginasIntegra DoraFernandoMisaelJimenezAún no hay calificaciones
- El Dpto de ProduccionDocumento4 páginasEl Dpto de ProduccionFernandoMisaelJimenezAún no hay calificaciones
- Desarrollo SustentableDocumento1 páginaDesarrollo SustentableFernandoMisaelJimenezAún no hay calificaciones
- Whisky en El Spacio Sera Mas Suave ?Documento6 páginasWhisky en El Spacio Sera Mas Suave ?FernandoMisaelJimenezAún no hay calificaciones
- Analisis Industrial de Factibilidad 1Documento93 páginasAnalisis Industrial de Factibilidad 1Adii Martinez SalinasAún no hay calificaciones
- TemperaturaDocumento32 páginasTemperaturaFernandoMisaelJimenezAún no hay calificaciones
- Que Es Una PolizaDocumento12 páginasQue Es Una PolizaFernandoMisaelJimenezAún no hay calificaciones
- 02-Produccion en Masa (DIAPOSITIVAS)Documento21 páginas02-Produccion en Masa (DIAPOSITIVAS)Alex Velez95% (19)
- Previo 1 AnalitikDocumento4 páginasPrevio 1 AnalitikFernandoMisaelJimenezAún no hay calificaciones
- Sistema de Control de InventariosDocumento19 páginasSistema de Control de InventariosFernandoMisaelJimenezAún no hay calificaciones
- Formatode EvaluacionDocumento8 páginasFormatode EvaluacionFernandoMisaelJimenezAún no hay calificaciones
- Perla Ivonne Reyes BurciagaDocumento63 páginasPerla Ivonne Reyes BurciagaFernandoMisaelJimenezAún no hay calificaciones
- Virginia Henderson Mode LoDocumento15 páginasVirginia Henderson Mode LoLoreto Paola Escudero HerreraAún no hay calificaciones
- Perla Ivonne Reyes BurciagaDocumento63 páginasPerla Ivonne Reyes BurciagaFernandoMisaelJimenezAún no hay calificaciones
- Química MetaloidesDocumento18 páginasQuímica MetaloidesFernandoMisaelJimenezAún no hay calificaciones
- 1definición de OrganizaciónDocumento2 páginas1definición de OrganizaciónFernandoMisaelJimenezAún no hay calificaciones
- Perla Ivonne Reyes BurciagaDocumento63 páginasPerla Ivonne Reyes BurciagaFernandoMisaelJimenezAún no hay calificaciones
- DREAMLINERDocumento3 páginasDREAMLINERRUTH NOEMA CHAVEZ GOMEZAún no hay calificaciones
- Duelo Suicidio TsDocumento89 páginasDuelo Suicidio TsLiliana MoncadaAún no hay calificaciones
- CVDocumento14 páginasCVdianaAún no hay calificaciones
- WEAPDocumento19 páginasWEAPMarella Begazo PatiñoAún no hay calificaciones
- Anexo 3 - Plantilla Paso 2 DE INVESTIGACIÓN EDUCATIVA Y PEDAGÓGICADocumento14 páginasAnexo 3 - Plantilla Paso 2 DE INVESTIGACIÓN EDUCATIVA Y PEDAGÓGICAYINA RAMOSAún no hay calificaciones
- FV, TV y RVDocumento37 páginasFV, TV y RVLINA MARCELA GONZALEZ TOROAún no hay calificaciones
- Metodologia de InvestigacionDocumento22 páginasMetodologia de InvestigacionElver HUERTAS RAMIREZAún no hay calificaciones
- Antecedentes Precientíficos La Evaluación Clínica PsicológicaDocumento2 páginasAntecedentes Precientíficos La Evaluación Clínica PsicológicaMelissa Mojíca100% (1)
- Libro 1Documento6 páginasLibro 1ElizabethAún no hay calificaciones
- Silabus de Proyecto de InvestigacionDocumento7 páginasSilabus de Proyecto de InvestigacionHenry SantillánAún no hay calificaciones
- Lista de Chequeo Res 1111Documento9 páginasLista de Chequeo Res 1111aracely casasAún no hay calificaciones
- Triptico Uaas - Nuevo Diseño-1Documento2 páginasTriptico Uaas - Nuevo Diseño-1Biblioteca UAASAún no hay calificaciones
- CobachDocumento6 páginasCobachjosueAún no hay calificaciones
- Semana 9 Distribuciones MuestralesDocumento18 páginasSemana 9 Distribuciones MuestralesAlex De la CruzAún no hay calificaciones
- Ejerciccios de Estadiaticas PDFDocumento20 páginasEjerciccios de Estadiaticas PDFTATIANA MICAELA GONZALEZ MURILLOAún no hay calificaciones
- Creatividad e Innovación - EMPRENDODocumento3 páginasCreatividad e Innovación - EMPRENDOYLPAún no hay calificaciones
- Distribución de Probabilidad Binomial Mod QuitarDocumento4 páginasDistribución de Probabilidad Binomial Mod QuitarJoseluish ItapizacoAún no hay calificaciones
- Prueba de Hipótesis para La Media y Proporción PoblacionalDocumento3 páginasPrueba de Hipótesis para La Media y Proporción PoblacionalDavid Heber Aguilar NorabuenaAún no hay calificaciones
- Fallo Muscular en La HipertrofiaDocumento17 páginasFallo Muscular en La HipertrofiaAndrés ArizaAún no hay calificaciones
- 4 Matematica IV Economia UnmsmDocumento7 páginas4 Matematica IV Economia UnmsmFelipeAún no hay calificaciones
- Examen 4 CalidadDocumento5 páginasExamen 4 CalidadJerardo HerreraAún no hay calificaciones
- Matriz Arratia Acho DavidDocumento2 páginasMatriz Arratia Acho DavidArratia Acho DavidAún no hay calificaciones
- La MusicologiaDocumento7 páginasLa MusicologiaRuben Marin SanchezAún no hay calificaciones
- UNIDAD 3. Estudio Del MercadoDocumento10 páginasUNIDAD 3. Estudio Del Mercadoernesto50% (2)
- La InnombrableDocumento8 páginasLa InnombrableRoland AnccoriAún no hay calificaciones
- TRABAJO5AADocumento3 páginasTRABAJO5AAGeorge Sullca100% (1)
- Matriz de Coherencia Interna PDFDocumento5 páginasMatriz de Coherencia Interna PDFkarenAún no hay calificaciones
- Big Data y Gestión de ConocimientoDocumento6 páginasBig Data y Gestión de ConocimientoLuis E LedezmaAún no hay calificaciones
- Rodrigo - Antonio - Mota - Martínez - U4 - A2 - Pronostico de La Demanda - Pag - 506-511Documento11 páginasRodrigo - Antonio - Mota - Martínez - U4 - A2 - Pronostico de La Demanda - Pag - 506-511Rodrigo Antonio Mota MartinezAún no hay calificaciones