También podría gustarte
- Perforación de pozos petroleros en tierraDe EverandPerforación de pozos petroleros en tierraAún no hay calificaciones
- Sumario de Ensayos API 650Documento11 páginasSumario de Ensayos API 650CALLESJAún no hay calificaciones
- Resumen Api 653Documento15 páginasResumen Api 653Jesus RC100% (3)
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- Anexo F-Api 653Documento3 páginasAnexo F-Api 653johanAún no hay calificaciones
- END Aplicables API 653Documento7 páginasEND Aplicables API 653davidcama16Aún no hay calificaciones
- Catálogo TransformadoresDocumento6 páginasCatálogo TransformadoresDacia Rocio GuerreroAún no hay calificaciones
- Tuberias de PRFV Puesta en ObraDocumento73 páginasTuberias de PRFV Puesta en Obranelson_fsiAún no hay calificaciones
- Informe Tecnico Fabricacion de Cojinetes PDFDocumento5 páginasInforme Tecnico Fabricacion de Cojinetes PDFIsabel Cabudiva Acuña100% (1)
- Catalogo Ischebeck 2012 PDFDocumento44 páginasCatalogo Ischebeck 2012 PDFIo Capisco100% (1)
- CFI-C-F-M-004. Master de Torque Tornilleria.Documento3 páginasCFI-C-F-M-004. Master de Torque Tornilleria.Rosalino JimenezAún no hay calificaciones
- Informe PetramasDocumento10 páginasInforme PetramasJosselyn Jazzmin Flores RojasAún no hay calificaciones
- Mantto Radiador Komatsu 930E-1Documento27 páginasMantto Radiador Komatsu 930E-1enriqueAún no hay calificaciones
- Mantto Radiador Komatsu 930E-1 PDFDocumento27 páginasMantto Radiador Komatsu 930E-1 PDFenriqueAún no hay calificaciones
- Api 650 Tgs-Ing-012 - 0 TKDocumento6 páginasApi 650 Tgs-Ing-012 - 0 TKsantiago barrionuevoAún no hay calificaciones
- Avances de Trabajos de Reparacion 2021.1Documento11 páginasAvances de Trabajos de Reparacion 2021.1joelbarsallo01Aún no hay calificaciones
- ETG-D.1.07 Montaje y Pruebas de Recepción en Sitio A Condensadores AcoplamientoDocumento9 páginasETG-D.1.07 Montaje y Pruebas de Recepción en Sitio A Condensadores AcoplamientoLuis Andres Pradenas FuentesAún no hay calificaciones
- Data Sheet Tanque de Aditivac.Documento2 páginasData Sheet Tanque de Aditivac.Haydé Miranda MantillaAún no hay calificaciones
- Executive SummaryDocumento2 páginasExecutive SummaryTomas stuvenAún no hay calificaciones
- Asme - TemaDocumento3 páginasAsme - TemaRicardo Sanchez MaldonadoAún no hay calificaciones
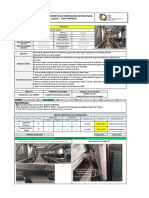
- SKFN0065 - REPORTE DE INSPECCION ESTRUCTURA Galeria - FAJA TRIPPER - 18-01-2023Documento4 páginasSKFN0065 - REPORTE DE INSPECCION ESTRUCTURA Galeria - FAJA TRIPPER - 18-01-2023OSCAR DAGA CARAVANTESAún no hay calificaciones
- Esp-Tec-Val-05Documento1 páginaEsp-Tec-Val-05Fernando Martinez BravoAún no hay calificaciones
- Bocina de Eje de Levas B GasDocumento4 páginasBocina de Eje de Levas B GasanticonaeliceoAún no hay calificaciones
- GyM - Sgc.in.1000 Instructivo Concreto y Check List Rev RQDocumento16 páginasGyM - Sgc.in.1000 Instructivo Concreto y Check List Rev RQLuis Antonio Focón ColinaAún no hay calificaciones
- TCB Castellano N-1603-EDocumento16 páginasTCB Castellano N-1603-EAndrés Tuesca Clase de inglesAún no hay calificaciones
- Datos Técnicos: Rociadores Colgantes Respuesta Rápida VK329 (K2.8) 1. DescripciónDocumento6 páginasDatos Técnicos: Rociadores Colgantes Respuesta Rápida VK329 (K2.8) 1. DescripciónJimmy Barrientos AzurinAún no hay calificaciones
- Ficha de Cumplimiento Del Documento Básico DB SE-F SEGURIDAD ESTRUCTURAL: FÁBRICADocumento2 páginasFicha de Cumplimiento Del Documento Básico DB SE-F SEGURIDAD ESTRUCTURAL: FÁBRICACrisseddaAún no hay calificaciones
- TDT RP - Indicador de FallaDocumento83 páginasTDT RP - Indicador de FallaAndersonPucaHuamanAún no hay calificaciones
- FICHAS TECNICAS ContraincendiosDocumento12 páginasFICHAS TECNICAS ContraincendiosRolando Alfredo Samayoa martinezAún no hay calificaciones
- Nte Inen 3049-4 PDFDocumento15 páginasNte Inen 3049-4 PDFSebastián AvilezAún no hay calificaciones
- Cat ES MI Titan IschebeckDocumento44 páginasCat ES MI Titan IschebeckKevin CoralAún no hay calificaciones
- Loctite 242Documento3 páginasLoctite 242Lea7herfaceAún no hay calificaciones
- Certificado Final Repsol HuancayoDocumento11 páginasCertificado Final Repsol HuancayoWalter Chia Jara100% (1)
- Mechanical Quality Dossier of Solvent Tanks 147 m3Documento563 páginasMechanical Quality Dossier of Solvent Tanks 147 m3gatoAún no hay calificaciones
- Resumen Api 653Documento4 páginasResumen Api 653Jairo GomezAún no hay calificaciones
- Ficha Tecnica de Caja RaweldDocumento2 páginasFicha Tecnica de Caja RaweldLUIS MIGUEL PALOMINO YURIVILCAAún no hay calificaciones
- Especificación Normalizada: Tecnicas Reunidas, S.ADocumento5 páginasEspecificación Normalizada: Tecnicas Reunidas, S.AaquilesanchezAún no hay calificaciones
- 4.sistemas de CompletaciónDocumento32 páginas4.sistemas de CompletaciónRodrigo Machuca MenesesAún no hay calificaciones
- Practica de Guia 1Documento7 páginasPractica de Guia 1Ronaldo Sebastian Zeballos FernandezAún no hay calificaciones
- FICHA TÉCNICA DE TANQUE SUBTERRÁNEO 18-08-2020. FinalDocumento21 páginasFICHA TÉCNICA DE TANQUE SUBTERRÁNEO 18-08-2020. FinalMaría Alejandra Gaviria PlazasAún no hay calificaciones
- 175 83 06 Trivac BDocumento4 páginas175 83 06 Trivac BAnonymous cZ0Sn4hxFAún no hay calificaciones
- EE - TT. San Pedro V4Documento165 páginasEE - TT. San Pedro V4Fredd Ganzo PinedaAún no hay calificaciones
- Valvula de Bola Diseno Trunnion PDFDocumento14 páginasValvula de Bola Diseno Trunnion PDFRoy Alexander Saavedra FaldinAún no hay calificaciones
- Pozos de Registro - UNE-EN 1917 - ASTM - DN1000 (Ed 5)Documento12 páginasPozos de Registro - UNE-EN 1917 - ASTM - DN1000 (Ed 5)prejeaAún no hay calificaciones
- Grupo9 GPC Ex FinalDocumento18 páginasGrupo9 GPC Ex FinalNicolle PadillaAún no hay calificaciones
- Ewse SDP Met 514610 Ic Man 10004 RaDocumento38 páginasEwse SDP Met 514610 Ic Man 10004 RaEnrique ColomboAún no hay calificaciones
- Datos Técnicos: 1. DescripciónDocumento10 páginasDatos Técnicos: 1. DescripciónLUDERAún no hay calificaciones
- Pozos de Registro - UNE-EN 1917 - ASTM - DN1000 - DN1200 (Ed 4)Documento13 páginasPozos de Registro - UNE-EN 1917 - ASTM - DN1000 - DN1200 (Ed 4)prejeaAún no hay calificaciones
- Solicitud de Trabajo de IngenieríaDocumento2 páginasSolicitud de Trabajo de IngenieríaAldo LópezAún no hay calificaciones
- Instalacion y Puesta E-S de Sist Contra Explosion e Incendio en TransformadoresDocumento11 páginasInstalacion y Puesta E-S de Sist Contra Explosion e Incendio en Transformadorescarlos albertoAún no hay calificaciones
- Bomba CENTRIFUGO HELICOIDAL PDFDocumento27 páginasBomba CENTRIFUGO HELICOIDAL PDFfrankz89Aún no hay calificaciones
- Inspección Visual de Soldaduras en Recipientes A PresiónDocumento70 páginasInspección Visual de Soldaduras en Recipientes A Presiónanon_837675228100% (1)
- AA00046C Field Welding For Assembly or Repair All Komatsu Equipment. (Spanish)Documento10 páginasAA00046C Field Welding For Assembly or Repair All Komatsu Equipment. (Spanish)Andree Ayma NuñezAún no hay calificaciones
- Instructivo Concreto y Check List Rev RQDocumento16 páginasInstructivo Concreto y Check List Rev RQAnthony MurgaAún no hay calificaciones
- 1 Tornillo, Tuerca y EsparragoDocumento41 páginas1 Tornillo, Tuerca y EsparragoClavijo Urueña Duvan100% (3)
- BombasGoulds - NPE Technical Brochure - En.esDocumento16 páginasBombasGoulds - NPE Technical Brochure - En.eslinda stefanya garcia gilAún no hay calificaciones
- ANEXO1 Terminos Referencia - JAGUEYDocumento15 páginasANEXO1 Terminos Referencia - JAGUEYandres martinezAún no hay calificaciones
- Plan de CalidadDocumento5 páginasPlan de Calidadguerrero1957Aún no hay calificaciones
- Conector de Anclaje Dielectrico de Una ArgollaDocumento3 páginasConector de Anclaje Dielectrico de Una ArgollaIsabel BastidasAún no hay calificaciones
- Annex UDocumento6 páginasAnnex UOscar J MirandaAún no hay calificaciones
- Ficha Técnica Espárragos y TuercasDocumento4 páginasFicha Técnica Espárragos y TuercasHugo Marcelo Valdivia AguileraAún no hay calificaciones
- Introduccion ISO 8502Documento4 páginasIntroduccion ISO 8502Oscar J MirandaAún no hay calificaciones
- Presentacion Alfapay Agosto 2021Documento10 páginasPresentacion Alfapay Agosto 2021Oscar J MirandaAún no hay calificaciones
- Unión Adaptador Brida para Hdpev2Documento2 páginasUnión Adaptador Brida para Hdpev2Oscar J MirandaAún no hay calificaciones
- 008 Aplicacion de RecubrimientosDocumento43 páginas008 Aplicacion de RecubrimientosOscar J MirandaAún no hay calificaciones
- EXT IBZMpGSQb6I3maDpmH7DDocumento7 páginasEXT IBZMpGSQb6I3maDpmH7DdietersimaAún no hay calificaciones
- ASME - Bombas Centrifugas Funcionamiento, Selección y OperaciónDocumento3 páginasASME - Bombas Centrifugas Funcionamiento, Selección y OperaciónOscar J MirandaAún no hay calificaciones
- Tanques RecipientesDocumento13 páginasTanques Recipientesgustaboo4253Aún no hay calificaciones
- Norma ASME SoldaduraDocumento275 páginasNorma ASME SoldaduraWilliam F. León97% (30)
- Sistema para La Inspección Automática Por Ultrasonidos en Tanques de AlmacenamientoDocumento5 páginasSistema para La Inspección Automática Por Ultrasonidos en Tanques de AlmacenamientoLuis Eduardo Perez Rangel0% (1)
- Gestion Activos Aporte Mtto 2014 PDFDocumento26 páginasGestion Activos Aporte Mtto 2014 PDFRobin GomezAún no hay calificaciones
- Decreto 160Documento52 páginasDecreto 160Jay AdkinsAún no hay calificaciones
- Ensayosnodestructivos 141104135153 Conversion Gate01Documento23 páginasEnsayosnodestructivos 141104135153 Conversion Gate01rokoto98Aún no hay calificaciones
- Catalogo CWI PDFDocumento23 páginasCatalogo CWI PDFYhony Cori0% (1)
- Apunte Ultrasonido 2012 PDFDocumento41 páginasApunte Ultrasonido 2012 PDFNorman ricardoAún no hay calificaciones
- Inteligencia EmocionalDocumento13 páginasInteligencia EmocionalOscar J MirandaAún no hay calificaciones
- Norma ASME SoldaduraDocumento275 páginasNorma ASME SoldaduraWilliam F. León97% (30)
- Libro Andamios Layher PDFDocumento119 páginasLibro Andamios Layher PDFEndika Berecibar Lacalle100% (5)
- Apunte Ultrasonido 2012 PDFDocumento41 páginasApunte Ultrasonido 2012 PDFNorman ricardoAún no hay calificaciones
- Defectos de Pintura en CochesDocumento44 páginasDefectos de Pintura en Cochesyeyito2011Aún no hay calificaciones
- API 653 CursoDocumento109 páginasAPI 653 CursoOscar J Miranda100% (2)
- SSPC-Guía 15Documento13 páginasSSPC-Guía 15Ch C Luis100% (1)
- Instalacion de GasDocumento7 páginasInstalacion de GasOscar J MirandaAún no hay calificaciones
- Proceso FCAWDocumento25 páginasProceso FCAWHugo Alfredo Ordóñez Chocano100% (1)
- Modelo de Estudio Velas JaponesasDocumento107 páginasModelo de Estudio Velas JaponesasDav Spain100% (7)
- D1.1 2015 Spa PV PDFDocumento25 páginasD1.1 2015 Spa PV PDFc.brusco0% (1)
- Diagrama de Fusibles y Relés para Ford Transit (20Documento13 páginasDiagrama de Fusibles y Relés para Ford Transit (20Mi FamiliaAún no hay calificaciones
- Biosíntesis de CocaínaDocumento5 páginasBiosíntesis de CocaínaAlberto Antonio Alvarez AlvaradoAún no hay calificaciones
- La Isla de Las TentacionesDocumento4 páginasLa Isla de Las Tentacionesshakira canteroAún no hay calificaciones
- TALLER de Inserción de Citas - Monografía-ApaDocumento50 páginasTALLER de Inserción de Citas - Monografía-ApaJosé TimanáAún no hay calificaciones
- 04 OLAS Cat General Niessen 2008Documento28 páginas04 OLAS Cat General Niessen 2008José Antonio De Dios RodríguezAún no hay calificaciones
- Estructuración Del PsiquismoDocumento6 páginasEstructuración Del PsiquismoAgustin ZehnderAún no hay calificaciones
- Analisis Obra Otelo El Moro de VeneciaDocumento5 páginasAnalisis Obra Otelo El Moro de VeneciaCarlos Alejandro RamirezAún no hay calificaciones
- Entrevista de Apego Adulto AaiDocumento26 páginasEntrevista de Apego Adulto AaiArreandoQueEsGerundio89% (9)
- Aprendizaje SocialDocumento16 páginasAprendizaje SocialbetsaidaAún no hay calificaciones
- Tema 3Documento32 páginasTema 3Gaston Gabachie Le FranceAún no hay calificaciones
- Prueba ObjetivaDocumento3 páginasPrueba ObjetivaEstuar DohorAún no hay calificaciones
- Diagnostico Situacional 4Documento6 páginasDiagnostico Situacional 4Paulina AntilefAún no hay calificaciones
- Ficha 2 Semana 29 Quimestre 2 Martes 22 de Diciembre de 2020Documento3 páginasFicha 2 Semana 29 Quimestre 2 Martes 22 de Diciembre de 2020Bianca MichelleAún no hay calificaciones
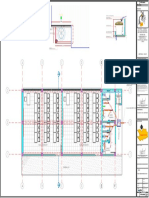
- Hidrosanitario Aulas-Inst-Aul-01aDocumento1 páginaHidrosanitario Aulas-Inst-Aul-01aFredy PereaAún no hay calificaciones
- U III Superacion PersonalDocumento5 páginasU III Superacion PersonalWendy TreviñoAún no hay calificaciones
- Daniel Estructuras MetalicasDocumento10 páginasDaniel Estructuras MetalicasLOPEZ TORRES DANIEL ALEJANDROAún no hay calificaciones
- Capítulo3Estad IDocumento12 páginasCapítulo3Estad IJuan MassAún no hay calificaciones
- Técnicas Trabajo ComunitarioDocumento8 páginasTécnicas Trabajo ComunitarioCONSTANZA CARDENAS VILOAún no hay calificaciones
- Método OCRADocumento14 páginasMétodo OCRAGabriella 'HerreraAún no hay calificaciones
- Diseño de Sistemas OperativosDocumento4 páginasDiseño de Sistemas OperativosCarlos Limachi0% (1)
- MATEMATICAS Solucionario Examenes de Ingreso Facultad de Economia 2019 y 2020 PDFDocumento84 páginasMATEMATICAS Solucionario Examenes de Ingreso Facultad de Economia 2019 y 2020 PDFRodrigo Cuizara Madriaga100% (3)
- Operacion de Montacarga Hasta 10 ToneladasDocumento2 páginasOperacion de Montacarga Hasta 10 ToneladasJULIO VILLARROELAún no hay calificaciones
- Catequesis Padres 2°Documento150 páginasCatequesis Padres 2°Sandra RiveraAún no hay calificaciones
- Publicidad en TVDocumento11 páginasPublicidad en TVcazAún no hay calificaciones
- Financiamiento A Largo PalzoDocumento3 páginasFinanciamiento A Largo PalzoMacarena Castillo PasaperaAún no hay calificaciones
- Plan 6to Grado - Bloque 4 Matemáticas (2016-2017)Documento25 páginasPlan 6to Grado - Bloque 4 Matemáticas (2016-2017)AnahíUrreaCastañeda100% (1)
- Memoria DescriptivaDocumento4 páginasMemoria DescriptivaPaola Enriquez CruzaleguiAún no hay calificaciones
- Escuela Nacional Crecimientos 3 y 4Documento72 páginasEscuela Nacional Crecimientos 3 y 4ATIT210% (1)
- Fundamentos de NutriciónDocumento19 páginasFundamentos de Nutriciónmildred.123solAún no hay calificaciones
- Informe Digital Estado PYME WOLOTECDocumento5 páginasInforme Digital Estado PYME WOLOTECPedro Ignacio Salazar Roijers WongAún no hay calificaciones
- Influencia. La psicología de la persuasiónDe EverandInfluencia. La psicología de la persuasiónCalificación: 4.5 de 5 estrellas4.5/5 (14)
- Anatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasDe EverandAnatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasCalificación: 4.5 de 5 estrellas4.5/5 (21)
- 7 tendencias digitales que cambiarán el mundoDe Everand7 tendencias digitales que cambiarán el mundoCalificación: 4.5 de 5 estrellas4.5/5 (87)
- La metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceDe EverandLa metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceCalificación: 5 de 5 estrellas5/5 (8)
- Reconstrucción de dientes endodonciados: Pautas de actuación clínicaDe EverandReconstrucción de dientes endodonciados: Pautas de actuación clínicaCalificación: 5 de 5 estrellas5/5 (4)
- Zensorialmente : Dejá que tu cuerpo sea tu cerebroDe EverandZensorialmente : Dejá que tu cuerpo sea tu cerebroAún no hay calificaciones
- La revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaDe EverandLa revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaCalificación: 5 de 5 estrellas5/5 (200)
- Trucos para Leer la Mente de los Demás: Cómo Adivinar el Pensamiento de los Demás con Poco Esfuerzo. 2 Libros en 1 - Secretos de la Psicología Oscura, Cómo ser un Detector de MentirasDe EverandTrucos para Leer la Mente de los Demás: Cómo Adivinar el Pensamiento de los Demás con Poco Esfuerzo. 2 Libros en 1 - Secretos de la Psicología Oscura, Cómo ser un Detector de MentirasCalificación: 4.5 de 5 estrellas4.5/5 (3)
- Disciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreDe EverandDisciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreCalificación: 5 de 5 estrellas5/5 (3)
- Batidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoDe EverandBatidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoCalificación: 5 de 5 estrellas5/5 (2)
- Excel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másDe EverandExcel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másCalificación: 2.5 de 5 estrellas2.5/5 (3)
- Clics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaDe EverandClics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaCalificación: 4.5 de 5 estrellas4.5/5 (117)
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónDe EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónCalificación: 5 de 5 estrellas5/5 (1)
- El péndulo de sanación: Péndulo hebreo. Investigación y sistematización de la técnicaDe EverandEl péndulo de sanación: Péndulo hebreo. Investigación y sistematización de la técnicaCalificación: 4.5 de 5 estrellas4.5/5 (27)
- Proyectos Arduino con Tinkercad: Diseño y programación de proyectos electrónicos basados en Arduino con TinkercadDe EverandProyectos Arduino con Tinkercad: Diseño y programación de proyectos electrónicos basados en Arduino con TinkercadCalificación: 5 de 5 estrellas5/5 (1)
- La vibración de las ondas cerebrales: Recuperar el ritmo de una vida saludable y felizDe EverandLa vibración de las ondas cerebrales: Recuperar el ritmo de una vida saludable y felizCalificación: 5 de 5 estrellas5/5 (7)
- La invasión de la pseudociencia: Claves para orientarse en un mundo en donde casi todo es posibleDe EverandLa invasión de la pseudociencia: Claves para orientarse en un mundo en donde casi todo es posibleCalificación: 4.5 de 5 estrellas4.5/5 (15)
- Neuroanatomía: Fundamentos de neuroanatomía estructural, funcional y clínicaDe EverandNeuroanatomía: Fundamentos de neuroanatomía estructural, funcional y clínicaCalificación: 4 de 5 estrellas4/5 (16)
- 50 técnicas de mindfulness para la ansiedad, la depresión, el estrés y el dolor: Mindfulness como terapiaDe Everand50 técnicas de mindfulness para la ansiedad, la depresión, el estrés y el dolor: Mindfulness como terapiaCalificación: 4 de 5 estrellas4/5 (37)
- Neurociencia para vencer la depresión: La esprial ascendenteDe EverandNeurociencia para vencer la depresión: La esprial ascendenteCalificación: 4.5 de 5 estrellas4.5/5 (10)
- Interpretación del ECG: Una Guía Práctica e Intuitiva para Aprender a Leer el ECG y Diagnosticar y Tratar ArritmiasDe EverandInterpretación del ECG: Una Guía Práctica e Intuitiva para Aprender a Leer el ECG y Diagnosticar y Tratar ArritmiasAún no hay calificaciones
- Lógica de programación: Solucionario en pseudocódigo – Ejercicios resueltosDe EverandLógica de programación: Solucionario en pseudocódigo – Ejercicios resueltosCalificación: 3.5 de 5 estrellas3.5/5 (7)