También podría gustarte
- Sprockets y CadenasDocumento32 páginasSprockets y CadenasAlejandro Galindo Fuentes0% (1)
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- Recomendaciones de Instalacion CabloFilDocumento22 páginasRecomendaciones de Instalacion CabloFilEdwinMeoñezAún no hay calificaciones
- Hilatura Open EndDocumento20 páginasHilatura Open EndPATRICIA100% (1)
- ConeraDocumento9 páginasConerafranz_esc20Aún no hay calificaciones
- Manual de Funciones Y Responsabilidades: Sistemas de Gestión Integrada SGI Manual Código: RRHH-MFR.0 Versión: 0Documento30 páginasManual de Funciones Y Responsabilidades: Sistemas de Gestión Integrada SGI Manual Código: RRHH-MFR.0 Versión: 0Noelia RodríguezAún no hay calificaciones
- Afilado de BurilDocumento13 páginasAfilado de Burilʙᴀʀʀɪᴏs ᴍᴀʀᴛɪ́ɴᴇᴢ ᴍɪᴄʜᴇʟAún no hay calificaciones
- Pircc Actualizado 16.08.2019Documento635 páginasPircc Actualizado 16.08.2019Ray Erickson Chavez ValerioAún no hay calificaciones
- Costura sin patrones: Cómo crear tu propia ropa con la ayuda de un rectángulo, un círculo y un triánguloDe EverandCostura sin patrones: Cómo crear tu propia ropa con la ayuda de un rectángulo, un círculo y un triánguloCalificación: 5 de 5 estrellas5/5 (1)
- 27 Zarandas PDFDocumento69 páginas27 Zarandas PDFAlessandra FloresfarAún no hay calificaciones
- Preparación de útiles para el mecanizado por corte y conformado. FMEH0209De EverandPreparación de útiles para el mecanizado por corte y conformado. FMEH0209Aún no hay calificaciones
- BobinadoraDocumento24 páginasBobinadoraJhennyCastilloMacuri100% (4)
- Clase1-Torneado CónicoDocumento57 páginasClase1-Torneado CónicoRenzo Palacios72% (43)
- Desmontaje y montaje de elementos de aluminio. TMVL0309De EverandDesmontaje y montaje de elementos de aluminio. TMVL0309Aún no hay calificaciones
- ContinuaDocumento48 páginasContinuajofre2324Aún no hay calificaciones
- Winches de ArrastreDocumento8 páginasWinches de ArrastreEduardo Martin Oriondo Utrilla100% (1)
- Rectificadora de Cigüeñales Mq8260aDocumento10 páginasRectificadora de Cigüeñales Mq8260aJary Rivas YoveraAún no hay calificaciones
- Instrucciones de MontajeDocumento12 páginasInstrucciones de MontajeManu TecAún no hay calificaciones
- Manejo de maquinaria de corte de bloques de piedra. IEXD0108De EverandManejo de maquinaria de corte de bloques de piedra. IEXD0108Aún no hay calificaciones
- CONERADocumento44 páginasCONERAJudithMarilyn83% (6)
- Indice ConeraDocumento8 páginasIndice ConeraYu MatsAún no hay calificaciones
- MECHERADocumento30 páginasMECHERAGary SalasAún no hay calificaciones
- Kenzo TangeDocumento28 páginasKenzo TangeFernando Roberto Orihuela Meza100% (1)
- ConerasDocumento78 páginasConerasjoremahu0% (1)
- 04 It 094 Capitulo Vii HiladoDocumento21 páginas04 It 094 Capitulo Vii HiladoJonathan JCAún no hay calificaciones
- Bobinado CorregidoDocumento13 páginasBobinado CorregidoJnthn AyalaAún no hay calificaciones
- ARCHIVO - APUNTES Y TABLAS - TORNO 2021 - TornoDocumento14 páginasARCHIVO - APUNTES Y TABLAS - TORNO 2021 - TornoRicardo Ariel Condorí Cruz100% (2)
- FresadoraDocumento37 páginasFresadoraramones12Aún no hay calificaciones
- 01 Perforacion y Voladura de Rocas (Actualizacion)Documento92 páginas01 Perforacion y Voladura de Rocas (Actualizacion)parpejoAún no hay calificaciones
- Datos Tecnicos para El Torno Proxxon PD 400Documento3 páginasDatos Tecnicos para El Torno Proxxon PD 400Luis Carlos Zambrano RiañoAún no hay calificaciones
- Trabajo Mecanica de MaterialesDocumento16 páginasTrabajo Mecanica de MaterialesFernando CaveroAún no hay calificaciones
- Cangilones 1Documento51 páginasCangilones 1Felix Bocanegra RuizAún no hay calificaciones
- SP CLDTDocumento38 páginasSP CLDTNarcisoAún no hay calificaciones
- 319-13CITROEN C4 5pDocumento8 páginas319-13CITROEN C4 5pFranco BrardaAún no hay calificaciones
- Dem1 - 6 - B UcsmDocumento34 páginasDem1 - 6 - B UcsmJosé AlvaroAún no hay calificaciones
- DocxDocumento10 páginasDocxCesar GarridoAún no hay calificaciones
- Guía I - ConididadDocumento7 páginasGuía I - ConididadIsaias Guevara100% (1)
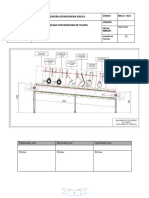
- Memoria de Ingenieria Basica de Maquina Evisceradora de Tilapia 27.05.22Documento12 páginasMemoria de Ingenieria Basica de Maquina Evisceradora de Tilapia 27.05.22Luis AAún no hay calificaciones
- Presentacion Troqeleria ModificaDocumento128 páginasPresentacion Troqeleria ModificaideascenterAún no hay calificaciones
- Plan de ApoyoDocumento9 páginasPlan de ApoyoMaria Buitrago05Aún no hay calificaciones
- Cillaza 8f65c-vsDocumento6 páginasCillaza 8f65c-vsMarcela AlejandraAún no hay calificaciones
- Trabajo Sobre Torno Paralelo (Recuperado Automáticamente)Documento17 páginasTrabajo Sobre Torno Paralelo (Recuperado Automáticamente)Rosi RSAún no hay calificaciones
- Barra CobreDocumento4 páginasBarra CobrenegrinAún no hay calificaciones
- Fresa DoraDocumento6 páginasFresa DorajesusAún no hay calificaciones
- Continua de HilarDocumento7 páginasContinua de Hilarfranz_esc2050% (2)
- Tablas de Banda TransportDocumento8 páginasTablas de Banda TransportJairon Terres QuispeAún no hay calificaciones
- Rectificado de BrocasDocumento20 páginasRectificado de BrocasOrlando ParraAún no hay calificaciones
- Bienvenidos !: CursoDocumento69 páginasBienvenidos !: CursoalferecAún no hay calificaciones
- Norma INEN Bandejas PortacablesDocumento38 páginasNorma INEN Bandejas PortacablesvonperAún no hay calificaciones
- ARCHIVO 1-APUNTES 2019-2020 TornoDocumento11 páginasARCHIVO 1-APUNTES 2019-2020 TornoREPRESENTACION GRAFICAAún no hay calificaciones
- CilindrosDocumento47 páginasCilindrosJimmy Michael Reinoso CuviAún no hay calificaciones
- PD 400 4006274244009.htmlDocumento4 páginasPD 400 4006274244009.htmlLuis Carlos Zambrano RiañoAún no hay calificaciones
- Semana 10Documento28 páginasSemana 10Ricardo AmadoAún no hay calificaciones
- 02 Cadena-2010Documento79 páginas02 Cadena-2010GGRAún no hay calificaciones
- Corte y Doblado de TubosDocumento51 páginasCorte y Doblado de Tuboseduardo soto perezAún no hay calificaciones
- Ejemplo 1 Hoja de Procesos.Documento5 páginasEjemplo 1 Hoja de Procesos.Alfonso Ian De Jesus ServinAún no hay calificaciones
- Adira Guimadira PDFDocumento2 páginasAdira Guimadira PDFJohan SneiderAún no hay calificaciones
- 11-TAMIZ ROTOSIEVE-Rev.1Documento5 páginas11-TAMIZ ROTOSIEVE-Rev.1leo GudiñoAún no hay calificaciones
- Parte Desarrollo: Tecnologia de Los Procesos de Manufactura - In179 Examen Final Ciclo 2022-02Documento6 páginasParte Desarrollo: Tecnologia de Los Procesos de Manufactura - In179 Examen Final Ciclo 2022-02A ZAún no hay calificaciones
- UD 2 Operacionnes Básicas de Mecanizado A ManoDocumento104 páginasUD 2 Operacionnes Básicas de Mecanizado A ManogongergalAún no hay calificaciones
- FORO Electricidad Industruial Rebobinado de MotoresDocumento7 páginasFORO Electricidad Industruial Rebobinado de MotoresCRISTHIAN MAMANI MAQUERAAún no hay calificaciones
- 5 QUINTAS PcsDocumento19 páginas5 QUINTAS Pcsyari santos ptAún no hay calificaciones
- L4InformeG14 (QU328B, 26 - 10 - 22)Documento7 páginasL4InformeG14 (QU328B, 26 - 10 - 22)yari santos ptAún no hay calificaciones
- Informe 5 Densidad de Liquidos CompressDocumento7 páginasInforme 5 Densidad de Liquidos Compressyari santos ptAún no hay calificaciones
- Taller 2Documento12 páginasTaller 2yari santos ptAún no hay calificaciones
- Solucionario Examen Final 2021-2Documento6 páginasSolucionario Examen Final 2021-2yari santos ptAún no hay calificaciones
- El Producto Nacional Bruto y El Saldo de Factores Pagados Al ExteriorDocumento22 páginasEl Producto Nacional Bruto y El Saldo de Factores Pagados Al Exterioryari santos ptAún no hay calificaciones
- Matematica Superior 1 ReclamoDocumento2 páginasMatematica Superior 1 Reclamoyari santos ptAún no hay calificaciones
- Cromatografia de Capa Fina y de Columna InformeDocumento10 páginasCromatografia de Capa Fina y de Columna Informeyari santos ptAún no hay calificaciones
- Superfijas PC2Documento17 páginasSuperfijas PC2yari santos ptAún no hay calificaciones
- CC - Ss. Exp. 04 (5ta. Act.) - 19 Al 23 Julio.Documento3 páginasCC - Ss. Exp. 04 (5ta. Act.) - 19 Al 23 Julio.yari santos ptAún no hay calificaciones
- PC-1 2022-1 PI-111A: Sección de PreguntasDocumento2 páginasPC-1 2022-1 PI-111A: Sección de Preguntasyari santos ptAún no hay calificaciones
- La PeinadoraDocumento13 páginasLa Peinadorayari santos ptAún no hay calificaciones
- Visita Tecnica Tejido Punto y PlanoDocumento22 páginasVisita Tecnica Tejido Punto y Planoyari santos ptAún no hay calificaciones
- Plan Lector - Dia de La PapaDocumento5 páginasPlan Lector - Dia de La Papayari santos ptAún no hay calificaciones
- Gaceta Oficial #120-2022Documento1 páginaGaceta Oficial #120-2022yari santos ptAún no hay calificaciones
- GRUPO 3 Informe de Diagrama de Fase de Un Sistema Ternario Parcialmente MiscibleDocumento13 páginasGRUPO 3 Informe de Diagrama de Fase de Un Sistema Ternario Parcialmente Miscibleyari santos ptAún no hay calificaciones
- 2 PC 2021-1Documento1 página2 PC 2021-1yari santos ptAún no hay calificaciones
- AperturaDocumento2 páginasAperturayari santos ptAún no hay calificaciones
- Pit 31 Ex Pacial 2021-1Documento1 páginaPit 31 Ex Pacial 2021-1yari santos ptAún no hay calificaciones
- GRUPO 3. Informe de AdsorciónDocumento12 páginasGRUPO 3. Informe de Adsorciónyari santos ptAún no hay calificaciones
- Extraccion de Pigmentos en PlantasDocumento25 páginasExtraccion de Pigmentos en Plantasyari santos pt0% (1)
- Bma01 Ep 2019 1Documento7 páginasBma01 Ep 2019 1yari santos ptAún no hay calificaciones
- GRUPO 3. Informe de Laboratorio Electrólisis de MetalesDocumento18 páginasGRUPO 3. Informe de Laboratorio Electrólisis de Metalesyari santos ptAún no hay calificaciones
- Informe de RemetidoDocumento11 páginasInforme de Remetidoyari santos ptAún no hay calificaciones
- GRUPO 3. Informe de Diagrama de Fases de Un Sistema BinarioDocumento12 páginasGRUPO 3. Informe de Diagrama de Fases de Un Sistema Binarioyari santos ptAún no hay calificaciones
- GRUPO 3. Informe de Cinética de La Hidrólisis Ácida Del Acetato de EtiloDocumento12 páginasGRUPO 3. Informe de Cinética de La Hidrólisis Ácida Del Acetato de Etiloyari santos ptAún no hay calificaciones
- Aspectos Descriptivos en El Proceso de TejerDocumento25 páginasAspectos Descriptivos en El Proceso de Tejeryari santos ptAún no hay calificaciones
- QU328 - GUIA DE LABORATORIO - 2021-1y2Documento92 páginasQU328 - GUIA DE LABORATORIO - 2021-1y2yari santos ptAún no hay calificaciones
- ESTIRADODocumento39 páginasESTIRADOyari santos ptAún no hay calificaciones
- Plan de EmergenciasDocumento26 páginasPlan de EmergenciasWladimir CollaoAún no hay calificaciones
- Formato IPP Encuesta Colectiva APESSLA BrianDocumento15 páginasFormato IPP Encuesta Colectiva APESSLA BrianMayker LiconAún no hay calificaciones
- Encuesta Satisfacción de EmpresaDocumento1 páginaEncuesta Satisfacción de EmpresaLaam AlexAún no hay calificaciones
- Eliminar La Voz de Una CanciónDocumento4 páginasEliminar La Voz de Una CanciónSarah WattsAún no hay calificaciones
- Viga en Z-Estudio 1-2Documento9 páginasViga en Z-Estudio 1-2WarlexAún no hay calificaciones
- ManualDocumento16 páginasManualKarel GómezAún no hay calificaciones
- TEORICA T2 2019 - 04 Chapas y ProcesosDocumento38 páginasTEORICA T2 2019 - 04 Chapas y ProcesosJe MartínezAún no hay calificaciones
- Replanteo TopograficoDocumento39 páginasReplanteo Topograficojherson cerron moralesAún no hay calificaciones
- Producos MaquifuerzaDocumento18 páginasProducos MaquifuerzaLuis Alfonso MartinezAún no hay calificaciones
- 1 Tabla de ContenidoDocumento22 páginas1 Tabla de ContenidoWILMER CABEZAS MORENOAún no hay calificaciones
- Suministros Repsa Seccion 5 Manual de InstalacionDocumento7 páginasSuministros Repsa Seccion 5 Manual de InstalacionAlberto aranaAún no hay calificaciones
- AMEFDocumento8 páginasAMEFtributo415Aún no hay calificaciones
- Cálculo de Transformador e Instalación de Herrajería en Un Poste de DistribuciónDocumento3 páginasCálculo de Transformador e Instalación de Herrajería en Un Poste de Distribuciónjaime andres huergo mottaAún no hay calificaciones
- Acometidas y Medidores.Documento6 páginasAcometidas y Medidores.Sebastian EscobarAún no hay calificaciones
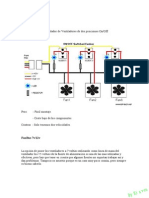
- Baybus - FanBus - RheoBus - ElectroBus - PWM - 220VDocumento17 páginasBaybus - FanBus - RheoBus - ElectroBus - PWM - 220VanimalenlataAún no hay calificaciones
- Ing. Civil en El PeruDocumento1 páginaIng. Civil en El PeruJordanKevinMarinFloresAún no hay calificaciones
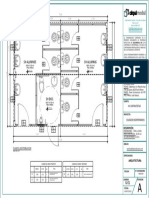
- G - SSHH 01 - PlantaDocumento1 páginaG - SSHH 01 - PlantaRaúl Manuel Espinoza RetamozoAún no hay calificaciones
- Evaluación de Los Valores para El Coeficiente de Disipación de EnergíaDocumento15 páginasEvaluación de Los Valores para El Coeficiente de Disipación de EnergíaJuan Mario Guevara PenarandaAún no hay calificaciones
- Mvag 24 Desgaste Los Angeles Astm C 131 PDFDocumento9 páginasMvag 24 Desgaste Los Angeles Astm C 131 PDFLedy Ana Pernia CastroAún no hay calificaciones
- Herramientas EspecialesDocumento3 páginasHerramientas EspecialesDiego AlvarezAún no hay calificaciones
- Cinytec PreciosDocumento2 páginasCinytec PreciosAixa RossiAún no hay calificaciones
- RD500 20201105Documento1 páginaRD500 20201105Juan Carlos Ludeña ChoqueAún no hay calificaciones
- Resane de PlanchasDocumento6 páginasResane de Planchasfreddy.sucuytanaAún no hay calificaciones
- Diseno y Construccion de Una Maquina PerforadoraDocumento167 páginasDiseno y Construccion de Una Maquina PerforadoraGabriel0% (1)
- Heridas Por Arma BlancaDocumento17 páginasHeridas Por Arma BlancaGuillermo Bladimir Guerrero AndradeAún no hay calificaciones
- 10 - PasarelasDocumento37 páginas10 - PasarelasMathias Bonilla100% (1)