También podría gustarte
- Mantenimiento del sistema de arranque del motor del vehículo. TMVG0209De EverandMantenimiento del sistema de arranque del motor del vehículo. TMVG0209Calificación: 5 de 5 estrellas5/5 (2)
- MF1461_2 - Mantenimiento de primer nivel de vehículos de transporte por carreteraDe EverandMF1461_2 - Mantenimiento de primer nivel de vehículos de transporte por carreteraCalificación: 4 de 5 estrellas4/5 (2)
- Fresador FTX 80 FCDocumento43 páginasFresador FTX 80 FCJAVI VAREAAún no hay calificaciones
- Manual de Instrucciones TORNO DE BANCODocumento19 páginasManual de Instrucciones TORNO DE BANCOGiovanny Giglio InostrozaAún no hay calificaciones
- Cepilladora de Codo Gabriel YoniDocumento63 páginasCepilladora de Codo Gabriel YoniGabriel Yoni Chambi HanccoAún no hay calificaciones
- Bastidor de Tren de Rodaje ExcavadoraDocumento6 páginasBastidor de Tren de Rodaje ExcavadoraLy gonzaloAún no hay calificaciones
- 51721fr - 535001 - Manual Sierra Cinta Cortadora HuesosDocumento10 páginas51721fr - 535001 - Manual Sierra Cinta Cortadora HuesosRamses OrtizAún no hay calificaciones
- Manual para Equipo Serie ZHDocumento31 páginasManual para Equipo Serie ZHmartin mamúthAún no hay calificaciones
- Man Teb-GDocumento5 páginasMan Teb-Gcharlie1224Aún no hay calificaciones
- Moton Ive Ladora 000111111Documento46 páginasMoton Ive Ladora 000111111Jesus Luque TiconaAún no hay calificaciones
- PerforaciónDocumento11 páginasPerforaciónIRVINGAún no hay calificaciones
- CIGUEÑALDocumento29 páginasCIGUEÑALCarlos Nava herreraAún no hay calificaciones
- Manual de Operación y Mantenimiento Retro 1Documento41 páginasManual de Operación y Mantenimiento Retro 1miguel100% (5)
- Procedimiento de Trabajo Seguro LaminadoraDocumento7 páginasProcedimiento de Trabajo Seguro LaminadoraNicolas Roman ObrequeAún no hay calificaciones
- Cap06-Procedimientos Operativos - Eje Reb. ComercialDocumento28 páginasCap06-Procedimientos Operativos - Eje Reb. ComercialLuis ZutaraAún no hay calificaciones
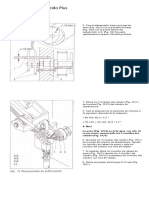
- Preset Plus AnlegerDocumento4 páginasPreset Plus AnlegerAnsel MayerAún no hay calificaciones
- Instrucciones de UtilizacionDocumento15 páginasInstrucciones de UtilizacionCagAún no hay calificaciones
- 416D, 420D, 424D, 428D, 430D, 432D, 442D, Manual-de-Operacion 50 PagDocumento42 páginas416D, 420D, 424D, 428D, 430D, 432D, 442D, Manual-de-Operacion 50 PagCristian amed Claros Zambrana100% (1)
- Manual Laminadora Semi-IndDocumento17 páginasManual Laminadora Semi-IndJosé Luís CameroAún no hay calificaciones
- Proyecto MotoniveladoraDocumento24 páginasProyecto MotoniveladoraLuis MilindriAún no hay calificaciones
- D8R 0Documento4 páginasD8R 0luis osorio alemanAún no hay calificaciones
- Manual Cortadoras MG 300 350 PDFDocumento8 páginasManual Cortadoras MG 300 350 PDFcristhianAún no hay calificaciones
- 06 - REMOCIÓN - INSTALACIÓN DEL MOTOR Hero Xpulse 200Documento8 páginas06 - REMOCIÓN - INSTALACIÓN DEL MOTOR Hero Xpulse 200fabyfuentes2003Aún no hay calificaciones
- Ajustar Pedal de EmbragueDocumento4 páginasAjustar Pedal de EmbragueJose CalveteAún no hay calificaciones
- Carcasa Del Motor - CigüeñalDocumento9 páginasCarcasa Del Motor - CigüeñalWillian PuertoAún no hay calificaciones
- Operación de Motoniveladora: IntroduccionDocumento91 páginasOperación de Motoniveladora: IntroduccionHerly Adilson Cabana CastilloAún no hay calificaciones
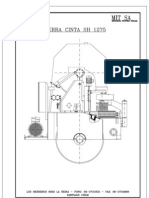
- Catalogo Mit Sh1275Documento20 páginasCatalogo Mit Sh1275Gabriel A Jaque Espinoza50% (2)
- Manual AfiladoraDocumento21 páginasManual AfiladorapabloAún no hay calificaciones
- Transmisión - EnsamblarDocumento32 páginasTransmisión - Ensamblarhenry lavieraAún no hay calificaciones
- N Trabajo - Traducción Manual Máquina LC20 UNIDO Mario Fernando Zuñiga Ramírez 2010 - 20959Documento89 páginasN Trabajo - Traducción Manual Máquina LC20 UNIDO Mario Fernando Zuñiga Ramírez 2010 - 20959mari0zrAún no hay calificaciones
- Acople D5Documento3 páginasAcople D5Alfredo SolanoAún no hay calificaciones
- DIRECCION Alta Presion 924GDocumento5 páginasDIRECCION Alta Presion 924GKevin William Gonzalez MejiaAún no hay calificaciones
- Trabajo Sierra HuinchaDocumento15 páginasTrabajo Sierra HuinchaCesar AranedaAún no hay calificaciones
- Manual Cortadoras MG 300 350Documento8 páginasManual Cortadoras MG 300 350Heumar DorianAún no hay calificaciones
- Cilin - Horizontal Rem. Int.Documento8 páginasCilin - Horizontal Rem. Int.JAIME1929Aún no hay calificaciones
- Manual EsrotzDocumento22 páginasManual EsrotzjmarcanoAún no hay calificaciones
- Instalar Cojinetes de BancadaDocumento5 páginasInstalar Cojinetes de Bancadagalvis1020100% (1)
- Alineacion Rodillos y Machetes Cilindros Picador A8810Documento4 páginasAlineacion Rodillos y Machetes Cilindros Picador A8810carlos andres mendezAún no hay calificaciones
- Montura de Camisas 1Documento6 páginasMontura de Camisas 1Ramiro correa100% (1)
- Frenos 2Documento3 páginasFrenos 2Daniel MacielAún no hay calificaciones
- JMA Manual CAPRI Ed 01 V 17Documento64 páginasJMA Manual CAPRI Ed 01 V 17celulas37Aún no hay calificaciones
- Ajustar Barra de TiroDocumento3 páginasAjustar Barra de TiroeduardoAún no hay calificaciones
- Manual St-3440 3740 3840 Espanhol Rev 21a40Documento20 páginasManual St-3440 3740 3840 Espanhol Rev 21a40hispanochilenosAún no hay calificaciones
- CS-533E, CP-533E Vibratory Compactor BZE00001-UP Desconexión Manual Del Freno de EstacionamientoDocumento5 páginasCS-533E, CP-533E Vibratory Compactor BZE00001-UP Desconexión Manual Del Freno de EstacionamientoCEVegaOAún no hay calificaciones
- CIGUENAL - WWW - Foronx4.com - ArDocumento7 páginasCIGUENAL - WWW - Foronx4.com - ArDiego LucchelliAún no hay calificaciones
- SB-1221-AS004 SK350LC-10 Diagnosing Travel Deviation (1) .En - EsDocumento6 páginasSB-1221-AS004 SK350LC-10 Diagnosing Travel Deviation (1) .En - EsRoberto JancasAún no hay calificaciones
- Rebanadora GranjerosDocumento11 páginasRebanadora GranjerosAlberto DuranAún no hay calificaciones
- Frenos Farmall JXDocumento9 páginasFrenos Farmall JXJulian ViescaAún no hay calificaciones
- Bomba Hidráulica Probar Ajustar.Documento18 páginasBomba Hidráulica Probar Ajustar.Porfirio Otero100% (2)
- CS-533E, CP-533E Vibratory Compactor BZE00001-UP Remolque de La MáquinaDocumento8 páginasCS-533E, CP-533E Vibratory Compactor BZE00001-UP Remolque de La MáquinaCEVegaOAún no hay calificaciones
- Pedal Del Embrague - AjustarDocumento4 páginasPedal Del Embrague - AjustarWilder OportoAún no hay calificaciones
- Cardan 4x4Documento9 páginasCardan 4x4Francisco AbreuAún no hay calificaciones
- EZ3200 - Spaans - Manual de InstruccionesDocumento36 páginasEZ3200 - Spaans - Manual de Instruccionesjaviercastro802016Aún no hay calificaciones
- Manual Taladro FresadorDocumento15 páginasManual Taladro FresadorCristhofer Huaca QuispeAún no hay calificaciones
- QuickServe en Línea - (4310736) ISX15 CM2250 SN Manual de ServicioDocumento23 páginasQuickServe en Línea - (4310736) ISX15 CM2250 SN Manual de ServicioHamilton miranda50% (2)
- Manual Rebanadora para Carnes FriasDocumento15 páginasManual Rebanadora para Carnes FriasALDO DANIEL PEREZ CALLEJASAún no hay calificaciones
- Rastra de Tiro Excentrica Modelo 753NGDocumento34 páginasRastra de Tiro Excentrica Modelo 753NGhedelsiAún no hay calificaciones
- 100 Preguntas Sobre Torno2 1Documento15 páginas100 Preguntas Sobre Torno2 1Victor Javier ZavaletaAún no hay calificaciones
- Pacuali 990Documento31 páginasPacuali 990Marius Marian TrandafirAún no hay calificaciones
- Mantenimiento, preparación y manejo de tractores. AGAC0108De EverandMantenimiento, preparación y manejo de tractores. AGAC0108Aún no hay calificaciones
- Ejercicios de ElectrohidráulicaDocumento15 páginasEjercicios de ElectrohidráulicaDiego RamirezAún no hay calificaciones
- PLC, en Sietmas de Control (Parte II)Documento16 páginasPLC, en Sietmas de Control (Parte II)Diego RamirezAún no hay calificaciones
- PLC, en Sistemas de Control. (Parte 1)Documento20 páginasPLC, en Sistemas de Control. (Parte 1)Diego RamirezAún no hay calificaciones
- Funcionamiento y Estructura de Un PLC (Part.1)Documento20 páginasFuncionamiento y Estructura de Un PLC (Part.1)Diego RamirezAún no hay calificaciones
- Informe Análisis de Vibraciones Evaluación Sumativa 2Documento5 páginasInforme Análisis de Vibraciones Evaluación Sumativa 2Diego RamirezAún no hay calificaciones
- TD3 Tecnicas de AnalisisDocumento11 páginasTD3 Tecnicas de AnalisisDiego RamirezAún no hay calificaciones
- Nomina 111175 RLVC89 30 08 2022 PortalDocumento1 páginaNomina 111175 RLVC89 30 08 2022 PortalDiego RamirezAún no hay calificaciones
- Instrucciones Sumatva 2Documento2 páginasInstrucciones Sumatva 2Diego RamirezAún no hay calificaciones
- Tubería M VálvulasDocumento6 páginasTubería M VálvulasDiego RamirezAún no hay calificaciones
- Nomina 111175 RLVC89 31 08 2022 PortalDocumento1 páginaNomina 111175 RLVC89 31 08 2022 PortalDiego RamirezAún no hay calificaciones
- Fundamentos de LubricantesDocumento59 páginasFundamentos de LubricantesDiego RamirezAún no hay calificaciones
- Nomina 111175 RLVC89 30 08 2022 PortalDocumento1 páginaNomina 111175 RLVC89 30 08 2022 PortalDiego RamirezAún no hay calificaciones
- Eva. Parcial 1 Sección V-E20Documento3 páginasEva. Parcial 1 Sección V-E20Diego RamirezAún no hay calificaciones
- Ejemplo Selección de Cilindros.Documento5 páginasEjemplo Selección de Cilindros.Diego RamirezAún no hay calificaciones
- Evaluacion Práctica EV#2Documento8 páginasEvaluacion Práctica EV#2Diego RamirezAún no hay calificaciones
- Guía de Bolsillo Respuesta IncidentesDocumento110 páginasGuía de Bolsillo Respuesta IncidentesSan GrivaAún no hay calificaciones
- Ref Area Abc Qu S6Documento3 páginasRef Area Abc Qu S6Fabian RomeroAún no hay calificaciones
- Catalogo MotoresDocumento12 páginasCatalogo MotoresAlfredoAún no hay calificaciones
- Problemas IR IDocumento30 páginasProblemas IR IWill TamAún no hay calificaciones
- Medicion y Muestreo de Transporte de SedimentosDocumento8 páginasMedicion y Muestreo de Transporte de SedimentosAlbertoMamaniNorabuena100% (1)
- Fisiologia HemostasiaDocumento44 páginasFisiologia HemostasiaIsmael MedinaAún no hay calificaciones
- Simulacro de Evaluacion Final Fisica Uno Noviembre Del 2019Documento4 páginasSimulacro de Evaluacion Final Fisica Uno Noviembre Del 2019Samantha BustamanteAún no hay calificaciones
- Que Entiende Por Estructura y Elementos EstructuralesDocumento1 páginaQue Entiende Por Estructura y Elementos EstructuralesRojas Iquiapaza ZafariAún no hay calificaciones
- Exposicion Gases IndustrialesDocumento24 páginasExposicion Gases IndustrialesOriana VargasAún no hay calificaciones
- Craqueo TermicoDocumento16 páginasCraqueo TermicoVannesSiita CoNdeAún no hay calificaciones
- Proyecto Planta de Tratamiento de Aguas Residuales AcobambaDocumento6 páginasProyecto Planta de Tratamiento de Aguas Residuales AcobambaMario SustaitaAún no hay calificaciones
- Ctbiol 2ºs IvpDocumento11 páginasCtbiol 2ºs IvpTito YalliAún no hay calificaciones
- Astm D 4007-2015Documento13 páginasAstm D 4007-2015Victor Manuel Contreras HernandezAún no hay calificaciones
- Determinacion de CromoDocumento20 páginasDeterminacion de CromoEsthefani Silva100% (1)
- Enlace y Geometria Molecular IDocumento7 páginasEnlace y Geometria Molecular IkjgAún no hay calificaciones
- Abstracciones o Pérdidas Hidrológicas 1Documento11 páginasAbstracciones o Pérdidas Hidrológicas 1Claudia Yucra SullcaAún no hay calificaciones
- Practica Extraccion de CafeinaDocumento3 páginasPractica Extraccion de CafeinaYuri BandaAún no hay calificaciones
- Galgas ExtensiométricasDocumento27 páginasGalgas ExtensiométricasJhoanIñiguez100% (1)
- Informe - Extracción Sólido-Líquido Aguacate HassDocumento15 páginasInforme - Extracción Sólido-Líquido Aguacate HassPaolaArias100% (1)
- INTRODUCCION Sindrome NefrotoxicoDocumento34 páginasINTRODUCCION Sindrome NefrotoxicoRenys Rams100% (1)
- 1.1. Norma ASTMD 1360 98 CarbonizacionDocumento4 páginas1.1. Norma ASTMD 1360 98 CarbonizacionCharly Loor L PrimosAún no hay calificaciones
- Manual Sap2000Documento32 páginasManual Sap2000Alberto LaimeAún no hay calificaciones
- Taller de Nomenclatura Inorganica (Quimica) LKCQDocumento18 páginasTaller de Nomenclatura Inorganica (Quimica) LKCQLUZVY KELLY CONDORI QUISPEAún no hay calificaciones
- Botiquin 2015Documento11 páginasBotiquin 2015Gabriela Zavaleta Camacho100% (1)
- TallerDocumento9 páginasTallerdavid esteban33% (3)
- Relaciones Momento CurvaturaDocumento6 páginasRelaciones Momento CurvaturalarryAún no hay calificaciones
- #1 Informe Geoquimica Aplicada .Documento9 páginas#1 Informe Geoquimica Aplicada .Manuel Marquez HijarAún no hay calificaciones
- Agua Dura - Wikipedia, La Enciclopedia LibreDocumento4 páginasAgua Dura - Wikipedia, La Enciclopedia LibreFabian Molina CarvajalAún no hay calificaciones
- Ficha Tecnica Croissant de QuesoDocumento2 páginasFicha Tecnica Croissant de QuesoAnonymous lg8UvHKAún no hay calificaciones
- 6 QuimicaDocumento17 páginas6 QuimicaYorch PinoAún no hay calificaciones