También podría gustarte
- Elementos de concreto reforzado IDe EverandElementos de concreto reforzado ICalificación: 2.5 de 5 estrellas2.5/5 (2)
- Conceptos avanzados del diseño estructural con madera: Parte I: uniones, refuerzos, elementos compuestos y diseño antisísmicoDe EverandConceptos avanzados del diseño estructural con madera: Parte I: uniones, refuerzos, elementos compuestos y diseño antisísmicoAún no hay calificaciones
- Diseño para La Fundición de Moldes DesechablesDocumento5 páginasDiseño para La Fundición de Moldes DesechablesElvis Javier Marcillo LozaAún no hay calificaciones
- Flexión en vigas de concreto reforzado: Método elástico (ASD)De EverandFlexión en vigas de concreto reforzado: Método elástico (ASD)Calificación: 5 de 5 estrellas5/5 (2)
- Diseño de concreto reforzado 8ª EdiciónDe EverandDiseño de concreto reforzado 8ª EdiciónCalificación: 5 de 5 estrellas5/5 (1)
- Diseño de Juntas AWS D1.1Documento6 páginasDiseño de Juntas AWS D1.1PatricioHernán50% (4)
- CONSIDERACIONES DE DISEÑO PARA FUNDICIÓNDocumento4 páginasCONSIDERACIONES DE DISEÑO PARA FUNDICIÓNArmandoAndreAún no hay calificaciones
- Proceso de Fabricación Del AceroDocumento11 páginasProceso de Fabricación Del AceroMarco AlvaradoAún no hay calificaciones
- Capítulo 02 - Piezas Sometidas A Tracción PDFDocumento19 páginasCapítulo 02 - Piezas Sometidas A Tracción PDFCalle ThomsonAún no hay calificaciones
- Resumen de Embutido - Delgado Collantes EliazarDocumento13 páginasResumen de Embutido - Delgado Collantes EliazarEliazar Delgado CollantesAún no hay calificaciones
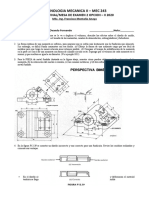
- UMSA-FCT-DI: Tecnología Mecánica II Examen FinalDocumento17 páginasUMSA-FCT-DI: Tecnología Mecánica II Examen FinalJorge Rolando Correa SuyoAún no hay calificaciones
- Preparacion de Juntas para SoldarDocumento6 páginasPreparacion de Juntas para SoldarGerli TeranAún no hay calificaciones
- Estudio Fundicion GGG40Documento6 páginasEstudio Fundicion GGG40Juan Carlos MendezAún no hay calificaciones
- Hoja Tecnica Tubo Lac Astm A500Documento5 páginasHoja Tecnica Tubo Lac Astm A500André MedranoAún no hay calificaciones
- Operaciones de ReembuticiónDocumento6 páginasOperaciones de ReembuticiónDaniel TibataAún no hay calificaciones
- Examen Final 2 Opcion Mesa II 2020Documento5 páginasExamen Final 2 Opcion Mesa II 2020Fernando AlcocerAún no hay calificaciones
- 1preparación de JuntasDocumento6 páginas1preparación de JuntasLuis Fernando Paredes ParedesAún no hay calificaciones
- Examen Final 2 Opcion Mesa Ii 2020Documento2 páginasExamen Final 2 Opcion Mesa Ii 2020Fernando AntezanaAún no hay calificaciones
- Diseño de fundiciones para moldesDocumento4 páginasDiseño de fundiciones para moldesJulio AlmanzaAún no hay calificaciones
- Reglas de Trazado Piezas SanasDocumento10 páginasReglas de Trazado Piezas SanasDiego GordilloAún no hay calificaciones
- 7.momento Lineal y ColisionesDocumento4 páginas7.momento Lineal y ColisionesAlvarezMartin0% (1)
- Disertacion FinalDocumento25 páginasDisertacion Finaljaqueline_luque_1Aún no hay calificaciones
- Fundición en ArenaDocumento7 páginasFundición en ArenaYash Palomino SantosAún no hay calificaciones
- 2130 Primer ParcialDocumento2 páginas2130 Primer ParcialBel CoroAún no hay calificaciones
- Aleaciones AntifricciónDocumento8 páginasAleaciones AntifricciónAnonymous KdnOsd9Aún no hay calificaciones
- Caceres Cruz Marco Gaston .Grupo2. Ingenieria IndustrialDocumento3 páginasCaceres Cruz Marco Gaston .Grupo2. Ingenieria IndustrialCaceres Cruz Marco GastonAún no hay calificaciones
- BANCO DE PREGUNTAS 2das EXPOSICIÓNESDocumento16 páginasBANCO DE PREGUNTAS 2das EXPOSICIÓNESjessica ontiverosAún no hay calificaciones
- Concreto Armado Dominios de Deformacion PDFDocumento22 páginasConcreto Armado Dominios de Deformacion PDFErick Saldaña CalderonAún no hay calificaciones
- Tema 5. Diseño de Moldes - ApuntesDocumento24 páginasTema 5. Diseño de Moldes - ApuntesIsidoro Diez AzorAún no hay calificaciones
- Apunte 02 B La Fundicion de Los MetalesDocumento32 páginasApunte 02 B La Fundicion de Los MetalesGerman Alexis VillaAún no hay calificaciones
- Geometria, Seleccion y Preparacion de JuntasDocumento64 páginasGeometria, Seleccion y Preparacion de Juntasjuanito077100% (1)
- Recomendaciones sobre el doblado y empalme del acero en construcciónDocumento9 páginasRecomendaciones sobre el doblado y empalme del acero en construcciónJose Luis Ruiz Ruiz100% (1)
- Solutions Manual SM ch11 20.en - Es PDFDocumento88 páginasSolutions Manual SM ch11 20.en - Es PDFRodrigoG.MostacedoAún no hay calificaciones
- Bisel ConfiguraciónDocumento8 páginasBisel ConfiguraciónDoryan Bocanegra MedinaAún no hay calificaciones
- Cuestionario Capitulo 12Documento10 páginasCuestionario Capitulo 12KaLi Rodriguez67% (3)
- Diseño de Riser 1Documento130 páginasDiseño de Riser 1JazmínARAún no hay calificaciones
- Cuestionario Capitulo 12Documento10 páginasCuestionario Capitulo 12Yhoni RY100% (1)
- Cuestionario Capitulo 12Documento29 páginasCuestionario Capitulo 12aracely sierra soriaAún no hay calificaciones
- Tecnologia Mecanica Ii - Mec 243Documento2 páginasTecnologia Mecanica Ii - Mec 243Silvestre Tola Luis MiguelAún no hay calificaciones
- Resumen2parcial 1 174 56 60Documento19 páginasResumen2parcial 1 174 56 60Maximo C. ValdezAún no hay calificaciones
- Fundición de Metales Procesos CUESTIONARIOS CAP 11Documento10 páginasFundición de Metales Procesos CUESTIONARIOS CAP 11aideeAún no hay calificaciones
- Losa AligeradaDocumento4 páginasLosa AligeradaWilber LaquiseAún no hay calificaciones
- Modelos y NúcleosDocumento4 páginasModelos y NúcleosManuel TeranAún no hay calificaciones
- ForjaDocumento20 páginasForjaTow EuvuAún no hay calificaciones
- Preguntas 2Documento5 páginasPreguntas 2Miguel ToscanoAún no hay calificaciones
- Aguilar Medina Cristhian Mauricio-Cuestionario Capitulo 12 Evaluacion-Grupo1 IndustrialDocumento2 páginasAguilar Medina Cristhian Mauricio-Cuestionario Capitulo 12 Evaluacion-Grupo1 IndustrialDeyvi AguilarAún no hay calificaciones
- Tarea1 24-1Documento1 páginaTarea1 24-1Omar Adrian Hernandez JimenezAún no hay calificaciones
- Defectos de FusionDocumento2 páginasDefectos de FusionGrabiela Hidalgo MedinaAún no hay calificaciones
- Repaso AGSDocumento3 páginasRepaso AGSAna Fernandez VallejoAún no hay calificaciones
- Laboratorio. EmbuticiónDocumento25 páginasLaboratorio. EmbuticiónJuliusAún no hay calificaciones
- Diseño Del ModeloDocumento13 páginasDiseño Del ModeloSebastian ValeraAún no hay calificaciones
- Calculos en La Fundicion de Metales OficialDocumento35 páginasCalculos en La Fundicion de Metales OficialAngel L Aramayo VelaAún no hay calificaciones
- Fundicion y ColadaDocumento42 páginasFundicion y Coladakariennys morenoAún no hay calificaciones
- Embutido y ForjaDocumento9 páginasEmbutido y ForjaDieGo Trávez CruzAún no hay calificaciones
- Diseño de MontantesDocumento27 páginasDiseño de MontantesFelipeAún no hay calificaciones
- Wa0010Documento5 páginasWa0010juanAún no hay calificaciones
- Preguntas - Extrusión, Embutición y AfinesDocumento6 páginasPreguntas - Extrusión, Embutición y AfinesAdrián Rodríguez FernándezAún no hay calificaciones
- Conformado de La Chapa MetalicaDocumento20 páginasConformado de La Chapa MetalicaJonathan Araya Carvajal100% (1)
- Diseño, construcción y criterios de supervisión de edificaciones en mampostería estructural según la NSR-10De EverandDiseño, construcción y criterios de supervisión de edificaciones en mampostería estructural según la NSR-10Aún no hay calificaciones
- Cad 3D 2022Documento10 páginasCad 3D 2022Tiago Exequiel LezcanoAún no hay calificaciones
- IRAM-ISO 129-1 AcotacionDocumento80 páginasIRAM-ISO 129-1 AcotacionTiago Exequiel LezcanoAún no hay calificaciones
- El Plano de Conjunto 2019Documento21 páginasEl Plano de Conjunto 2019Tiago Exequiel LezcanoAún no hay calificaciones
- Desarrollo de Una Pieza 2021Documento16 páginasDesarrollo de Una Pieza 2021Tiago Exequiel LezcanoAún no hay calificaciones
- Guia 5Documento6 páginasGuia 5Jesús LeonardoAún no hay calificaciones
- 02.00 Procedimento de Soldadura Por Arco Protegido E7018 PDFDocumento2 páginas02.00 Procedimento de Soldadura Por Arco Protegido E7018 PDFFJ OscarAún no hay calificaciones
- Tecnicas de Enroscado ManualDocumento3 páginasTecnicas de Enroscado ManualChristian SalcedoAún no hay calificaciones
- Hoja Informativa 020620Documento7 páginasHoja Informativa 020620Kaleb LeonAún no hay calificaciones
- U1 Informe, Procesos de FabricaciónDocumento11 páginasU1 Informe, Procesos de FabricaciónPaulina HerreraAún no hay calificaciones
- Guia 3Documento4 páginasGuia 3Fabiola Yessica CondoriAún no hay calificaciones
- Investigacion 1Documento15 páginasInvestigacion 1ALAN ALBERTO AGUILAR BARBAAún no hay calificaciones
- Experto Procesos Obtencion Metalurgia ExtractivaDocumento13 páginasExperto Procesos Obtencion Metalurgia ExtractivaTexx TexxAún no hay calificaciones
- Efc - Elementos Finales de ControlDocumento104 páginasEfc - Elementos Finales de Controlwknngjgpm8Aún no hay calificaciones
- Cables Aéreos EléctricosDocumento4 páginasCables Aéreos EléctricosEdgar GonzalezAún no hay calificaciones
- El Acero en ObraDocumento16 páginasEl Acero en ObraChristian CardenasAún no hay calificaciones
- JHOANDocumento7 páginasJHOANesdras hernanAún no hay calificaciones
- Presentacion 15 2.9.1 Fundamentos de Metla (Corte de Lamina)Documento20 páginasPresentacion 15 2.9.1 Fundamentos de Metla (Corte de Lamina)gerardoAún no hay calificaciones
- 2 - Día 3 Reto40Excel - Totalizar Datos en Excel-EjDocumento12 páginas2 - Día 3 Reto40Excel - Totalizar Datos en Excel-EjRenzo RodriguezAún no hay calificaciones
- La Cepilladora de Codo XDDocumento156 páginasLa Cepilladora de Codo XDWillian Castillo Obando100% (1)
- Trabajos en AlturaDocumento33 páginasTrabajos en Alturaferney martinAún no hay calificaciones
- Usos y Aplicaciones Del Cobre PDFDocumento4 páginasUsos y Aplicaciones Del Cobre PDFMauricio De La Cruz Valerio SoiraAún no hay calificaciones
- MT006 PST Reparacion de Blindaje para CucharonesDocumento5 páginasMT006 PST Reparacion de Blindaje para CucharonesricardoAún no hay calificaciones
- Ensayo de Análisis de Procesos de Remoción de MaterialDocumento12 páginasEnsayo de Análisis de Procesos de Remoción de MaterialjohanaAún no hay calificaciones
- Caso Formación de Vidrios y Plásticos.Documento3 páginasCaso Formación de Vidrios y Plásticos.GeorgeAún no hay calificaciones
- Pinturas para proteger, decorar y valorizarDocumento15 páginasPinturas para proteger, decorar y valorizarEdison Gabriel Puello DiazAún no hay calificaciones
- ATS SoldadorDocumento3 páginasATS SoldadorAlvaro TorresAún no hay calificaciones
- Parcial Mantenimiento IndustrialDocumento2 páginasParcial Mantenimiento IndustrialLizeth Dignory Cadena EspinosaAún no hay calificaciones
- Tarea 01 - Villena Meza, Nelio EliDocumento6 páginasTarea 01 - Villena Meza, Nelio EliNelio Elí Villena MAún no hay calificaciones
- 02 Et Grass SinteticoDocumento23 páginas02 Et Grass SinteticoDina Light CrsAún no hay calificaciones
- Oxidos para CeramicosDocumento8 páginasOxidos para CeramicosmksantivanezsAún no hay calificaciones
- Innovacion Tecnologica de Los Materiales MetalDocumento11 páginasInnovacion Tecnologica de Los Materiales MetallolaAún no hay calificaciones
- Avance 1 Proyecto 2 PetDocumento10 páginasAvance 1 Proyecto 2 PetJorge LlanasAún no hay calificaciones
- Procedimiento de Soldadura Smaw FileteDocumento9 páginasProcedimiento de Soldadura Smaw FileteAnalista Control de CalidadAún no hay calificaciones
- 4 TigDocumento4 páginas4 TigAnthony ZaEsAún no hay calificaciones