También podría gustarte
- Ri 41 PDFDocumento6 páginasRi 41 PDFJosé Uriel Javier TorresAún no hay calificaciones
- Defectos de RotomoldeoDocumento3 páginasDefectos de RotomoldeoRoger ImataAún no hay calificaciones
- Manual Mascotas INSAIDocumento31 páginasManual Mascotas INSAINeil DelgadoAún no hay calificaciones
- Fallas en O-Rings PDFDocumento5 páginasFallas en O-Rings PDFMiguel Sotelo100% (1)
- 7 Clase Conservación de Caminos. BacheoDocumento62 páginas7 Clase Conservación de Caminos. BacheoEmanuel David BlancoAún no hay calificaciones
- JuntaTorica Catalogue EspagnolDocumento52 páginasJuntaTorica Catalogue Espagnollgs1Aún no hay calificaciones
- Spec Oc 810-ComprimidoDocumento7 páginasSpec Oc 810-Comprimidomtaplima sasAún no hay calificaciones
- C117-17 Material Más Fino Que El Tamiz No. 200Documento16 páginasC117-17 Material Más Fino Que El Tamiz No. 200juvenalflores810Aún no hay calificaciones
- Bolsa de Vacio y Autoclave ChidoDocumento28 páginasBolsa de Vacio y Autoclave ChidoReyes Duque Mónica XcandaAún no hay calificaciones
- Vulkem 350 351 LVDocumento2 páginasVulkem 350 351 LVAdrianaChavezAún no hay calificaciones
- Moldes de Caucho 7.8Documento4 páginasMoldes de Caucho 7.8RenéConsueloAcostaMiresAún no hay calificaciones
- Conduit - Norma - NCH TUBOPLASDocumento11 páginasConduit - Norma - NCH TUBOPLASMilton Alexander Mogollon ZarateAún no hay calificaciones
- Retenes y Soluciones en El SelladoDocumento9 páginasRetenes y Soluciones en El SelladoBrian AlvarezAún no hay calificaciones
- Termofusión y Electrofusión 55Documento18 páginasTermofusión y Electrofusión 55Santiago PuertaAún no hay calificaciones
- Sellado de FluidosDocumento93 páginasSellado de FluidosIrwin MartinAún no hay calificaciones
- Ficha Tecnica Emulsion Asfaltica LentaDocumento2 páginasFicha Tecnica Emulsion Asfaltica LentaGiampier lopez riveraAún no hay calificaciones
- Fichas y Certificados Suelo Radiante OrkliDocumento53 páginasFichas y Certificados Suelo Radiante Orklidrope9142Aún no hay calificaciones
- Analisis de Fallas Mayo 2018Documento6 páginasAnalisis de Fallas Mayo 2018Edith EdithAún no hay calificaciones
- Ficha Tecnica Manto Impermeabilizante Morter Plas Al-300 17Documento2 páginasFicha Tecnica Manto Impermeabilizante Morter Plas Al-300 17RecruitmentAún no hay calificaciones
- Ficha TécnicaDocumento29 páginasFicha TécnicaGuille LR100% (1)
- Sellos Mecanicos Empaquetaduras y As Montaje de Una BombaDocumento3 páginasSellos Mecanicos Empaquetaduras y As Montaje de Una BombaangdanielAún no hay calificaciones
- 11vo Empaquetadura 2021-1Documento28 páginas11vo Empaquetadura 2021-1BANGU SONNYAún no hay calificaciones
- Ni-162 EspDocumento2 páginasNi-162 EspGilberto GuerraAún no hay calificaciones
- Manto Impermeabilizante Texsaplas AlDocumento2 páginasManto Impermeabilizante Texsaplas AlsupermacguiverAún no hay calificaciones
- Ficha Técnica CPVC Tigre: - Función: - AplicaciónDocumento13 páginasFicha Técnica CPVC Tigre: - Función: - AplicaciónJorge HuarcayaAún no hay calificaciones
- 04 Maquinaria Pesada FluidosDocumento59 páginas04 Maquinaria Pesada FluidosDanny MorochoAún no hay calificaciones
- Análisis de Fallas en Empalme TextilDocumento4 páginasAnálisis de Fallas en Empalme TextilAdolfo Quispe BustamanteAún no hay calificaciones
- Ficha Tecnica VULKEN-350nf 345 346Documento2 páginasFicha Tecnica VULKEN-350nf 345 346diana de la cruzAún no hay calificaciones
- GelcoatDocumento7 páginasGelcoatfabian navarreteAún no hay calificaciones
- Sesión Virtual Uniones Anaeróbicas Semana 13: Ing. Jeaneth Sánchez RocaDocumento24 páginasSesión Virtual Uniones Anaeróbicas Semana 13: Ing. Jeaneth Sánchez RocaCristhian MacedAún no hay calificaciones
- Cubiertas Sika Con Ejemplos 2022Documento116 páginasCubiertas Sika Con Ejemplos 2022danitejeroAún no hay calificaciones
- M2C Sellos de BombasDocumento24 páginasM2C Sellos de BombasBautista SanchezAún no hay calificaciones
- Emcekrete 40Documento2 páginasEmcekrete 40francisca ferrerAún no hay calificaciones
- Brochure Subalox E SBDocumento11 páginasBrochure Subalox E SBQuerubin EboliAún no hay calificaciones
- Vulkem 350 NFDocumento4 páginasVulkem 350 NFLoperacoAún no hay calificaciones
- 4.0 C128-15 PresentaciónDocumento19 páginas4.0 C128-15 PresentaciónAgustin Encina coraniAún no hay calificaciones
- Proceso de VulcanizacionDocumento12 páginasProceso de VulcanizacionJeny MaribelAún no hay calificaciones
- BombasDocumento24 páginasBombasErika AlexandraAún no hay calificaciones
- Manual Liquido Freno Funciones Tipos Remocion Instalacion Suspension Amortiguador Inspeccion Frenos Reparacion TallerDocumento37 páginasManual Liquido Freno Funciones Tipos Remocion Instalacion Suspension Amortiguador Inspeccion Frenos Reparacion TallerRiuzaky Walker AguilarAún no hay calificaciones
- Subalox EsbDocumento9 páginasSubalox EsbAntonio Carlos Carrasco HuertaAún no hay calificaciones
- 2) Mangueras y ConexionesDocumento131 páginas2) Mangueras y ConexionesJorge MarinAún no hay calificaciones
- Curso de Engomado enDocumento69 páginasCurso de Engomado enJoan Davis Fas75% (4)
- Tema 9. ImprimacionesDocumento31 páginasTema 9. ImprimacionesJose Javier RuizAún no hay calificaciones
- Tank Linings Amercoat - 253Documento4 páginasTank Linings Amercoat - 253Aw HvAún no hay calificaciones
- Conduit Norma NCHDocumento11 páginasConduit Norma NCHSusanaGulppiPintoAún no hay calificaciones
- Manual Daepres100Documento8 páginasManual Daepres100Oscar Daniel MoralesAún no hay calificaciones
- Directmarket Cámara de EspumaDocumento8 páginasDirectmarket Cámara de EspumarevelkAún no hay calificaciones
- Especificacion TecnicaDocumento5 páginasEspecificacion TecnicaAgroindustrias Estela E.I.R.LAún no hay calificaciones
- Sellos MecanicosDocumento103 páginasSellos MecanicosJesus JavierAún no hay calificaciones
- Formador de Juntas de Silicon EmpaquesDocumento2 páginasFormador de Juntas de Silicon EmpaquesLuisAún no hay calificaciones
- Speed SizerDocumento12 páginasSpeed SizermariabertoloniAún no hay calificaciones
- Isopaint PanelDocumento8 páginasIsopaint PanelJachson MedinaAún no hay calificaciones
- Informe Visita de Inspección Tanque Colapsado en McPollo Montería Fibratech 20 de Diciembre 2020 Bk4Documento18 páginasInforme Visita de Inspección Tanque Colapsado en McPollo Montería Fibratech 20 de Diciembre 2020 Bk4Jose Antonio Garcia HenaoAún no hay calificaciones
- Procedimientos para Fabricacion de Bobinas y Bobinado deDocumento57 páginasProcedimientos para Fabricacion de Bobinas y Bobinado deEMe PoskamoAún no hay calificaciones
- Revestimiento de Baja FusiónDocumento11 páginasRevestimiento de Baja FusiónFernando AlmendrasAún no hay calificaciones
- Topseal Syncro PDFDocumento2 páginasTopseal Syncro PDFDiana Glez DrzoAún no hay calificaciones
- MEJORAS EN LA ADHESION DEL VULCANIZADO - v2Documento4 páginasMEJORAS EN LA ADHESION DEL VULCANIZADO - v2Diego PanadiAún no hay calificaciones
- 3.5 Macropoxy 850Documento4 páginas3.5 Macropoxy 850WILSONAún no hay calificaciones
- Clasificacion de Valvulas PPRDocumento8 páginasClasificacion de Valvulas PPRSoldadurasCrisoldAún no hay calificaciones
- Procesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaDe EverandProcesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaAún no hay calificaciones
- Caso Práctico Propuesto - Idl2Documento12 páginasCaso Práctico Propuesto - Idl2jorge martinAún no hay calificaciones
- Ficha Arte 1Documento1 páginaFicha Arte 1jorge martinAún no hay calificaciones
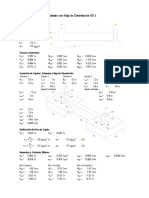
- A B C C: Cuarto PisoDocumento1 páginaA B C C: Cuarto Pisojorge martinAún no hay calificaciones
- Brochure - Curso TIRs 2023Documento2 páginasBrochure - Curso TIRs 2023jorge martinAún no hay calificaciones
- Anexo 5CDocumento8 páginasAnexo 5Cjorge martinAún no hay calificaciones
- 12 Prueba de HipotesisDocumento18 páginas12 Prueba de Hipotesisjorge martinAún no hay calificaciones
- Folleto Revestimientos IndustrialesDocumento1 páginaFolleto Revestimientos Industrialesjorge martinAún no hay calificaciones
- Paper 5646Documento11 páginasPaper 5646jorge martinAún no hay calificaciones
- 07 - Determinación Indirecta Del C&C Con RPADocumento24 páginas07 - Determinación Indirecta Del C&C Con RPAjorge martinAún no hay calificaciones
- 02 - Presentación Jornadas. Aplicaciones. Mariajose CovaDocumento21 páginas02 - Presentación Jornadas. Aplicaciones. Mariajose Covajorge martinAún no hay calificaciones
- 05 - Mantenimiento y Calibraciones INTI Evento 25-10-2022 v2Documento63 páginas05 - Mantenimiento y Calibraciones INTI Evento 25-10-2022 v2jorge martinAún no hay calificaciones
- Red Line Belt (Esp)Documento4 páginasRed Line Belt (Esp)jorge martinAún no hay calificaciones
- 01 DG ViscoelasticidadDocumento34 páginas01 DG Viscoelasticidadjorge martinAún no hay calificaciones
- Resea El PerestcalatoDocumento3 páginasResea El Perestcalatojorge martinAún no hay calificaciones
- Proyecto Base PDFDocumento123 páginasProyecto Base PDFEliana AlburquequeAún no hay calificaciones
- ES OPE 001 Recepcion de MercaderiaDocumento17 páginasES OPE 001 Recepcion de Mercaderiajorge martinAún no hay calificaciones
- Fernandez Garcia Juan Carlos PDFDocumento393 páginasFernandez Garcia Juan Carlos PDFCarlos Anibal OrtizAún no hay calificaciones
- Iso 2859-1Documento124 páginasIso 2859-1Harry Anderson100% (1)
- MAN SGC 002 Manual de Procedimiento para Operaciones de Transporte V13Documento31 páginasMAN SGC 002 Manual de Procedimiento para Operaciones de Transporte V13jorge martinAún no hay calificaciones
- Actores de ElearningDocumento16 páginasActores de ElearningNicolas Ramirez100% (2)
- Diseño de AlcantarillaDocumento33 páginasDiseño de AlcantarillaMaryuri AmariAún no hay calificaciones
- D Hernandez 17 03 2023 Cotización Arriendo de Equipos TopográficosDocumento2 páginasD Hernandez 17 03 2023 Cotización Arriendo de Equipos Topográficosmarcos medina100% (1)
- Actividad 1 - Historia de La AutomatizaciónDocumento6 páginasActividad 1 - Historia de La AutomatizaciónMarcos FelixAún no hay calificaciones
- Ubicacion Centro de Distribucion PDFDocumento26 páginasUbicacion Centro de Distribucion PDFMauricio MejiaAún no hay calificaciones
- Examanen RepasoDocumento4 páginasExamanen RepasoSALOME_88Aún no hay calificaciones
- Rubrica Mapa Conceptual-1Documento1 páginaRubrica Mapa Conceptual-1Leosiuu7Aún no hay calificaciones
- Actualizacion Profesional TP2Documento7 páginasActualizacion Profesional TP2MARIA MICAELA MANSILLAAún no hay calificaciones
- Diseño Pavimentos Placa HuellaDocumento26 páginasDiseño Pavimentos Placa HuellaTaniaZabalaAún no hay calificaciones
- La Maquina de TuringDocumento2 páginasLa Maquina de TuringSa'ra Chuñe AlvaradoAún no hay calificaciones
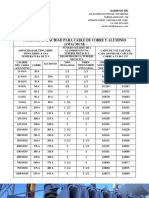
- Tabla de Ampacidad para Cable AWG o MCMDocumento2 páginasTabla de Ampacidad para Cable AWG o MCMAnthony GianmarcoAún no hay calificaciones
- Práctica 1 REDOX PDFDocumento3 páginasPráctica 1 REDOX PDFJAVIER GONZALEZAún no hay calificaciones
- Anàlisis de Misiòn y Visiòn de Seguros MercantilDocumento3 páginasAnàlisis de Misiòn y Visiòn de Seguros MercantilAntonietta Renna100% (1)
- Actividad 1 - JOSEDocumento19 páginasActividad 1 - JOSEDiego ZumaránAún no hay calificaciones
- Estudio de Calidad Lamparas LedDocumento7 páginasEstudio de Calidad Lamparas LedPedro HCAún no hay calificaciones
- Impacto Ambiental Marco LegalDocumento6 páginasImpacto Ambiental Marco LegalJean Carlo MachucaAún no hay calificaciones
- Lab14 Estructuras Condicionales CAMBIADODocumento4 páginasLab14 Estructuras Condicionales CAMBIADOAldo Hilser Apaza SupoAún no hay calificaciones
- Reporte Diario de Actividades 15-01-2014Documento8 páginasReporte Diario de Actividades 15-01-2014Jorge CarrascoAún no hay calificaciones
- Voladura ElectricaDocumento21 páginasVoladura ElectricaDiego FloresAún no hay calificaciones
- Semana 7Documento14 páginasSemana 7Darks EdensAún no hay calificaciones
- Apuntes Modulo 10 - 2Documento3 páginasApuntes Modulo 10 - 2Anonymous QacB6zAún no hay calificaciones
- Morrope Proyecto (Mof)Documento52 páginasMorrope Proyecto (Mof)zuccetyAún no hay calificaciones
- PERNADODocumento13 páginasPERNADOJorge Mamani CruzAún no hay calificaciones
- Combustión. Motor Diesel.Documento34 páginasCombustión. Motor Diesel.abel maldonado diazAún no hay calificaciones
- AST PenalidadesDocumento5 páginasAST PenalidadespacoAún no hay calificaciones
- Robot VelocistaDocumento16 páginasRobot VelocistaangieAún no hay calificaciones
- Fusión y VaciadoDocumento36 páginasFusión y VaciadoTheodore Franklin100% (1)
- ElectrosolDocumento1 páginaElectrosolZul TAAún no hay calificaciones
- COTIZACION SISTEMA CONTRA INCENDIO - PICSA AURORA - RODRIGO AGUIRRE-02-Mayo-2023Documento1 páginaCOTIZACION SISTEMA CONTRA INCENDIO - PICSA AURORA - RODRIGO AGUIRRE-02-Mayo-2023Elmer Tratamiento De Agua PootAún no hay calificaciones