También podría gustarte
- Calculo de EngranajesDocumento27 páginasCalculo de EngranajesManuelMYMMidoriAún no hay calificaciones
- CalibreDocumento5 páginasCalibretorrefedericoAún no hay calificaciones
- Apuntes de Tornos y TorneadoDocumento35 páginasApuntes de Tornos y TorneadoBoris SanhuezaAún no hay calificaciones
- TORNERIADocumento9 páginasTORNERIAJimmy CalizayaAún no hay calificaciones
- CepilladoraDocumento17 páginasCepilladoraEduardo PalacioAún no hay calificaciones
- Fabricacion de EngranajesDocumento67 páginasFabricacion de Engranajesdmcr 2310Aún no hay calificaciones
- 2-Unidad II-Parámetros de Corte en TorneadoDocumento37 páginas2-Unidad II-Parámetros de Corte en TorneadoYsael Narciso YanavilcaAún no hay calificaciones
- Fresado PDFDocumento11 páginasFresado PDFPablito Alfa GtAún no hay calificaciones
- Maquinas y Herramientas 12022Documento33 páginasMaquinas y Herramientas 12022Yulisa Rios Velasquez100% (1)
- Fresadora UniversalDocumento9 páginasFresadora UniversalruedacesarAún no hay calificaciones
- Cono ISO y MorseDocumento1 páginaCono ISO y MorseMatias CuevasAún no hay calificaciones
- FalconDocumento3 páginasFalconcarlitincho0% (1)
- Chaveta y AcoplesDocumento10 páginasChaveta y Acoplessara villonAún no hay calificaciones
- Torneo mandril conicoDocumento147 páginasTorneo mandril conicojesus landa galarza100% (2)
- Manual TorneriaDocumento8 páginasManual TorneriaPatricia Lima100% (1)
- Chavetas FinalDocumento20 páginasChavetas FinalDiegoMallegasAún no hay calificaciones
- CNC 8025 GP, M, MS manuales actualizadosDocumento420 páginasCNC 8025 GP, M, MS manuales actualizadoschusba0% (1)
- Nonios de TornoDocumento2 páginasNonios de TornoRaul Noe NajeraAún no hay calificaciones
- Maquinas RectificadorasDocumento17 páginasMaquinas RectificadorasDiego ChanaluisaAún no hay calificaciones
- Diapositivas Muelas Abrasivas..Documento35 páginasDiapositivas Muelas Abrasivas..Daniela Brigith100% (1)
- Tecnicas de Corte y PunzonadoDocumento79 páginasTecnicas de Corte y Punzonadogeegt0% (1)
- Manual para El RectificadoDocumento55 páginasManual para El RectificadoALEJANDRO BERNAL SALAMANCA0% (1)
- (2 Ejercicios de Taller) PDFDocumento47 páginas(2 Ejercicios de Taller) PDFInstructor Nelson DiazAún no hay calificaciones
- Medicion de Roscas y EngranesDocumento81 páginasMedicion de Roscas y Engranesnjarac197250% (2)
- La evolución histórica del torno mecánicoDocumento82 páginasLa evolución histórica del torno mecánicoDeiby AvilaAún no hay calificaciones
- Proces. I Uns D-4 Caja NortonDocumento19 páginasProces. I Uns D-4 Caja NortonNeysser BlasAún no hay calificaciones
- Herrami ConosDocumento8 páginasHerrami ConosMecanizado SenaAún no hay calificaciones
- Manual para El Rectificado-2-55-3-54Documento52 páginasManual para El Rectificado-2-55-3-54ALEJANDRO BERNAL SALAMANCAAún no hay calificaciones
- Sandvik TorneadoDocumento65 páginasSandvik TorneadoCamiliAún no hay calificaciones
- TALADRADODocumento22 páginasTALADRADOFeer SimóAún no hay calificaciones
- Fabricación y tipos de engranes y levasDocumento3 páginasFabricación y tipos de engranes y levasVianny Rodriguez100% (1)
- Codigos para El Torno CNC DYNAMITEDocumento6 páginasCodigos para El Torno CNC DYNAMITEKevin Islas100% (1)
- TaladradoDocumento3 páginasTaladradocalcetono100% (2)
- Aparatos divisores: tipos, funcionamiento y métodos de divisiónDocumento32 páginasAparatos divisores: tipos, funcionamiento y métodos de divisiónAlejandro González GaiteroAún no hay calificaciones
- Rosca a manoDocumento15 páginasRosca a manoCesar MontielAún no hay calificaciones
- Seleccion PernosDocumento19 páginasSeleccion PernosLeo GabrielAún no hay calificaciones
- Recomendaciones de MecanizadoDocumento16 páginasRecomendaciones de MecanizadoGabriela TGAún no hay calificaciones
- Cabezal Universal Divisor FresadoraDocumento6 páginasCabezal Universal Divisor FresadoralaymoncarlosAún no hay calificaciones
- Fresadora IDocumento67 páginasFresadora ICesar RamosAún no hay calificaciones
- Ejercicio Hoja Proceso TornoDocumento2 páginasEjercicio Hoja Proceso TornoChichojefe PmcAún no hay calificaciones
- ENGRANAJESDocumento24 páginasENGRANAJESRobert Samame MartinezAún no hay calificaciones
- Apuntes de Torno ConvencionalDocumento9 páginasApuntes de Torno ConvencionalFL Erick F100% (2)
- Roscas: elementos, clasificación y representaciónDocumento42 páginasRoscas: elementos, clasificación y representaciónJesús Martín BlancoAún no hay calificaciones
- Roscar en El TornoDocumento7 páginasRoscar en El TornololinitoAún no hay calificaciones
- Cono Isotooling 10Documento26 páginasCono Isotooling 10Damian QuirogaAún no hay calificaciones
- Fabricacion de EngranajesDocumento66 páginasFabricacion de Engranajesmario QuiAún no hay calificaciones
- Manual de Operación Máquina RectificadoraDocumento33 páginasManual de Operación Máquina RectificadoraAnonymous 4lIAJ1Lk2Aún no hay calificaciones
- Torno II. Parte I - Manual para formación de técnico operativoDocumento146 páginasTorno II. Parte I - Manual para formación de técnico operativoJorge C100% (1)
- Torneado de conos: cálculo del ángulo de inclinación del carroDocumento72 páginasTorneado de conos: cálculo del ángulo de inclinación del carroEdwin Castro100% (1)
- Cabezal DivisorDocumento7 páginasCabezal DivisorBryan David Buitron PilamonteAún no hay calificaciones
- Programacion CNCDocumento25 páginasProgramacion CNCOmar BarrionuevoAún no hay calificaciones
- Operaciones Basicas Del TornoDocumento4 páginasOperaciones Basicas Del TornoKevin Mejia SeminarioAún no hay calificaciones
- Cabezal DivisorDocumento25 páginasCabezal DivisorErick Vera100% (2)
- Examen Parcial - Caja NortonDocumento2 páginasExamen Parcial - Caja NortonCRILLOMARAún no hay calificaciones
- UF1250 - Conformación De Elementos MetálicosDe EverandUF1250 - Conformación De Elementos MetálicosAún no hay calificaciones
- ARCHIVO 1-APUNTES 2019-2020 TornoDocumento11 páginasARCHIVO 1-APUNTES 2019-2020 TornoREPRESENTACION GRAFICAAún no hay calificaciones
- TornoDocumento11 páginasTornotecnoscar1972Aún no hay calificaciones
- Velocidades y Avance para Corte Torno y Tabla OxicorteDocumento4 páginasVelocidades y Avance para Corte Torno y Tabla OxicorteAngelDimas100% (1)
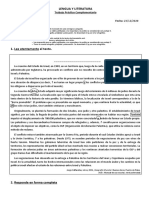
- Textos No LiterariosDocumento3 páginasTextos No LiterariosRicardo Ariel Condorí CruzAún no hay calificaciones
- Inducción electromagnética práctico 2Documento1 páginaInducción electromagnética práctico 2Ricardo Ariel Condorí CruzAún no hay calificaciones
- TP7 Estáticayrdem4°4°ProfJuarezAngel - Centro de GravedadDocumento2 páginasTP7 Estáticayrdem4°4°ProfJuarezAngel - Centro de GravedadRicardo Ariel Condorí CruzAún no hay calificaciones
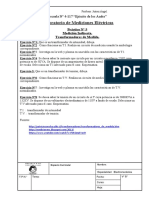
- TP5LaboratorioME Transformadores de Medida ProfAngelJuarezDocumento1 páginaTP5LaboratorioME Transformadores de Medida ProfAngelJuarezRicardo Ariel Condorí CruzAún no hay calificaciones
- Actividades 11 Semana de AislamientoDocumento1 páginaActividades 11 Semana de AislamientoRicardo Ariel Condorí CruzAún no hay calificaciones
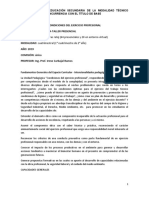
- Condiciones Del Ejercicio ProfesionalDocumento5 páginasCondiciones Del Ejercicio ProfesionalRicardo Ariel Condorí CruzAún no hay calificaciones
- Mecanismos Torno ParaleloDocumento5 páginasMecanismos Torno ParaleloJoséAndrésAgreda50% (4)
- Lengua Escuela Antonio Di BenedettoDocumento21 páginasLengua Escuela Antonio Di BenedettoRicardo Ariel Condorí CruzAún no hay calificaciones
- 5to Año Repaso 1era UDocumento3 páginas5to Año Repaso 1era URicardo Ariel Condorí CruzAún no hay calificaciones
- Caja de DirecciónDocumento1 páginaCaja de DirecciónRicardo Ariel Condorí CruzAún no hay calificaciones
- Calcular resistencia total circuitos serie-paraleloDocumento18 páginasCalcular resistencia total circuitos serie-paraleloRicardo Ariel Condorí CruzAún no hay calificaciones
- Mecanismos Torno ParaleloDocumento5 páginasMecanismos Torno ParaleloJoséAndrésAgreda50% (4)
- TP 4 Aplicacion de Sistemas de FCDocumento1 páginaTP 4 Aplicacion de Sistemas de FCRicardo Ariel Condorí CruzAún no hay calificaciones
- Criterios de Evaluación y Presentación de Notas Taller y Planillas 2020Documento4 páginasCriterios de Evaluación y Presentación de Notas Taller y Planillas 2020Ricardo Ariel Condorí CruzAún no hay calificaciones
- C de Competencias.Documento4 páginasC de Competencias.Ricardo Ariel Condorí CruzAún no hay calificaciones
- Calendario Mesas de Examen 2021Documento1 páginaCalendario Mesas de Examen 2021Ricardo Ariel Condorí CruzAún no hay calificaciones
- Secuencia Didáctica Circuito EléctricoDocumento5 páginasSecuencia Didáctica Circuito EléctricoRicardo Ariel Condorí Cruz0% (1)
- Rosca - GeneralidadesDocumento4 páginasRosca - Generalidadesocaolg73Aún no hay calificaciones
- Formulario Asistencia 2020Documento1 páginaFormulario Asistencia 2020Ricardo Ariel Condorí CruzAún no hay calificaciones
- Secuencia Didáctica Circuito EléctricoDocumento5 páginasSecuencia Didáctica Circuito EléctricoRicardo Ariel Condorí Cruz0% (1)
- 4-117 - SISTEMATIZACIÓN DATOS Registro de Trayectoria 2020Documento375 páginas4-117 - SISTEMATIZACIÓN DATOS Registro de Trayectoria 2020Ricardo Ariel Condorí CruzAún no hay calificaciones
- Formulario Asistencia 2020Documento1 páginaFormulario Asistencia 2020Ricardo Ariel Condorí CruzAún no hay calificaciones
- Evaluacionprocesotrimestre 1Documento1 páginaEvaluacionprocesotrimestre 1Ricardo Ariel Condorí CruzAún no hay calificaciones
- 2 Evaluacion 2019 A2D Trabajo Práctico EvaluacionDocumento5 páginas2 Evaluacion 2019 A2D Trabajo Práctico EvaluacionRicardo Ariel Condorí CruzAún no hay calificaciones
- Mantenimiento de Torno ParaleloDocumento4 páginasMantenimiento de Torno ParaleloMiguel Torres Alvarez100% (3)
- Mantenimiento de Torno ParaleloDocumento4 páginasMantenimiento de Torno ParaleloMiguel Torres Alvarez100% (3)
- El Rol Del Docente ExposicionDocumento19 páginasEl Rol Del Docente ExposicionRicardo Ariel Condorí CruzAún no hay calificaciones
- Estatica Evaluacion EvaluacionDocumento3 páginasEstatica Evaluacion EvaluacionRicardo Ariel Condorí CruzAún no hay calificaciones
- A3D Trabajo Práctico #567Documento3 páginasA3D Trabajo Práctico #567Ricardo Ariel Condorí CruzAún no hay calificaciones
- AgmaDocumento3 páginasAgmaNacho GarroneAún no hay calificaciones
- Transmision Por Cadenas y CorreasDocumento44 páginasTransmision Por Cadenas y CorreasAndrés Felipe RomeroAún no hay calificaciones
- Leonardo Pelaez Cuadro de FallaDocumento6 páginasLeonardo Pelaez Cuadro de FallaLeonardo PeláezAún no hay calificaciones
- SR250 2000 DespieceDocumento0 páginasSR250 2000 DespiecePepe CastilloAún no hay calificaciones
- Intercut1530 MAS kUSHIRO MecanizadoDocumento4 páginasIntercut1530 MAS kUSHIRO MecanizadoSebastian FerreroAún no hay calificaciones
- Multipump - Spanish 02 07 08 V1Documento5 páginasMultipump - Spanish 02 07 08 V1omarji_goAún no hay calificaciones
- 5.3 Transmisiones Por Cadena de RodillosDocumento9 páginas5.3 Transmisiones Por Cadena de RodillosElvis CarbajalAún no hay calificaciones
- Honda CG 150 Titan KS-ES-ESD - Service Manual (Spanish)Documento350 páginasHonda CG 150 Titan KS-ES-ESD - Service Manual (Spanish)Luciana Sayanes65% (37)
- Carpeta Educación TecnológicaDocumento53 páginasCarpeta Educación TecnológicaMarcos67% (3)
- CadenasDocumento52 páginasCadenasFreddy Cesar Ramos PumaAún no hay calificaciones
- EjesDocumento7 páginasEjesRodrigoOrtegaPerochenaAún no hay calificaciones
- Manual Curso Operacion Del Volteador de Vagones PMHDocumento42 páginasManual Curso Operacion Del Volteador de Vagones PMHJesus BarrosoAún no hay calificaciones
- Cap 1 Chavetas Pasadores y EstriasDocumento10 páginasCap 1 Chavetas Pasadores y EstriasJ Carlos AquinoAún no hay calificaciones
- Avance Fresadora MilkoDocumento32 páginasAvance Fresadora MilkoJesús Ángel Cruz OsorioAún no hay calificaciones
- Cadena PiñonDocumento4 páginasCadena PiñonJesus Esteban Tapia AlmunaAún no hay calificaciones
- Engine cp2Documento18 páginasEngine cp2manuel chuquipomaAún no hay calificaciones
- Engranajes FairesDocumento65 páginasEngranajes Fairesmario salazarAún no hay calificaciones
- Mfa301 U1 Apunte1Documento34 páginasMfa301 U1 Apunte1Edison FuentesAún no hay calificaciones
- Engranaje Tambor PDFDocumento1 páginaEngranaje Tambor PDFDiego Alejandro Perz ChaparroAún no hay calificaciones
- XJDocumento15 páginasXJHec Madecapo100% (2)
- Lista precios PLCs variadoresModulo IGBT SV-008IG5-2Modulo IGBT SV-015IG5-2Modulo IGBT SV-022IG5-2Manual de usuario variador SV-IS5$ 180.000$ 190.000$ 200.000$ 45.000Documento37 páginasLista precios PLCs variadoresModulo IGBT SV-008IG5-2Modulo IGBT SV-015IG5-2Modulo IGBT SV-022IG5-2Manual de usuario variador SV-IS5$ 180.000$ 190.000$ 200.000$ 45.000Pedro Pineda ÁlvarezAún no hay calificaciones
- Reductor R167AD8Documento3 páginasReductor R167AD8Joe Elisaul Rodríguez PerazaAún no hay calificaciones
- Ascensor de Dos PlantasDocumento23 páginasAscensor de Dos PlantasRobert Pages100% (1)
- 127 Cambio Manual 01X PDFDocumento36 páginas127 Cambio Manual 01X PDFFranTSBAún no hay calificaciones
- Maquinas para Los IngenierosDocumento163 páginasMaquinas para Los IngenierosCesar Cruz100% (8)
- Sistema de ValvulasDocumento17 páginasSistema de Valvulaswillian lopez100% (1)
- FUCHS Argumenter ES Passenger VW Group 0321Documento5 páginasFUCHS Argumenter ES Passenger VW Group 0321Dino SerranoAún no hay calificaciones
- Evaluacion Final Práctica de TallerDocumento14 páginasEvaluacion Final Práctica de TallerYerson Carrasco PerezAún no hay calificaciones
- UT #5 - Accionamientos de Las Máquinas HerramientasDocumento13 páginasUT #5 - Accionamientos de Las Máquinas HerramientasSeba Martinez100% (2)
- DiferencialDocumento10 páginasDiferencialJose Vicente Yago MoraAún no hay calificaciones