También podría gustarte
- Actividad 2 - Trabajo de Investigación AGILE Semana 1Documento4 páginasActividad 2 - Trabajo de Investigación AGILE Semana 1julezdur100% (2)
- UF0049 - Procesos de gestión de calidad en hostelería y turismoDe EverandUF0049 - Procesos de gestión de calidad en hostelería y turismoCalificación: 5 de 5 estrellas5/5 (2)
- Ejercicio 2020-11-13Documento4 páginasEjercicio 2020-11-13Bryan Dark100% (1)
- Ejercicio 23-11-2020Documento2 páginasEjercicio 23-11-2020Bryan Dark0% (1)
- Ejercicios Inv OperativaDocumento6 páginasEjercicios Inv OperativaBryan DarkAún no hay calificaciones
- Trabajo Final 205 ActualDocumento52 páginasTrabajo Final 205 ActualYaritza Fernandez0% (1)
- MF0665_3 - Gestión de la calidad y medioambiental en industrias de procesoDe EverandMF0665_3 - Gestión de la calidad y medioambiental en industrias de procesoCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Sistema de InformacionDocumento12 páginasSistema de InformacionNataly Oviedo50% (2)
- Cómo Configurar Virtual Host de Apache en Ubuntu 14Documento8 páginasCómo Configurar Virtual Host de Apache en Ubuntu 14Geimer DavidAún no hay calificaciones
- Cgeu Cgeu-239 Ejercicio T001Documento8 páginasCgeu Cgeu-239 Ejercicio T001Carolina De La Cruz RomeroAún no hay calificaciones
- Fundamentos Basicos Cont Est CalDocumento23 páginasFundamentos Basicos Cont Est Calbiz markAún no hay calificaciones
- Clase 3. Calidad en Procesos AdministrativosDocumento12 páginasClase 3. Calidad en Procesos AdministrativosLuis RiveroAún no hay calificaciones
- Gestión de Calidad - METSIDocumento6 páginasGestión de Calidad - METSIValentina Ester RodriguezAún no hay calificaciones
- Cgeu-239 Ejercicio T001Documento9 páginasCgeu-239 Ejercicio T001miguel llontopAún no hay calificaciones
- Evolucion de La Calidad LibroDocumento34 páginasEvolucion de La Calidad LibroAlexis GordonAún no hay calificaciones
- Competitividad CalidadDocumento26 páginasCompetitividad CalidadJuan Jose Rodriguez VargasAún no hay calificaciones
- Entrega Previa 2 (Semana 5)Documento11 páginasEntrega Previa 2 (Semana 5)Ivonne Jimenez RodriguezAún no hay calificaciones
- CalidadDocumento7 páginasCalidaddelvis mendezAún no hay calificaciones
- Calidad TotalDocumento8 páginasCalidad Totaldayana de la cruzAún no hay calificaciones
- Separata Calidad TotalDocumento88 páginasSeparata Calidad TotalJose HuanambalAún no hay calificaciones
- Clase # 2 Relacion de Calidad y ProductividadDocumento12 páginasClase # 2 Relacion de Calidad y ProductividadDaniel García Loor100% (1)
- Herramientas de La CalidadDocumento65 páginasHerramientas de La CalidadCamila Estefania Peralta CampoAún no hay calificaciones
- DemingDocumento20 páginasDemingEfrain Negrete PinedaAún no hay calificaciones
- Cgeu Cgeu-239 Trabajofinal AldaveDocumento12 páginasCgeu Cgeu-239 Trabajofinal AldaveTraysi MiramiraAún no hay calificaciones
- Act Apren2 ECHPDocumento9 páginasAct Apren2 ECHPERNESTO CHIGO PELAYOAún no hay calificaciones
- Compilado Temas Primer ParcialDocumento328 páginasCompilado Temas Primer ParcialAraceli ZubczukAún no hay calificaciones
- Gestion y Aseguramiento de La Calidad AlesDocumento75 páginasGestion y Aseguramiento de La Calidad AlesGabi MateranoAún no hay calificaciones
- Conceptos Basicos de La Calidad y La ProductividadDocumento20 páginasConceptos Basicos de La Calidad y La ProductividadNadezhda Marín MosqueraAún no hay calificaciones
- Calidad TotalDocumento8 páginasCalidad TotalAlonso Ino AlfaroAún no hay calificaciones
- Ejercicio 01 - Calidad Total - Grupo 01 RojoDocumento11 páginasEjercicio 01 - Calidad Total - Grupo 01 RojoAndrea Nickole Flores Quenta100% (1)
- Cgeu-239 Ejercicio t001 Royer CcamaDocumento13 páginasCgeu-239 Ejercicio t001 Royer CcamaRoyer CruzAún no hay calificaciones
- Calidadindustrial 121204084421 Phpapp01Documento8 páginasCalidadindustrial 121204084421 Phpapp01Luis Alberth Huamani RimachiAún no hay calificaciones
- Cgeu-239 Ejercicio T001Documento9 páginasCgeu-239 Ejercicio T001NECOOAún no hay calificaciones
- Cuestionario 5Documento6 páginasCuestionario 5Ricardo Sanchez MartinezAún no hay calificaciones
- Clase Calidad 1. Procesos de Fabricación.Documento33 páginasClase Calidad 1. Procesos de Fabricación.marcoAún no hay calificaciones
- Sesión 05D - Procesos de Manufactura 202220Documento57 páginasSesión 05D - Procesos de Manufactura 202220Arturo TapiaAún no hay calificaciones
- Ejercicio 1Documento9 páginasEjercicio 1Luana Saire JaraAún no hay calificaciones
- Clase TópicosDocumento15 páginasClase TópicosAndrés Porras CéspedesAún no hay calificaciones
- Capacitacion en CalidadDocumento34 páginasCapacitacion en CalidadTania LondoñoAún no hay calificaciones
- Conceptos CecDocumento3 páginasConceptos CecNoel Carballido MezaAún no hay calificaciones
- Sesión 2. Definiciones de Calidad y Control de Calidad PDFDocumento40 páginasSesión 2. Definiciones de Calidad y Control de Calidad PDFDaniel Cachay del AguilaAún no hay calificaciones
- ProductividadDocumento5 páginasProductividadJaire MoroteAún no hay calificaciones
- Aqp S 6 7 8 Herramientas de Calidad Pasos para La Mejora de Procesos - LeanDocumento95 páginasAqp S 6 7 8 Herramientas de Calidad Pasos para La Mejora de Procesos - LeanWillianFlexAún no hay calificaciones
- 01 Fundamentos de La CalidadDocumento75 páginas01 Fundamentos de La CalidadLuis Coronado YslaAún no hay calificaciones
- Cap - 1 Calidad ComplementoDocumento4 páginasCap - 1 Calidad ComplementoMarco AntonioAún no hay calificaciones
- Presentaciones Gestión Por ProcesosDocumento129 páginasPresentaciones Gestión Por ProcesosFreddy FloresAún no hay calificaciones
- Diapos UM I - V10 2023Documento144 páginasDiapos UM I - V10 2023nicole.faguaga21Aún no hay calificaciones
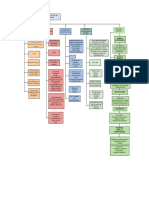
- Factores de Variación Que Afectan La Calidad deDocumento35 páginasFactores de Variación Que Afectan La Calidad deTeodoro Medellin ChávezAún no hay calificaciones
- Trabajo FinalDocumento13 páginasTrabajo FinalOmar AbdulAún no hay calificaciones
- Estudio Privado CentradoDocumento13 páginasEstudio Privado CentradoLuis RodriguezAún no hay calificaciones
- Ensayo de Factores de Calidad y ProduccionDocumento7 páginasEnsayo de Factores de Calidad y ProduccionJavier FrancisconiAún no hay calificaciones
- Del CursoDocumento245 páginasDel CursoJose Pintado0% (1)
- Gestion de La Calidad 2018Documento62 páginasGestion de La Calidad 2018Milka QuecheAún no hay calificaciones
- ASPECTOS DE LA CALIDAD y COSTOS DE CALIDADDocumento6 páginasASPECTOS DE LA CALIDAD y COSTOS DE CALIDADDaphne Irela SabillónAún no hay calificaciones
- Calidad Total Ejercicio N°1Documento10 páginasCalidad Total Ejercicio N°1Erick Alejandro Prieto TalaveraAún no hay calificaciones
- Control de CalidadDocumento11 páginasControl de CalidadRosa lia Huaranga ramirezAún no hay calificaciones
- Taller Actualización ISO 9001-2015rermayo 2024Documento41 páginasTaller Actualización ISO 9001-2015rermayo 2024mariaAún no hay calificaciones
- 7 Principios Básicos de La CalidadDocumento4 páginas7 Principios Básicos de La CalidadCintia RuizAún no hay calificaciones
- Modelos de Gestión de Calidad y Costos de CalidadDocumento26 páginasModelos de Gestión de Calidad y Costos de CalidadRandol Fabian Amaya sandovalAún no hay calificaciones
- Práctica IDocumento16 páginasPráctica ILuismiguelpr12345Aún no hay calificaciones
- Reingenieria Empresarial JORNADA 4o PDFDocumento43 páginasReingenieria Empresarial JORNADA 4o PDFMiguel Angel Acero ÁlvarezAún no hay calificaciones
- 2018-Senati-C E PDocumento181 páginas2018-Senati-C E PAldo Vásquez BravoAún no hay calificaciones
- Infografia Gestion de CalidadDocumento2 páginasInfografia Gestion de CalidadArmando AriasAún no hay calificaciones
- S2 Gestion de La Calidad y Mejora Continua 202306 - Herramientas - DIAGRAMA DE PARETO Y CUASA Y EFECTODocumento84 páginasS2 Gestion de La Calidad y Mejora Continua 202306 - Herramientas - DIAGRAMA DE PARETO Y CUASA Y EFECTOEnri federic Trigos HuamaniAún no hay calificaciones
- ANEXO 3 Ventaja CompetitivaDocumento16 páginasANEXO 3 Ventaja CompetitivaMilena Suau MöllerAún no hay calificaciones
- Modelos de CalidadDocumento27 páginasModelos de CalidadBryan DarkAún no hay calificaciones
- Ejemplo Diagrama Hombre - MaquinaDocumento3 páginasEjemplo Diagrama Hombre - MaquinaBryan DarkAún no hay calificaciones
- Clasificación de Las Empresas, de Forma JuridicaDocumento3 páginasClasificación de Las Empresas, de Forma JuridicaBryan DarkAún no hay calificaciones
- Productividad en El EcuadorDocumento11 páginasProductividad en El EcuadorBryan DarkAún no hay calificaciones
- Grupo 4 - Ejercicio de Programacion Lineal - Metodo GraficoDocumento6 páginasGrupo 4 - Ejercicio de Programacion Lineal - Metodo GraficoBryan DarkAún no hay calificaciones
- Segundo Parcial - Katherine ArmasDocumento6 páginasSegundo Parcial - Katherine ArmasBryan DarkAún no hay calificaciones
- Ejercicio 1 OperativaDocumento6 páginasEjercicio 1 OperativaBryan DarkAún no hay calificaciones
- Deber OperativaDocumento7 páginasDeber OperativaBryan DarkAún no hay calificaciones
- Elementos de Inferencia EstadísticaDocumento22 páginasElementos de Inferencia EstadísticaBryan DarkAún no hay calificaciones
- Primera Prueba ParcialDocumento1 páginaPrimera Prueba ParcialBryan DarkAún no hay calificaciones
- Existen Muchos Dispositivos Inteligentes en El Mercado Capaces de Incorporar Domótica A Nuestra Casa Por EjemploDocumento3 páginasExisten Muchos Dispositivos Inteligentes en El Mercado Capaces de Incorporar Domótica A Nuestra Casa Por EjemploRoberto Alvarez (ingcram)Aún no hay calificaciones
- Laboratory Catalog 2015 PDFDocumento240 páginasLaboratory Catalog 2015 PDFApoloTrevinoAún no hay calificaciones
- Propuesta Comercial Web TovarsatDocumento5 páginasPropuesta Comercial Web TovarsatFernando Jose Sulbaran HernandezAún no hay calificaciones
- PLAN ESTUDIO ADMON TURISTICA Digital - BOGOTA 1Documento1 páginaPLAN ESTUDIO ADMON TURISTICA Digital - BOGOTA 1Diana Elizabeth Proano FragaAún no hay calificaciones
- Manual de Usuario NUTRIX - Normativa AcadémicaDocumento27 páginasManual de Usuario NUTRIX - Normativa AcadémicaSusy YanesAún no hay calificaciones
- 11 Cálculo de La Eficiencia de Motor Trifásico Convencional - AcabadoDocumento16 páginas11 Cálculo de La Eficiencia de Motor Trifásico Convencional - AcabadoWilfredo Nina50% (2)
- Tesis Francisco HerreraDocumento113 páginasTesis Francisco HerreraPancho HerreraAún no hay calificaciones
- Administracinparaemprendedores1ed Antoniocesaramarumaximiano 150505114120 Conversion Gate01Documento21 páginasAdministracinparaemprendedores1ed Antoniocesaramarumaximiano 150505114120 Conversion Gate01Jefersson Alex Quispe VargasAún no hay calificaciones
- GOPHERDocumento7 páginasGOPHERSalimAún no hay calificaciones
- Guia para Alumnos 1er Parte - SENCICODocumento8 páginasGuia para Alumnos 1er Parte - SENCICOWalter Eduardo Loayza ChambillaAún no hay calificaciones
- Pia RobóticaDocumento34 páginasPia RobóticaYaneth MendesAún no hay calificaciones
- Diapositivas GerenciaDocumento25 páginasDiapositivas GerenciaGisella SalamancaAún no hay calificaciones
- Pasos para Fijar e Impedir Que Se Cambie El Fondo de Escritorio en WindowsDocumento1 páginaPasos para Fijar e Impedir Que Se Cambie El Fondo de Escritorio en WindowsJuan TorresAún no hay calificaciones
- Desarrollo de Software HISDocumento4 páginasDesarrollo de Software HIS6SISINF0% (1)
- Notas Del Curso Bases de Datos PDFDocumento201 páginasNotas Del Curso Bases de Datos PDFcaramelo79Aún no hay calificaciones
- Fundamentals of Graphs and Complex Networks IIDocumento28 páginasFundamentals of Graphs and Complex Networks IIRodrigo PomaAún no hay calificaciones
- Tesis Claudia Cruz López.Documento119 páginasTesis Claudia Cruz López.Javier RodrgiuezAún no hay calificaciones
- Material Rap 1 Activ I Dad 1Documento18 páginasMaterial Rap 1 Activ I Dad 1jose luis muñozAún no hay calificaciones
- M1AF3Documento6 páginasM1AF3luisAún no hay calificaciones
- Clonacion de ParticionesDocumento10 páginasClonacion de Particionesbruno limaAún no hay calificaciones
- Manual de Usuario - MÓDULO DOCENTEDocumento7 páginasManual de Usuario - MÓDULO DOCENTEOrlando Sanchez HuamanAún no hay calificaciones
- Instructivo SOFTCAD Samet 2010Documento8 páginasInstructivo SOFTCAD Samet 2010Anonymous DefbSuwiAún no hay calificaciones
- Diseño y Desarrollo de Software PPT GRUPO 4Documento17 páginasDiseño y Desarrollo de Software PPT GRUPO 4AriaNya HyakuyaAún no hay calificaciones
- Patron de DiseñoDocumento6 páginasPatron de DiseñoAlfredo Freddy Guillermo Iglesias ZambranoAún no hay calificaciones
- Herramienta de Monitoreo de Red ICINGADocumento18 páginasHerramienta de Monitoreo de Red ICINGAMary SanchezAún no hay calificaciones
- Entrega 1 Seguridad Ciclo Desarrollo MDDocumento4 páginasEntrega 1 Seguridad Ciclo Desarrollo MDAna Milena Diaz100% (1)
- Actividad 2 Sistemas OperativosDocumento8 páginasActividad 2 Sistemas OperativosAngel Alejandro JassoAún no hay calificaciones