También podría gustarte
- Universidad Nacional Del Centro Del PeruDocumento10 páginasUniversidad Nacional Del Centro Del PeruRicardo Alexis Candiotti CusiAún no hay calificaciones
- La Planta Concentradora Piloto Tiene Los Siguientes ObjetivosDocumento5 páginasLa Planta Concentradora Piloto Tiene Los Siguientes ObjetivosbennyAún no hay calificaciones
- Watson MarlowDocumento23 páginasWatson Marlowcarlangas77Aún no hay calificaciones
- METTS PM 1010-16 Pruebas Permeabilidad. (Downloaded With 1stbrowser)Documento7 páginasMETTS PM 1010-16 Pruebas Permeabilidad. (Downloaded With 1stbrowser)Anonymous szhkKLAún no hay calificaciones
- Concentracion de MaterialesDocumento93 páginasConcentracion de MaterialesPérez Domm EsaúAún no hay calificaciones
- Lanzamiento Del Proyecto - EfsrtDocumento31 páginasLanzamiento Del Proyecto - EfsrtJOAN RODOLFO PURIS CONDORAún no hay calificaciones
- ChancadorasDocumento3 páginasChancadorasEloy FernandezAún no hay calificaciones
- 6 - Trituracion y Tamizado de MineralesDocumento62 páginas6 - Trituracion y Tamizado de MineralesJOAN RODOLFO PURIS CONDORAún no hay calificaciones
- 1234Documento5 páginas1234Lisbeth Condori MamaniAún no hay calificaciones
- CasoDocumento8 páginasCasohubjuroAún no hay calificaciones
- FlowSheet YAURISDocumento1 páginaFlowSheet YAURISAlexis Rojas MezaAún no hay calificaciones
- Semana 2 - Teoria de ExponentesDocumento21 páginasSemana 2 - Teoria de ExponentesNiaAún no hay calificaciones
- Flotacion Neumática PNEUFLOTDocumento3 páginasFlotacion Neumática PNEUFLOTNataniel LinaresAún no hay calificaciones
- Proyecto Planta Cip San NicolasDocumento16 páginasProyecto Planta Cip San Nicolasjorge aponte cordovaAún no hay calificaciones
- Criterio de Diseño SX-HDPE SolenorDocumento35 páginasCriterio de Diseño SX-HDPE Solenormaría josé100% (1)
- 25-04-13 Pruebas Vezin PunitaquiDocumento4 páginas25-04-13 Pruebas Vezin PunitaquippedringAún no hay calificaciones
- EJERCICIOS ResumenDocumento9 páginasEJERCICIOS ResumenSergio Alejandro Villagran ValderramaAún no hay calificaciones
- Flotación Por Espuma: Suscríbete A Deepl Pro para Poder Editar Este DocumentoDocumento39 páginasFlotación Por Espuma: Suscríbete A Deepl Pro para Poder Editar Este DocumentoRomina MurgaAún no hay calificaciones
- Listado de Referencias Tecpromin-MixtecDocumento9 páginasListado de Referencias Tecpromin-MixtecBrunoAún no hay calificaciones
- Concentra Laboratorio 1 ExamenDocumento11 páginasConcentra Laboratorio 1 ExamenKathizita LizAún no hay calificaciones
- Bomba Vertical Fima 2.5'' (Metso)Documento7 páginasBomba Vertical Fima 2.5'' (Metso)Julver Goyzueta ArceAún no hay calificaciones
- Proceso Minero Metalúrgico - Mina CobrizaDocumento12 páginasProceso Minero Metalúrgico - Mina CobrizaJOAN RODOLFO PURIS CONDORAún no hay calificaciones
- Sedimentador de Alta Velocidad ConoDocumento10 páginasSedimentador de Alta Velocidad ConoJaime Olazo MolloAún no hay calificaciones
- In0703 Ingeniería de Planta - 2020 IDocumento5 páginasIn0703 Ingeniería de Planta - 2020 IJhordy Maycol Rodas QuirozAún no hay calificaciones
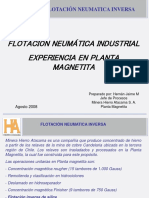
- 4 - Flotación Neumática IndustrialDocumento12 páginas4 - Flotación Neumática IndustrialheavyvectorAún no hay calificaciones
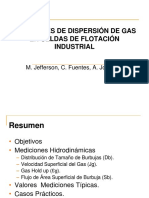
- Hold UpDocumento20 páginasHold UpKevin ChávezAún no hay calificaciones
- Capítulo 7 Fundamentos Fisicoquímicos Del Proceso de FlotaciónDocumento67 páginasCapítulo 7 Fundamentos Fisicoquímicos Del Proceso de FlotaciónLuzgardo MejíaAún no hay calificaciones
- Capítulo 2-Fundamentos Fisicoquímicos PDFDocumento58 páginasCapítulo 2-Fundamentos Fisicoquímicos PDFJonathan Roberto Ortega Buenante100% (1)
- Secador de ConcentradosDocumento17 páginasSecador de ConcentradosOscargarces95100% (1)
- Introduccion A La Metalurgia-Parte2Documento80 páginasIntroduccion A La Metalurgia-Parte2CesarPastenSozaAún no hay calificaciones
- 10 El Nuevo Cicloconvertidor de 18 Pulsos para Molinos Sag Superiores A 25 MW Esp CompressDocumento25 páginas10 El Nuevo Cicloconvertidor de 18 Pulsos para Molinos Sag Superiores A 25 MW Esp CompressEddy Santiago Neira SisaAún no hay calificaciones
- Informe 5-2Documento10 páginasInforme 5-2Reimer LM100% (1)
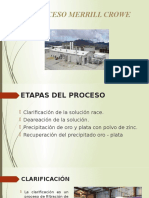
- Proceso Merrill CroweDocumento8 páginasProceso Merrill Crowebrigitte molinaAún no hay calificaciones
- Vymsa2012 UCDocumento6 páginasVymsa2012 UCTania Maiz CespedesAún no hay calificaciones
- Trabajo 2 de GeoDocumento5 páginasTrabajo 2 de GeoAndree HuayhuaAún no hay calificaciones
- Mecánica de Fluidos Válvulas y Bombas - PPSXDocumento40 páginasMecánica de Fluidos Válvulas y Bombas - PPSXDanielAún no hay calificaciones
- Concentracion IDocumento33 páginasConcentracion IFil Melchor ChavezAún no hay calificaciones
- Estacion de Cicloneo Rev - 1Documento1 páginaEstacion de Cicloneo Rev - 1Alex SerranoAún no hay calificaciones
- Copia de Reactivos Royal Chemical Flotacion Mixtos CuDocumento10 páginasCopia de Reactivos Royal Chemical Flotacion Mixtos CuJorge Alberto Añazco EscobarAún no hay calificaciones
- Ticse CFDocumento155 páginasTicse CFLelis Breas VillarAún no hay calificaciones
- Diseño de Circuito de Molienda Convencional-001Documento51 páginasDiseño de Circuito de Molienda Convencional-001Carlos Daniel Cuba JaraAún no hay calificaciones
- Rolado y CizalladoDocumento17 páginasRolado y CizalladoEduardo LópezAún no hay calificaciones
- Microscopia en Concentrado de PlomoDocumento35 páginasMicroscopia en Concentrado de PlomoRegina Choque HuallpaAún no hay calificaciones
- Benavente Correlacion Rempirica ModificadDocumento40 páginasBenavente Correlacion Rempirica ModificadChristofer EspinozaAún no hay calificaciones
- Balance en Una Mina de ConcentradoDocumento26 páginasBalance en Una Mina de Concentradolewis poma rojasAún no hay calificaciones
- Circuito de Molienda Enero 2018Documento9 páginasCircuito de Molienda Enero 2018andrea rivera yucraAún no hay calificaciones
- Ciclones en MoliendaDocumento19 páginasCiclones en MoliendalesliAún no hay calificaciones
- Concentración en Espirales HumphreyDocumento13 páginasConcentración en Espirales HumphreyMartha EstradaAún no hay calificaciones
- Teoria de Smith IchiyenDocumento18 páginasTeoria de Smith IchiyenBrian KenyiAún no hay calificaciones
- Consolidado Equipos Mecanicos Rev.2Documento155 páginasConsolidado Equipos Mecanicos Rev.2David SalgueroAún no hay calificaciones
- Informe 1 - Árbol de Agitación Completo - Celdas ConvencionalesDocumento3 páginasInforme 1 - Árbol de Agitación Completo - Celdas ConvencionalesEduardoAún no hay calificaciones
- Semana 4 - Productos Notables (PS 2020)Documento32 páginasSemana 4 - Productos Notables (PS 2020)NiaAún no hay calificaciones
- 0171000501-0000-01-PC-001 GrnalDocumento26 páginas0171000501-0000-01-PC-001 GrnalLuis Cristhian Moreno CastillonAún no hay calificaciones
- Flotacion - Fundamentos (Sergio Castro)Documento181 páginasFlotacion - Fundamentos (Sergio Castro)Steven DziobaAún no hay calificaciones
- Hid Roc I ClonesDocumento38 páginasHid Roc I ClonesMiguel Jiménez FloresAún no hay calificaciones
- Comparacion Entre Teoria de Conminucion Clasica y La Teoria Moderna de ConminucionDocumento9 páginasComparacion Entre Teoria de Conminucion Clasica y La Teoria Moderna de ConminucionAmerico Ylich Oscanoa Alvarez100% (1)
- Informe N°30 Inversiones A&m - Polimetálico PDFDocumento8 páginasInforme N°30 Inversiones A&m - Polimetálico PDFAlexis Loyaga JuliánAún no hay calificaciones
- Informe N°31 Manchego Red MineraDocumento10 páginasInforme N°31 Manchego Red MineraAlexis Loyaga JuliánAún no hay calificaciones
- Informe Prueba de Flotacion de Plomo y ZincDocumento7 páginasInforme Prueba de Flotacion de Plomo y ZincGiann Culquitante MorenoAún no hay calificaciones
- Curso de FlotacionDocumento32 páginasCurso de Flotacionanthony_castilla0% (1)
- EstabilidaddetaludesDocumento7 páginasEstabilidaddetaludesRichard Gutierrez ChoqueAún no hay calificaciones
- Estequiometria Cov Guia2Documento4 páginasEstequiometria Cov Guia2FRANCISCA MUÑOZAún no hay calificaciones
- Operador MotoniveladoraDocumento3 páginasOperador MotoniveladoraCamilaBarreraAún no hay calificaciones
- ForonTemnnticonSemanan3 985ee52529662b6Documento4 páginasForonTemnnticonSemanan3 985ee52529662b6Pabloko000Aún no hay calificaciones
- Menbrana CelularDocumento2 páginasMenbrana CelularasasasAún no hay calificaciones
- A-UNIDAD 1 - Selección de InstruemntosDocumento39 páginasA-UNIDAD 1 - Selección de InstruemntosRosinaldo Huanaco SuycoAún no hay calificaciones
- Proyecto Hormigon II Yopal Concepto AbiertoDocumento139 páginasProyecto Hormigon II Yopal Concepto AbiertosebastumorrowAún no hay calificaciones
- Practica Laboratorio Fisica 10 III PeriodoDocumento3 páginasPractica Laboratorio Fisica 10 III PeriodoclaudiaAún no hay calificaciones
- Practica II - Propiedades de Los FluidosDocumento4 páginasPractica II - Propiedades de Los FluidosJesus David Perez50% (2)
- 2.4 Motores de Corriente Directa-Fuerza CotraelectromotrizDocumento12 páginas2.4 Motores de Corriente Directa-Fuerza CotraelectromotrizALFONSO RODRIGUEZ CORDOVAAún no hay calificaciones
- Informe EciDocumento12 páginasInforme EciNicolas SantiagoAún no hay calificaciones
- Planta de Gas PalomaDocumento11 páginasPlanta de Gas PalomaeliasAún no hay calificaciones
- Practiquemos Semana 1 2021.0 V CC VFDocumento14 páginasPractiquemos Semana 1 2021.0 V CC VFleonardo joel apaza casasAún no hay calificaciones
- Ej 5-15 Unidad 2 QuímicaDocumento10 páginasEj 5-15 Unidad 2 QuímicaDIEGO MATÍAS QUINTANA BORDAAún no hay calificaciones
- F3-Cap04-Ley de Faraday e InductanciaDocumento96 páginasF3-Cap04-Ley de Faraday e InductanciaSofía Ramírez FloresAún no hay calificaciones
- Clase 04.01.19Documento2 páginasClase 04.01.19Kevin RamosAún no hay calificaciones
- Proyecto. U-5. SubestacionesDocumento37 páginasProyecto. U-5. SubestacionesRuben Eduardo Tejeda QuirozAún no hay calificaciones
- Análisis de Generación Solar - Villarpando - R1 - Con Anexos PDFDocumento41 páginasAnálisis de Generación Solar - Villarpando - R1 - Con Anexos PDFPedro BlancoAún no hay calificaciones
- Como Se Construye Un Pozo A TierraDocumento4 páginasComo Se Construye Un Pozo A Tierralesly churaAún no hay calificaciones
- ASyS P05Documento16 páginasASyS P05Daniel NAún no hay calificaciones
- CGS - Pets - 03 - Energizar Vent y BombasDocumento4 páginasCGS - Pets - 03 - Energizar Vent y BombasFranco VilcamangoAún no hay calificaciones
- Manual de Usuario - Tekmedical - DESA - V - 1 - 6Documento61 páginasManual de Usuario - Tekmedical - DESA - V - 1 - 6Deco Gia100% (2)
- Unidad 6 Flujo Multifasico en EstrangulaoresDocumento24 páginasUnidad 6 Flujo Multifasico en EstrangulaoresMaria HernándezAún no hay calificaciones
- 01 Ac y BaseDocumento9 páginas01 Ac y BaseRoy J. YshtayAún no hay calificaciones
- Taller 3P3Documento1 páginaTaller 3P3Andersson GrijalbaAún no hay calificaciones
- Práctica Alumbre de Amonio FinalizadoDocumento26 páginasPráctica Alumbre de Amonio FinalizadoCamilo Rafael Osorio PintoAún no hay calificaciones
- Resumen Conceptos Basicos Primera ParteDocumento7 páginasResumen Conceptos Basicos Primera ParteJhorian Daniel Daza RamirezAún no hay calificaciones
- Maquina de Flujos I ParcialDocumento2 páginasMaquina de Flujos I ParcialEliana Martínez SilveroAún no hay calificaciones
- PDF Teorias Sobre El Origen Del Universo. SEXTO GRADO SOCIALESDocumento6 páginasPDF Teorias Sobre El Origen Del Universo. SEXTO GRADO SOCIALESHansel PeñaAún no hay calificaciones
- Trabajo y EnergíaDocumento2 páginasTrabajo y EnergíaGabriel González SantibañezAún no hay calificaciones