También podría gustarte
- Informe Técnico Inyectores Continental Ford Ranger.Documento3 páginasInforme Técnico Inyectores Continental Ford Ranger.Nestor SusanibarAún no hay calificaciones
- Informe Tecnico Dmax 3.0 VP44Documento3 páginasInforme Tecnico Dmax 3.0 VP44Mauricio Navarro santanaAún no hay calificaciones
- Nissan CD 17 PDFDocumento5 páginasNissan CD 17 PDFJunior Alache67% (3)
- Mecánica de Materiales - Beer, Johnston - 6edDocumento58 páginasMecánica de Materiales - Beer, Johnston - 6edWilmer HuangaAún no hay calificaciones
- Motor de Arranque+CorollaDocumento34 páginasMotor de Arranque+Corollarobert_ochoa_20100% (1)
- Consumo Excesivo de Aceite de MotorDocumento2 páginasConsumo Excesivo de Aceite de MotorPercyAún no hay calificaciones
- Prueba de Motor Camara, Presion de Acite, Turbo y Termostato Motor John Deere 6.8LDocumento7 páginasPrueba de Motor Camara, Presion de Acite, Turbo y Termostato Motor John Deere 6.8LTomás RuedaAún no hay calificaciones
- 9320a217g DatosDocumento4 páginas9320a217g DatosJackeline Diaz100% (1)
- Manual de uso de NCT‐3000 traducido al españolDocumento15 páginasManual de uso de NCT‐3000 traducido al españoledgar luisAún no hay calificaciones
- Grúa Hidráulica Articulada Modelo: N 9000Documento3 páginasGrúa Hidráulica Articulada Modelo: N 9000EL FedeAún no hay calificaciones
- E Plantilla (Diagnóstico Falla)Documento6 páginasE Plantilla (Diagnóstico Falla)FreddyAún no hay calificaciones
- Circuito Del Sensor Del Rango de Transmisión - Solución de ProblemasDocumento2 páginasCircuito Del Sensor Del Rango de Transmisión - Solución de ProblemasDeiby CeleminAún no hay calificaciones
- John Deere 4955 7.6d TurboDocumento3 páginasJohn Deere 4955 7.6d TurboIrving Alexander RujanoAún no hay calificaciones
- BOSCH Valores de Comprobación EP, Equipo de Inyección DieselDocumento1 páginaBOSCH Valores de Comprobación EP, Equipo de Inyección Dieselluis vazquezAún no hay calificaciones
- b0012 b0014 SilveradoDocumento7 páginasb0012 b0014 SilveradoGerardo Cessa SolisAún no hay calificaciones
- Camion Agrale A8700 4x4Documento2 páginasCamion Agrale A8700 4x4Alejandro MartinezAún no hay calificaciones
- Sistema de CombustibleDocumento2 páginasSistema de CombustibleRamón Mangles0% (1)
- 0 460 426 368 DespieceDocumento6 páginas0 460 426 368 DespieceVictor MontesdeocaAún no hay calificaciones
- Calaje Bomba de Inyección MtuDocumento2 páginasCalaje Bomba de Inyección MtumanuelAún no hay calificaciones
- Volvo S40 Manual 5Documento3 páginasVolvo S40 Manual 5Yasmani CardenasAún no hay calificaciones
- Despiece Reg 2Documento3 páginasDespiece Reg 2Luis Segovia CortesAún no hay calificaciones
- (8T) Hidrogrubert N25000Documento3 páginas(8T) Hidrogrubert N25000Juan AndresAún no hay calificaciones
- Wa0000Documento56 páginasWa0000alejandro sanchez100% (1)
- Provador de InyectoresDocumento13 páginasProvador de InyectoresYerber ZedanoAún no hay calificaciones
- Practica 1 Lab Control AutomaticoDocumento9 páginasPractica 1 Lab Control Automaticobrianj01Aún no hay calificaciones
- SISU Citius 44-49-66-74-84 CTA TIER III Parte6 PDFDocumento16 páginasSISU Citius 44-49-66-74-84 CTA TIER III Parte6 PDFRicardo AguirreAún no hay calificaciones
- Teléfono: Fax: VAT Registration No.:: Fabricante: Modelo: Año: Matrícula: Kilometraje: Número de Trabajo: FechaDocumento4 páginasTeléfono: Fax: VAT Registration No.:: Fabricante: Modelo: Año: Matrícula: Kilometraje: Número de Trabajo: FechaChristian Hernandez100% (1)
- Volare V6 V7 V8 W9 DW9 - SpecsDocumento2 páginasVolare V6 V7 V8 W9 DW9 - SpecsDalmir AbreuAún no hay calificaciones
- Manual de Revision de La Caja de Transferencia Borg-Warner 44-62Documento42 páginasManual de Revision de La Caja de Transferencia Borg-Warner 44-62omaramun100% (1)
- Bosch Service Excellence - Proceso de TallerDocumento8 páginasBosch Service Excellence - Proceso de TallerOrlando CosquilloAún no hay calificaciones
- G&R Autopartes Catalogo Marzo 2023 - Alternadores y ArrancadoresDocumento54 páginasG&R Autopartes Catalogo Marzo 2023 - Alternadores y ArrancadoresPaulo Rojas CozAún no hay calificaciones
- m_01_0001Documento3 páginasm_01_0001Edduar MitreAún no hay calificaciones
- Filtros Ed Aceit EeqiDocumento14 páginasFiltros Ed Aceit Eeqitransporte fin de mundoAún no hay calificaciones
- Citroen-Xantia 1994 ES Manual de Taller Sistema Electrico B9cca69d9cDocumento18 páginasCitroen-Xantia 1994 ES Manual de Taller Sistema Electrico B9cca69d9cMauricio CarpioAún no hay calificaciones
- Defender Td5 My02 - Esquemas de Circuitos ElectricosDocumento118 páginasDefender Td5 My02 - Esquemas de Circuitos ElectricososcarAún no hay calificaciones
- Ajuste InyectorDocumento5 páginasAjuste InyectorAlex VesgaAún no hay calificaciones
- Mantenimientos Preventivos de Equipos Linea AmarillaDocumento22 páginasMantenimientos Preventivos de Equipos Linea Amarillajavier perezAún no hay calificaciones
- Pares de AprieteDocumento2 páginasPares de AprieteErick CabezasAún no hay calificaciones
- Manual PerkinsDocumento5 páginasManual PerkinsKevin TtitoAún no hay calificaciones
- Valvulas Tilt LiftDocumento2 páginasValvulas Tilt LiftWillian Samir Huamani VargasAún no hay calificaciones
- Com 2000Documento7 páginasCom 2000jojokjbnovAún no hay calificaciones
- Soldador EcuDocumento5 páginasSoldador EcuElvis Eliud Hernández100% (1)
- Qg18de NissanDocumento2 páginasQg18de Nissanisrael machicado calleAún no hay calificaciones
- Toyota RAUM 1997-2003 Parte 2Documento50 páginasToyota RAUM 1997-2003 Parte 2Gabriel ParedesAún no hay calificaciones
- Bomba VE, Dispositivo de ParadaDocumento2 páginasBomba VE, Dispositivo de ParadaAngel FajmAún no hay calificaciones
- Examen Final Hino 500 OkDocumento30 páginasExamen Final Hino 500 OkMARIO DEL PINO MUÑOZAún no hay calificaciones
- Transmisión MitsubishiDocumento70 páginasTransmisión MitsubishiBelfor Luis Vilca LecarosAún no hay calificaciones
- Alternador Chevrolet Corsa Isuzu 1.7: desarme y limpiezaDocumento11 páginasAlternador Chevrolet Corsa Isuzu 1.7: desarme y limpiezaCristian LunaAún no hay calificaciones
- Hino Fs1elvdDocumento2 páginasHino Fs1elvdjose juanAún no hay calificaciones
- Instrucciones de desmontaje de transmisión manual R151F y R151Documento38 páginasInstrucciones de desmontaje de transmisión manual R151F y R151Maximiliano CordierAún no hay calificaciones
- Toyota RAV-4 - Picnic 1994-00Documento3 páginasToyota RAV-4 - Picnic 1994-00OscarAún no hay calificaciones
- Sistema de Inyección Common Rail Del Motor JacDocumento10 páginasSistema de Inyección Common Rail Del Motor JacSebastian RiveraAún no hay calificaciones
- SEHS8907 - Uso Del Grupo de Presión Del Motor 1U5470Documento11 páginasSEHS8907 - Uso Del Grupo de Presión Del Motor 1U5470edwin gutierrez l100% (3)
- Fiesta-Eco Duratorq 1.4tdciDocumento9 páginasFiesta-Eco Duratorq 1.4tdciJuan MerloAún no hay calificaciones
- 06 Boletín #1.3 Funciones Especiales GscanDocumento13 páginas06 Boletín #1.3 Funciones Especiales GscanLuis Segovia CortesAún no hay calificaciones
- 20 Medición de Fases de Los 4 TimposDocumento8 páginas20 Medición de Fases de Los 4 TimposJose HuescaAún no hay calificaciones
- Mua A 026 - PH5D20KM10Documento2 páginasMua A 026 - PH5D20KM10ericAún no hay calificaciones
- Excavadora HyundaiDocumento1 páginaExcavadora HyundaiDiego Orlando santosAún no hay calificaciones
- Montaje Inyectores DELPHIDocumento1 páginaMontaje Inyectores DELPHISebastián Pichardo LópezAún no hay calificaciones
- 006-026 Inyector Del K19 PDFDocumento6 páginas006-026 Inyector Del K19 PDFWilliam's SalgadoAún no hay calificaciones
- EPE3Documento6 páginasEPE3Carolina PobleteAún no hay calificaciones
- Formulario de PostulacionDocumento1 páginaFormulario de PostulacionCarolina PobleteAún no hay calificaciones
- Bases Generales y Técnicas Taller de Integracion - TNS en Mecánica Autom...Documento15 páginasBases Generales y Técnicas Taller de Integracion - TNS en Mecánica Autom...Carolina Poblete100% (1)
- Desarrollo EVA1Documento4 páginasDesarrollo EVA1Carolina PobleteAún no hay calificaciones
- UntitledDocumento1 páginaUntitledCarolina Poblete0% (1)
- Banco de Pruebas Trabajo Realizado Fecha Bosch Eps 707Documento3 páginasBanco de Pruebas Trabajo Realizado Fecha Bosch Eps 707Carolina PobleteAún no hay calificaciones
- Observaciones Técnicas: OT.: Componente #De ParteDocumento1 páginaObservaciones Técnicas: OT.: Componente #De ParteCarolina PobleteAún no hay calificaciones
- Protocolo de Verificación Bomba de Alta Presión: Cliente O.T. Entrada Salida Fabricante #De Parte #De SerieDocumento2 páginasProtocolo de Verificación Bomba de Alta Presión: Cliente O.T. Entrada Salida Fabricante #De Parte #De SerieCarolina PobleteAún no hay calificaciones
- CanDocumento2 páginasCanCarolina PobleteAún no hay calificaciones
- Convertidor de Torque VariableDocumento4 páginasConvertidor de Torque VariableCarolina PobleteAún no hay calificaciones
- Debes de La ISO 9001Documento16 páginasDebes de La ISO 9001Hugo Andres Marrugo FlórezAún no hay calificaciones
- MiradasDocumento75 páginasMiradasRDGOAún no hay calificaciones
- Redmensual 4Documento168 páginasRedmensual 4redmensual.comAún no hay calificaciones
- La Clase MagistralDocumento11 páginasLa Clase Magistralalvarenga_2009Aún no hay calificaciones
- Ray Bradbury y la naturaleza humanaDocumento2 páginasRay Bradbury y la naturaleza humanaGuillermo WebberAún no hay calificaciones
- Tablas características equipos mineríaDocumento5 páginasTablas características equipos mineríajoseAún no hay calificaciones
- Aplicación de La Teoria Hidrodinamica Al Diseño de Transporte Por OleoductoDocumento7 páginasAplicación de La Teoria Hidrodinamica Al Diseño de Transporte Por OleoductoKathia Dávila FernándezAún no hay calificaciones
- Sistema de Distribución Canales GloriaDocumento10 páginasSistema de Distribución Canales Gloriaandre0% (3)
- Cap-1 - Administración en Un Entorno DinámicoDocumento13 páginasCap-1 - Administración en Un Entorno DinámicoNestor HerreraAún no hay calificaciones
- Normas Iso para RedesDocumento10 páginasNormas Iso para RedesAlan CastroAún no hay calificaciones
- Anclajes máquinas industrialesDocumento8 páginasAnclajes máquinas industrialesRivera DarwinAún no hay calificaciones
- Memoria Calculo Lastrado Tuberia HdpeDocumento6 páginasMemoria Calculo Lastrado Tuberia HdpeAlejandro PalomarAún no hay calificaciones
- Procedimiento Específico Bloqueo Mantencion PalasDocumento52 páginasProcedimiento Específico Bloqueo Mantencion PalasFabian GarridoAún no hay calificaciones
- Norma de Competencia Laboral: Expira enDocumento4 páginasNorma de Competencia Laboral: Expira encreyesdear3978Aún no hay calificaciones
- Motores Diesel Equipo PesadoDocumento70 páginasMotores Diesel Equipo PesadoRenato D Valladolid100% (4)
- Guia Xerox WC 6505Documento250 páginasGuia Xerox WC 6505Carlos SalazarAún no hay calificaciones
- 04 Apu PextDocumento13 páginas04 Apu PextDaniel SánchezAún no hay calificaciones
- Manual Auxiliar Offset RevisadoDocumento80 páginasManual Auxiliar Offset RevisadoDante PachaAún no hay calificaciones
- Informe de prácticas de seguridad industrial en empresa procesadora de atúnDocumento21 páginasInforme de prácticas de seguridad industrial en empresa procesadora de atúnMonsita Pesantez ReyesAún no hay calificaciones
- Tarea Semana 5 Legislacion Minera IaccDocumento3 páginasTarea Semana 5 Legislacion Minera IaccEvy Soledad Yañez Solis67% (6)
- IPV6Documento23 páginasIPV6Bely Ramirez Gutierrez100% (1)
- HBW-7 USE MANUAL - En.esDocumento40 páginasHBW-7 USE MANUAL - En.esReneAún no hay calificaciones
- Ensayo de MaterialesDocumento7 páginasEnsayo de Materialesnilson saavedra sanchezAún no hay calificaciones
- Manual de Usuario de Las Rede Neuronale Perceptron Simple para La Compuerta Lógica ORDocumento7 páginasManual de Usuario de Las Rede Neuronale Perceptron Simple para La Compuerta Lógica ORraulhuaroteAún no hay calificaciones
- Proteccion de Sistemas Electricos de Potencia Ramon M Mujal Rosas PDFDocumento198 páginasProteccion de Sistemas Electricos de Potencia Ramon M Mujal Rosas PDFJose PachecoAún no hay calificaciones
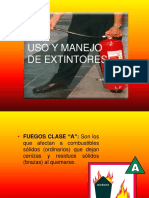
- Uso y manejo de extintores: guía completa sobre clases de fuego, agentes extintores y técnicas de combateDocumento14 páginasUso y manejo de extintores: guía completa sobre clases de fuego, agentes extintores y técnicas de combateMarco LedesmaAún no hay calificaciones
- Etapas de La OrganizacionDocumento11 páginasEtapas de La OrganizacionAide MelinaAún no hay calificaciones
- Presupuesto Calculo EstructurasDocumento5 páginasPresupuesto Calculo EstructurasMartin CergneuxAún no hay calificaciones
- Practica 2 Introducción A ExcelDocumento3 páginasPractica 2 Introducción A ExcelCiber AltamiranoAún no hay calificaciones
- 7 tendencias digitales que cambiarán el mundoDe Everand7 tendencias digitales que cambiarán el mundoCalificación: 4.5 de 5 estrellas4.5/5 (87)
- Clics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaDe EverandClics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaCalificación: 4.5 de 5 estrellas4.5/5 (117)
- LAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.De EverandLAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.Calificación: 4.5 de 5 estrellas4.5/5 (54)
- Influencia. La psicología de la persuasiónDe EverandInfluencia. La psicología de la persuasiónCalificación: 4.5 de 5 estrellas4.5/5 (14)
- Excel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másDe EverandExcel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másCalificación: 2.5 de 5 estrellas2.5/5 (3)
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónDe EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónCalificación: 5 de 5 estrellas5/5 (1)
- Excel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteDe EverandExcel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteCalificación: 1 de 5 estrellas1/5 (1)
- Todo Sobre Tecnología Blockchain: La Guía Definitiva Para Principiantes Sobre Monederos BlockchainDe EverandTodo Sobre Tecnología Blockchain: La Guía Definitiva Para Principiantes Sobre Monederos BlockchainAún no hay calificaciones
- Machine Learning y Deep Learning: Usando Python, Scikit y KerasDe EverandMachine Learning y Deep Learning: Usando Python, Scikit y KerasAún no hay calificaciones
- El método de los elementos finitos: Un enfoque teórico prácticoDe EverandEl método de los elementos finitos: Un enfoque teórico prácticoCalificación: 3 de 5 estrellas3/5 (4)
- Excel 2021 y 365 Paso a Paso: Paso a PasoDe EverandExcel 2021 y 365 Paso a Paso: Paso a PasoCalificación: 5 de 5 estrellas5/5 (12)
- El dilema humano: Del Homo sapiens al Homo techDe EverandEl dilema humano: Del Homo sapiens al Homo techCalificación: 4 de 5 estrellas4/5 (1)
- EL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.De EverandEL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Calificación: 4 de 5 estrellas4/5 (51)
- ¿Cómo piensan las máquinas?: Inteligencia artificial para humanosDe Everand¿Cómo piensan las máquinas?: Inteligencia artificial para humanosCalificación: 5 de 5 estrellas5/5 (1)
- Design Thinking para principiantes: La innovación como factor para el éxito empresarialDe EverandDesign Thinking para principiantes: La innovación como factor para el éxito empresarialCalificación: 4.5 de 5 estrellas4.5/5 (10)
- La revolución de Netflix en el cine y la televisión: Pantallas, series y streamingDe EverandLa revolución de Netflix en el cine y la televisión: Pantallas, series y streamingCalificación: 5 de 5 estrellas5/5 (2)
- EL PLAN DE NEGOCIOS DE UNA FORMA SENCILLA. La guía práctica que ayuda a poner en marcha nuevos proyectos e ideas empresariales.De EverandEL PLAN DE NEGOCIOS DE UNA FORMA SENCILLA. La guía práctica que ayuda a poner en marcha nuevos proyectos e ideas empresariales.Calificación: 4 de 5 estrellas4/5 (20)
- Manual Técnico del Automóvil - Diccionario Ilustrado de las Nuevas TecnologíasDe EverandManual Técnico del Automóvil - Diccionario Ilustrado de las Nuevas TecnologíasCalificación: 4.5 de 5 estrellas4.5/5 (14)
- ChatGPT Ganar Dinero Desde Casa Nunca fue tan Fácil Las 7 mejores fuentes de ingresos pasivos con Inteligencia Artificial (IA): libros, redes sociales, marketing digital, programación...De EverandChatGPT Ganar Dinero Desde Casa Nunca fue tan Fácil Las 7 mejores fuentes de ingresos pasivos con Inteligencia Artificial (IA): libros, redes sociales, marketing digital, programación...Calificación: 5 de 5 estrellas5/5 (4)
- Lo Secreto Del Mantenimiento IndustrialDe EverandLo Secreto Del Mantenimiento IndustrialCalificación: 4 de 5 estrellas4/5 (2)
- Las leyes del UX: Utilizando la psicología para mejorar la experiencia de usuario (UX)De EverandLas leyes del UX: Utilizando la psicología para mejorar la experiencia de usuario (UX)Calificación: 5 de 5 estrellas5/5 (1)
- Gestión de Proyectos con Microsoft Project 2013: Software de gestión de proyectosDe EverandGestión de Proyectos con Microsoft Project 2013: Software de gestión de proyectosCalificación: 5 de 5 estrellas5/5 (3)