100% encontró este documento útil (2 votos)
392 vistas6 páginasHPGR
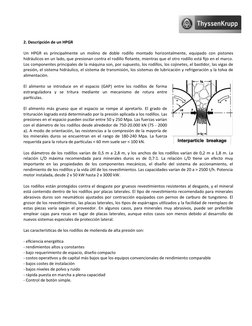
Este documento describe los rodillos de molienda de alta presión (HPGR) y su aplicación en la industria minera. Los HPGR se han utilizado desde 1988 para moler minerales abrasivos como el diamante y el hierro. Se han desarrollado nuevas superficies de rodillos para mejorar la resistencia al desgaste, lo que ha permitido aplicar los HPGR a minerales más duros como el cobre y el oro. Los HPGR ofrecen una mayor eficiencia energética y menores costos de capital y operación en comparación con los
Cargado por
alpasemaDerechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como DOCX, PDF, TXT o lee en línea desde Scribd
100% encontró este documento útil (2 votos)
392 vistas6 páginasHPGR
Este documento describe los rodillos de molienda de alta presión (HPGR) y su aplicación en la industria minera. Los HPGR se han utilizado desde 1988 para moler minerales abrasivos como el diamante y el hierro. Se han desarrollado nuevas superficies de rodillos para mejorar la resistencia al desgaste, lo que ha permitido aplicar los HPGR a minerales más duros como el cobre y el oro. Los HPGR ofrecen una mayor eficiencia energética y menores costos de capital y operación en comparación con los
Cargado por
alpasemaDerechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como DOCX, PDF, TXT o lee en línea desde Scribd