También podría gustarte
- Redes CISCO. Guía de estudio para la certificación CCNP Routing y SwitchingDe EverandRedes CISCO. Guía de estudio para la certificación CCNP Routing y SwitchingAún no hay calificaciones
- DibujoDocumento10 páginasDibujoEmiliano Mendoza Alvarez100% (1)
- PLANOS PISOS PARQUE RAMON CASTILLA-electricasDocumento1 páginaPLANOS PISOS PARQUE RAMON CASTILLA-electricasAndres Fernandez HidalgoAún no hay calificaciones
- Morsa Ret HºGº Tipo PasantaDocumento1 páginaMorsa Ret HºGº Tipo PasantaryueyiteuiAún no hay calificaciones
- Banco Ducto 6291Documento15 páginasBanco Ducto 6291Carlos E. Alfaro EstofaneroAún no hay calificaciones
- CORTEGANADocumento3 páginasCORTEGANACRPNPOXAMARCAAún no hay calificaciones
- Brelko Catalogue - V6.3 - Belt Tracking System - Return - SpanishDocumento7 páginasBrelko Catalogue - V6.3 - Belt Tracking System - Return - Spanishlmlopez991Aún no hay calificaciones
- 9 Planta de Distribución Mobiliario (Propuesta)Documento1 página9 Planta de Distribución Mobiliario (Propuesta)GABOG010Aún no hay calificaciones
- 08 Plano de SeccionesDocumento1 página08 Plano de SeccionesErnesto HernandezAún no hay calificaciones
- Preoperacional Movil 5 Vibro Ingersoll Rand SD100DDocumento1 páginaPreoperacional Movil 5 Vibro Ingersoll Rand SD100DGustavo José RodríguezAún no hay calificaciones
- Sap01 DrawingDocumento1 páginaSap01 DrawingDAVID RAMIREZAún no hay calificaciones
- Plano ArcgisDocumento1 páginaPlano ArcgisEduardo SalvadorAún no hay calificaciones
- Diseño BadenDocumento1 páginaDiseño Badenjohan oyuela herradaAún no hay calificaciones
- Et - Asfalto Ocre DesmoldanteDocumento6 páginasEt - Asfalto Ocre DesmoldanteCarlitos MendezAún no hay calificaciones
- Planos Iso Decoraciones Elena Dwg-Isometrico p3Documento1 páginaPlanos Iso Decoraciones Elena Dwg-Isometrico p3Leandro DiestraAún no hay calificaciones
- Diseño Planta Cutervo-A2 - Zapatas 02Documento1 páginaDiseño Planta Cutervo-A2 - Zapatas 02Ronald Fernandez QuispeAún no hay calificaciones
- Informe Semanal de Operación Set - Puerto Maldonado13822,910 KVDocumento8 páginasInforme Semanal de Operación Set - Puerto Maldonado13822,910 KVSubestacion Puerto MaldonadoAún no hay calificaciones
- Informe Semanal de Operación Set - Puerto Maldonado13822,910 KVDocumento8 páginasInforme Semanal de Operación Set - Puerto Maldonado13822,910 KVSubestacion Puerto MaldonadoAún no hay calificaciones
- Acolpearañaengranajered - PL3 20230904175101.373 XDocumento1 páginaAcolpearañaengranajered - PL3 20230904175101.373 XIvan Dario Parra GuzmanAún no hay calificaciones
- MR Ingenieros S.A.S. Memoria de Cálculo: 34 Electrica 40Documento1 páginaMR Ingenieros S.A.S. Memoria de Cálculo: 34 Electrica 40danielsalcedomringenierosAún no hay calificaciones
- Is-01 - Inst Sanitarias - AguaDocumento1 páginaIs-01 - Inst Sanitarias - AguaAlan Mauricio Sifuentes GarciaAún no hay calificaciones
- Propuesta Técnica Ku-97, Ku-M - 190718Documento18 páginasPropuesta Técnica Ku-97, Ku-M - 190718ALFREDO100% (1)
- Inventario Herramiientas Obra Orange - Alcabama GDTDocumento2 páginasInventario Herramiientas Obra Orange - Alcabama GDTJair Gustavo Sarmiento VasquezAún no hay calificaciones
- 2022 - Showroom - Puntoselectricos 1031Documento2 páginas2022 - Showroom - Puntoselectricos 1031Ulices ChampaAún no hay calificaciones
- Ficha EDEL64296Documento10 páginasFicha EDEL64296ryr6ascensoresAún no hay calificaciones
- Thomsom Icc21Documento128 páginasThomsom Icc21Simon PattersonAún no hay calificaciones
- Planilla de Metrados Red PrimariaDocumento145 páginasPlanilla de Metrados Red PrimariaJhon Marquina Rios0% (1)
- Anexo 1. Ficha Técnica Válvulas Estación AyacuchoDocumento5 páginasAnexo 1. Ficha Técnica Válvulas Estación AyacuchoEdwin Javier Polo GonzalezAún no hay calificaciones
- ASMEDocumento6 páginasASMEMaria Del PilarAún no hay calificaciones
- Asme Seccion Ix-2010Documento6 páginasAsme Seccion Ix-2010Andres Felipe Hernandez Gomez100% (2)
- Hoja de Calculo de Una Maquina TransportadoraDocumento1 páginaHoja de Calculo de Una Maquina TransportadoraJOSE CARLOS MENDOZA COAQUIRAAún no hay calificaciones
- Document 1Documento9 páginasDocument 1Julian VilcaAún no hay calificaciones
- Preoperacional Movil 57 Vibro Ingersoll Rand D-90Documento1 páginaPreoperacional Movil 57 Vibro Ingersoll Rand D-90Gustavo José RodríguezAún no hay calificaciones
- FILTRO BIOLOGICO-Model-1Documento1 páginaFILTRO BIOLOGICO-Model-1edson espinoza galarzaAún no hay calificaciones
- PC05843 - Presentacion OfertaDocumento3 páginasPC05843 - Presentacion OfertasandraAún no hay calificaciones
- 01 Cabezal SemiesféricoDocumento1 página01 Cabezal SemiesféricoLuis Manuel Ortega DelgadoAún no hay calificaciones
- 4cilindro AmortiguadorDocumento1 página4cilindro Amortiguadorroy floresAún no hay calificaciones
- Autorizacion 00713-2022 Exp 84193-2022Documento3 páginasAutorizacion 00713-2022 Exp 84193-2022Fernando Carhuamaca QuintanaAún no hay calificaciones
- 21.axonometría Explotada 1Documento1 página21.axonometría Explotada 1Carolina LottaAún no hay calificaciones
- 19120-2020-EST-07-004 Torque Pernos Tranformador Celda A Zocalo 201Documento4 páginas19120-2020-EST-07-004 Torque Pernos Tranformador Celda A Zocalo 201Enrique MirandaAún no hay calificaciones
- Restaurador Trifasico 15,27 y 38 KV Entec-UfaraDocumento8 páginasRestaurador Trifasico 15,27 y 38 KV Entec-UfaraIsai SantanaAún no hay calificaciones
- ING-AI-K001 - Kit Retención Span 100Documento1 páginaING-AI-K001 - Kit Retención Span 100AMERICA INNOVA PUBLICIDAD E INGENIERIAAún no hay calificaciones
- Muñon Eje Ruedas Tablero PlumaDocumento1 páginaMuñon Eje Ruedas Tablero Plumaroy floresAún no hay calificaciones
- Reporte Diario de Replanteo 13 03 2023 Los Aquijes Malla 00 Etapa 02Documento4 páginasReporte Diario de Replanteo 13 03 2023 Los Aquijes Malla 00 Etapa 02José Antonio Herrera SánchezAún no hay calificaciones
- Manual Lectura de PlanosDocumento53 páginasManual Lectura de PlanosFrancisco GarcíaAún no hay calificaciones
- Cuaderno ModificadoDocumento18 páginasCuaderno ModificadoVladimir CorralesAún no hay calificaciones
- B57SH2021460011 20 RGT 005 04 01Documento1 páginaB57SH2021460011 20 RGT 005 04 01Johnny ValenciaAún no hay calificaciones
- 08 Pozo Tubular - Electrico 02-IE-CPT-03Documento1 página08 Pozo Tubular - Electrico 02-IE-CPT-03Juan Carlos Lulichac Minez0% (1)
- Estructura Metalica Puente ChuchupampaDocumento1 páginaEstructura Metalica Puente ChuchupampaDiego NBAún no hay calificaciones
- AlbrechtDocumento2 páginasAlbrechtsantiago tenorioAún no hay calificaciones
- Eum MP30 Elc STF 002 BL2 Eum MP30 Elc STF 002 BL2Documento1 páginaEum MP30 Elc STF 002 BL2 Eum MP30 Elc STF 002 BL2marcos.ponceAún no hay calificaciones
- Manual en Español Marantz SR7002 SR8002Documento84 páginasManual en Español Marantz SR7002 SR8002Alfons Carmona i CasasAún no hay calificaciones
- Plazas Directivas Vacantes 2023 PDFDocumento2 páginasPlazas Directivas Vacantes 2023 PDFTao ZuAún no hay calificaciones
- Informe Acero y MaderaDocumento6 páginasInforme Acero y MaderaAlcidesJuanHuarangaBarraAún no hay calificaciones
- C&R Pry003 CPR 000 Est 021Documento1 páginaC&R Pry003 CPR 000 Est 021Patrick Guevara NoriegaAún no hay calificaciones
- Resistencia de Concretos - Alcantarilla UF6 - M460Documento1 páginaResistencia de Concretos - Alcantarilla UF6 - M460Laboratorio IbarraAún no hay calificaciones
- Formato de Conteo Viajes Internos de CarbonDocumento11 páginasFormato de Conteo Viajes Internos de CarbonErika ParraAún no hay calificaciones
- Catalogo Ingelat - Aluminio Anticorona 2009Documento14 páginasCatalogo Ingelat - Aluminio Anticorona 2009Esteban AndresAún no hay calificaciones
- Eslinga de Poliester de 2pulg. X 2 MetrosDocumento1 páginaEslinga de Poliester de 2pulg. X 2 MetrosJordan PalominoAún no hay calificaciones
- Eri CH Ced Pla 085 0Documento12 páginasEri CH Ced Pla 085 0omarAún no hay calificaciones
- Pln-01 Plantilla de ProcedimientoDocumento2 páginasPln-01 Plantilla de ProcedimientoBrayan Ruiz Esparza CamposAún no hay calificaciones
- Pln-02 Plantilla Instructivo AdministrativoDocumento1 páginaPln-02 Plantilla Instructivo AdministrativoBrayan Ruiz Esparza CamposAún no hay calificaciones
- Bitacora de RPDocumento3 páginasBitacora de RPBrayan Ruiz Esparza CamposAún no hay calificaciones
- It-Pr-00 Procedimiento de Identificación de ProductosDocumento5 páginasIt-Pr-00 Procedimiento de Identificación de ProductosBrayan Ruiz Esparza CamposAún no hay calificaciones
- It-Pr-05 Instructivo CalibradoDocumento5 páginasIt-Pr-05 Instructivo CalibradoBrayan Ruiz Esparza CamposAún no hay calificaciones
- It-Pr-01 Instructivo RadialDocumento9 páginasIt-Pr-01 Instructivo RadialBrayan Ruiz Esparza CamposAún no hay calificaciones
- It-Pr-02 Instructivo DimensionadoDocumento9 páginasIt-Pr-02 Instructivo DimensionadoBrayan Ruiz Esparza CamposAún no hay calificaciones
- Ft-Cal-09 Formato Producto No ConformeDocumento2 páginasFt-Cal-09 Formato Producto No ConformeBrayan Ruiz Esparza CamposAún no hay calificaciones
- FT-PR-04 Formato Mejoras de CalidadDocumento7 páginasFT-PR-04 Formato Mejoras de CalidadBrayan Ruiz Esparza CamposAún no hay calificaciones
- Ft-Cal-11 Formato Bitacora de SeguimientoDocumento2 páginasFt-Cal-11 Formato Bitacora de SeguimientoBrayan Ruiz Esparza CamposAún no hay calificaciones
- Ft-Cal-16 Formato de Analisis de Calidad IshikawaDocumento4 páginasFt-Cal-16 Formato de Analisis de Calidad IshikawaBrayan Ruiz Esparza CamposAún no hay calificaciones
- Ft-Cal-17 Formato de Acciones CorrectivasDocumento4 páginasFt-Cal-17 Formato de Acciones CorrectivasBrayan Ruiz Esparza CamposAún no hay calificaciones
- FT-PR-02 Formato de Muestro de ProcesosDocumento2 páginasFT-PR-02 Formato de Muestro de ProcesosBrayan Ruiz Esparza CamposAún no hay calificaciones
- Ft-Cal-08 Formato Programa de Auditorias InternasDocumento3 páginasFt-Cal-08 Formato Programa de Auditorias InternasBrayan Ruiz Esparza CamposAún no hay calificaciones
- FT-DDPX-02 Formulario Alta de Proveedor 01Documento2 páginasFT-DDPX-02 Formulario Alta de Proveedor 01Brayan Ruiz Esparza CamposAún no hay calificaciones
- Etiquetas SgaDocumento1 páginaEtiquetas SgaBrayan Ruiz Esparza CamposAún no hay calificaciones
- Ft-Cal-04 Formato Reporte de Auditorías Iso 90012015Documento4 páginasFt-Cal-04 Formato Reporte de Auditorías Iso 90012015Brayan Ruiz Esparza CamposAún no hay calificaciones
- Ft-Cal-01 Formato Minuta de ReunionDocumento3 páginasFt-Cal-01 Formato Minuta de ReunionBrayan Ruiz Esparza CamposAún no hay calificaciones
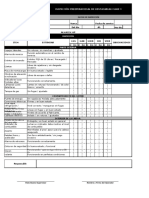
- CHECK LIST Arnes - Linea de VidaDocumento2 páginasCHECK LIST Arnes - Linea de VidaBrayan Ruiz Esparza CamposAún no hay calificaciones
- Check List Montacargas - C IvDocumento1 páginaCheck List Montacargas - C IvBrayan Ruiz Esparza CamposAún no hay calificaciones
- COMBATE CONTRA INCENDIOSPresentacion - Corporativa - Alliance 07-07-22Documento17 páginasCOMBATE CONTRA INCENDIOSPresentacion - Corporativa - Alliance 07-07-22Brayan Ruiz Esparza CamposAún no hay calificaciones
- Check List Montacargas (Ciii)Documento1 páginaCheck List Montacargas (Ciii)Brayan Ruiz Esparza CamposAún no hay calificaciones
- bOTÁNICA LAB II TRIMDocumento15 páginasbOTÁNICA LAB II TRIMCarriillo DanielAún no hay calificaciones
- Guia Autoaprendizaje Estudiante 8vo Grado Ciencia f3 s6Documento7 páginasGuia Autoaprendizaje Estudiante 8vo Grado Ciencia f3 s6Maite NataliaAún no hay calificaciones
- Flor y InflorescenciaDocumento17 páginasFlor y InflorescenciaDERICK OSCAR SERRANO PEREZAún no hay calificaciones
- Produccion Avellano EuropeoDocumento88 páginasProduccion Avellano EuropeoMr KeithAún no hay calificaciones
- Guía de Morfología de Especies FrutalesDocumento8 páginasGuía de Morfología de Especies FrutalesFelipe Burry RiverosAún no hay calificaciones
- Ghio AlvitesDocumento7 páginasGhio AlvitesCarlos Meza RamirezAún no hay calificaciones
- Origen TalloDocumento3 páginasOrigen Tallohuavi109398100% (2)
- Examen - (AAB01) Cuestionario 2 - Determine Las Características Del Cuerpo Vegetal Primario y Las Estructuras ReproductivasDocumento5 páginasExamen - (AAB01) Cuestionario 2 - Determine Las Características Del Cuerpo Vegetal Primario y Las Estructuras ReproductivasAlexander SalazarAún no hay calificaciones
- Ficha El Tallo y Sus Partes para Cuarto de PrimariaDocumento3 páginasFicha El Tallo y Sus Partes para Cuarto de PrimariaKatherine Palacios0% (1)
- Magnoliales y LauralesDocumento53 páginasMagnoliales y LauralesAllan HernadezAún no hay calificaciones
- 7.anatomia Primaria TalloDocumento32 páginas7.anatomia Primaria TalloMaríaRusaAún no hay calificaciones
- Fruto Lun13MzoDocumento26 páginasFruto Lun13MzoKevin AtomsAún no hay calificaciones
- Cultivo de Arveja-Web FUENTEDocumento150 páginasCultivo de Arveja-Web FUENTEFranzAún no hay calificaciones
- Botánica GeneralDocumento192 páginasBotánica GeneralsuarezvasquezdarioAún no hay calificaciones
- Elaboración de Claves DicotómicasDocumento4 páginasElaboración de Claves DicotómicasKleber Lopez CabreraAún no hay calificaciones
- SANCOCHO DE LETRAS VEGETARIANAS TerminadoDocumento23 páginasSANCOCHO DE LETRAS VEGETARIANAS TerminadoVíctor Julio Martínez FagundezAún no hay calificaciones
- Informe 07 BotanicaDocumento3 páginasInforme 07 BotanicaYhan RuizzAún no hay calificaciones
- Cuestionario Tejidos 2a Parte (2305843009214451908)Documento4 páginasCuestionario Tejidos 2a Parte (2305843009214451908)Luz Maria VelandiaAún no hay calificaciones
- TrabajosDocumento3 páginasTrabajosgaleriyozAún no hay calificaciones
- Botanica SistematicaDocumento26 páginasBotanica SistematicaMatii LamasAún no hay calificaciones
- Aaa XilologíaDocumento24 páginasAaa XilologíaSegundo GreenAún no hay calificaciones
- Una Especie Nueva de Bursera (Burseraceae) Del Estado de Guerrero, México Jaime Jiménez Ramírez, Ramiro Cruz DuránDocumento6 páginasUna Especie Nueva de Bursera (Burseraceae) Del Estado de Guerrero, México Jaime Jiménez Ramírez, Ramiro Cruz DuránAlba KrâsAún no hay calificaciones
- Las Plantas Son Seres VivosDocumento9 páginasLas Plantas Son Seres VivosManuel ColanAún no hay calificaciones
- Práctica #4 - Morfología de La HojaDocumento9 páginasPráctica #4 - Morfología de La HojaLuis Miguel Arismendiz ImánAún no hay calificaciones
- Partes de Las PlantasDocumento3 páginasPartes de Las PlantasStephanie GomezAún no hay calificaciones
- Tema - Raíz y TalloDocumento4 páginasTema - Raíz y TalloTatiana PeraltaAún no hay calificaciones
- FloresDocumento55 páginasFloresAnonymous XegJ66l0Aún no hay calificaciones
- Lab. Botánica 003 2022Documento5 páginasLab. Botánica 003 2022Daniel CruzAún no hay calificaciones
- Planta EpífitaDocumento49 páginasPlanta Epífitadany lozadaAún no hay calificaciones
- Tema 4: Flor: 4.13. Fórmula y Diagrama FloralDocumento2 páginasTema 4: Flor: 4.13. Fórmula y Diagrama FloralAngel G SomarAún no hay calificaciones