También podría gustarte
- Planos de Dobladora de LaminasDocumento47 páginasPlanos de Dobladora de Laminasleonardo fabio pasichana ricaurte100% (16)
- Dobladora Manual Niagra +PDFDocumento33 páginasDobladora Manual Niagra +PDFhecdar.lopezf601333% (9)
- Ag-Roladora 2-A-1Documento1 páginaAg-Roladora 2-A-1Alan Gomez Daviran88% (8)
- Kansai WX-8803D PDFDocumento24 páginasKansai WX-8803D PDFihgmusic100% (3)
- Fabricacion de Una Cilindradora PDFDocumento140 páginasFabricacion de Una Cilindradora PDFconradoral100% (3)
- Manual Torno Titanium Titanium Yz-1126Documento40 páginasManual Torno Titanium Titanium Yz-1126normangAún no hay calificaciones
- LPL 7700Documento16 páginasLPL 7700normangAún no hay calificaciones
- Casa Azuma - Trabahi GrupalDocumento22 páginasCasa Azuma - Trabahi GrupalALCEDO VILA ARIANA ALLISON100% (1)
- Maquina Dobladora de LaminasDocumento18 páginasMaquina Dobladora de LaminasAndres Felipe Tapia75% (4)
- Interpretacion Planos SoldaduraDocumento4 páginasInterpretacion Planos SoldaduraFrancisco Gonzalez Ramos100% (7)
- Ag-Roladora 2-A-2Documento1 páginaAg-Roladora 2-A-2Alan Gomez Daviran100% (2)
- Planos Roladora - Conjunto ArmadoDocumento1 páginaPlanos Roladora - Conjunto ArmadoFernando Grasso78% (9)
- Como Hacer Una Dobladora Manual para Lamina PDFDocumento2 páginasComo Hacer Una Dobladora Manual para Lamina PDFRafael German0% (1)
- Manual Plegadora Hidraulica MP2003 ESPDocumento25 páginasManual Plegadora Hidraulica MP2003 ESPaimerusa150% (2)
- RoladoraDocumento4 páginasRoladoraMichael Huamán Torrejón0% (1)
- Calculo Del Eje de La RoladoraDocumento12 páginasCalculo Del Eje de La RoladoraRicardo Vladimir50% (2)
- Instalacion y Mant R14 R20Documento19 páginasInstalacion y Mant R14 R20AnthonySánchez100% (2)
- Curvadora de Perfiles 220Documento32 páginasCurvadora de Perfiles 220JoseRacca93% (15)
- Ag-Roladora 1-ADocumento1 páginaAg-Roladora 1-AAlan Gomez Daviran100% (1)
- DobladoraDocumento47 páginasDobladoradiegueins84100% (1)
- RoladoraDocumento13 páginasRoladoraEdgar Alexander Barros Ahumada100% (3)
- Ag-Roladora 3-ADocumento1 páginaAg-Roladora 3-AAlan Gomez Daviran100% (1)
- Ag Roladora 1pulg 1 ADocumento1 páginaAg Roladora 1pulg 1 AAlan Gomez Daviran80% (5)
- Proyecto Maquina DobladoraDocumento222 páginasProyecto Maquina DobladoraNelson Daniel Gonzalez Torres79% (19)
- Como Utilizar Equipo de Acetileno IDocumento34 páginasComo Utilizar Equipo de Acetileno ISergio ARAún no hay calificaciones
- Ag Roladora 1pulgDocumento1 páginaAg Roladora 1pulgAlan Gomez DaviranAún no hay calificaciones
- Catalogo RoladoraDocumento22 páginasCatalogo Roladoraawemetal100% (4)
- Planos Dobladora MultifuncionalDocumento38 páginasPlanos Dobladora Multifuncionalwwwdeteplanmx100% (13)
- Diseño y Planos de MaquinaDocumento40 páginasDiseño y Planos de MaquinaRochy Alex Bnitez100% (3)
- Roladora de Tubos PDFDocumento192 páginasRoladora de Tubos PDFJaime Pomaquiza0% (1)
- Dobladora MultifuncionalDocumento8 páginasDobladora Multifuncionalwwwdeteplanmx100% (5)
- Dobladora Roladora de Caños y Perfiles MC150BDocumento11 páginasDobladora Roladora de Caños y Perfiles MC150BAlan Gomez Daviran100% (1)
- Plan de Mantenimiento Dobladora de FierroDocumento4 páginasPlan de Mantenimiento Dobladora de FierroOdilon AguilarAún no hay calificaciones
- Manual RoladoraDocumento47 páginasManual RoladoraMaximiliano García Calderón100% (10)
- Diseno Rola ManualDocumento126 páginasDiseno Rola ManualRuben Gonzales Aquino83% (6)
- Dobladora de CañosDocumento18 páginasDobladora de Cañosgussy100% (4)
- Proyecto de Mantto. Informe TecnicoDocumento60 páginasProyecto de Mantto. Informe Tecnicoluis andres trejo castellanosAún no hay calificaciones
- Manual Alineacion UTP PDFDocumento121 páginasManual Alineacion UTP PDFalejandroozaeta100% (1)
- EZ3200 - Spaans - Manual de InstruccionesDocumento36 páginasEZ3200 - Spaans - Manual de Instruccionesjaviercastro802016Aún no hay calificaciones
- BachataDocumento10 páginasBachatajuan navasAún no hay calificaciones
- Man Teb-GDocumento5 páginasMan Teb-Gcharlie1224Aún no hay calificaciones
- Diseño de CizallaDocumento9 páginasDiseño de Cizallaedson_gutierrez_12Aún no hay calificaciones
- Curso Maestro Tornero - Tomo 19Documento50 páginasCurso Maestro Tornero - Tomo 19VerónicaAún no hay calificaciones
- Curso Maestro Tornero - Tomo 14Documento37 páginasCurso Maestro Tornero - Tomo 14Verónica100% (1)
- Curso Maestro Tornero - Tomo 18Documento56 páginasCurso Maestro Tornero - Tomo 18VerónicaAún no hay calificaciones
- Dobladora de Lamina Marco TeoricoDocumento7 páginasDobladora de Lamina Marco TeoricoPepe Perez0% (1)
- Modulo 10 BielasDocumento55 páginasModulo 10 BielasJOSE DANIEL VEGA FEIJOO100% (1)
- Instrucciones CUBEDocumento4 páginasInstrucciones CUBEeljonny01Aún no hay calificaciones
- 00 Apuntamentos Curvadora de Rodillos ParalelosDocumento10 páginas00 Apuntamentos Curvadora de Rodillos ParalelosRaquelIglesiasAún no hay calificaciones
- Capitulo II Triturador SimonsDocumento15 páginasCapitulo II Triturador Simonsalberto oscar hermidaAún no hay calificaciones
- Rebobinado de MotoresDocumento4 páginasRebobinado de MotoresSerbio VargasAún no hay calificaciones
- Instruccion de Mantenimiento Remachadoras C-3Documento6 páginasInstruccion de Mantenimiento Remachadoras C-3jefemantenimientoinversionesAún no hay calificaciones
- Manual de Partes Desvaradora FAMAQ R-180Documento10 páginasManual de Partes Desvaradora FAMAQ R-180Mariano PonsAún no hay calificaciones
- Esmeriladora de BancoDocumento7 páginasEsmeriladora de BancoJulian Rodriguez ValdesAún no hay calificaciones
- Abonadora Manual Un DiscoDocumento10 páginasAbonadora Manual Un DiscoJose Manuel Martínez SuárezAún no hay calificaciones
- Plan de Acción - Caida de BroncesDocumento25 páginasPlan de Acción - Caida de BroncesFernando Luque CruzAún no hay calificaciones
- Kart IngDocumento30 páginasKart IngSnat150Aún no hay calificaciones
- Plan de Mantenimiento de Una RectificadoraDocumento8 páginasPlan de Mantenimiento de Una RectificadoraPeña Machado Christian0% (1)
- Extracto Manual Corrugador CormaDocumento9 páginasExtracto Manual Corrugador CormaDiana Nietto BernalAún no hay calificaciones
- Tecnicas Modernas de Mecanizado IIIDocumento87 páginasTecnicas Modernas de Mecanizado IIIGemma MonteroAún no hay calificaciones
- Manual Arado de Rejas Mod - ArhDocumento11 páginasManual Arado de Rejas Mod - ArhFlor Yalle PichonAún no hay calificaciones
- 60170Documento34 páginas60170jdsa123Aún no hay calificaciones
- Alineacion de EjesDocumento33 páginasAlineacion de EjesRAUL ADOLFO ESTUPINAN ESPINOSA100% (1)
- Multímetro Digital Con Gancho TULMEX MODELO 16Documento1 páginaMultímetro Digital Con Gancho TULMEX MODELO 16normang100% (1)
- Plan de Estudios Ingeniería ElectromecánicaDocumento2 páginasPlan de Estudios Ingeniería ElectromecánicanormangAún no hay calificaciones
- Lista de Precios Vilches Ferreteros 2014Documento61 páginasLista de Precios Vilches Ferreteros 2014normangAún no hay calificaciones
- Lista de Todos Los Comandos Rápidos Disponibles en Windows 7 PDFDocumento5 páginasLista de Todos Los Comandos Rápidos Disponibles en Windows 7 PDFnormangAún no hay calificaciones
- Directorio PROFEDETDocumento13 páginasDirectorio PROFEDETnormangAún no hay calificaciones
- Diagrama Pictorico Radio Am2 001Documento1 páginaDiagrama Pictorico Radio Am2 001normangAún no hay calificaciones
- Frida Fhalo y Diego Rivera Una Historia de Amor y Corazones UsadosDocumento11 páginasFrida Fhalo y Diego Rivera Una Historia de Amor y Corazones UsadosnormangAún no hay calificaciones
- Como Puedo Descargar Un Libro Restringido de Google BooksDocumento1 páginaComo Puedo Descargar Un Libro Restringido de Google BooksnormangAún no hay calificaciones
- Manual Torno Titanium Titanium Yz-1126 ReducidoDocumento40 páginasManual Torno Titanium Titanium Yz-1126 ReducidonormangAún no hay calificaciones
- Lista de Todos Los Comandos Rápidos Disponibles en Windows 7Documento5 páginasLista de Todos Los Comandos Rápidos Disponibles en Windows 7normangAún no hay calificaciones
- Tipos de EncendidosDocumento38 páginasTipos de EncendidosBeto Moreno100% (2)
- INTA - Manual Citricultura Cap3Documento8 páginasINTA - Manual Citricultura Cap3normangAún no hay calificaciones
- Diagrama Fuente Lm317 y Tip 3055Documento4 páginasDiagrama Fuente Lm317 y Tip 3055normang100% (7)
- Escultura GriegaDocumento4 páginasEscultura GriegaApril Angie ChoqueAún no hay calificaciones
- Hoja 3 Techo y ElevacionesDocumento1 páginaHoja 3 Techo y ElevacionesEldis RuizAún no hay calificaciones
- Torre ENTEL Historia Con Altura (BIT 51) PDFDocumento6 páginasTorre ENTEL Historia Con Altura (BIT 51) PDFDanielaLaraSanMartínAún no hay calificaciones
- Dialnet LaEstructuraResistenteEnLaArquitecturaActual 2611250 PDFDocumento26 páginasDialnet LaEstructuraResistenteEnLaArquitecturaActual 2611250 PDFyoselin carol mamani mamaniAún no hay calificaciones
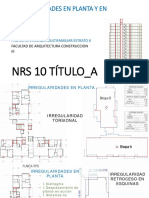
- Irregularidades en Planta & Alturas Proyecto Multifamiliar - 1Documento4 páginasIrregularidades en Planta & Alturas Proyecto Multifamiliar - 1dukaloookAún no hay calificaciones
- Practica Direccionamiento IP Y SubredesDocumento18 páginasPractica Direccionamiento IP Y SubredesAlexander De la cruzAún no hay calificaciones
- PresupuestoclienteresumenDocumento4 páginasPresupuestoclienteresumenRolando Coronel CarranzaAún no hay calificaciones
- Tema 12 Resumen de Arte NeoclásicoDocumento15 páginasTema 12 Resumen de Arte NeoclásicoJulia Casanova GonzalezAún no hay calificaciones
- Costos Unitario Lavadero PDFDocumento4 páginasCostos Unitario Lavadero PDFLiz Mónica Domínguez CcaycuriAún no hay calificaciones
- Guia de Instalacion Superboard Moduplak MB 01Documento48 páginasGuia de Instalacion Superboard Moduplak MB 01Julián Sánchez AAún no hay calificaciones
- Metrado AceroDocumento6 páginasMetrado Aceroobed mesares velasqueAún no hay calificaciones
- PreciosubpartidaDocumento1 páginaPreciosubpartidaDayanara Povis CondoriAún no hay calificaciones
- Muro de ContencionDocumento12 páginasMuro de ContencionJhover ArteagaAún no hay calificaciones
- Form-Si.004 Reasignacion de BienesDocumento1 páginaForm-Si.004 Reasignacion de Bienesesdras mendez cornelioAún no hay calificaciones
- T1 Rodriguez Mergoza EncisoDocumento10 páginasT1 Rodriguez Mergoza EncisoMiku Mia-shiAún no hay calificaciones
- Capas LinealesDocumento3 páginasCapas LinealesSalvador G. GarcíaAún no hay calificaciones
- Corte Detalle AuditorioDocumento1 páginaCorte Detalle AuditorioAndrea RequejoAún no hay calificaciones
- Diseño de Mezcla 175 LA CUMBRE Y SORPRESA DE RUBEN (ALCANTARILLADO CASCO URBANO COISHCO - YURI)Documento3 páginasDiseño de Mezcla 175 LA CUMBRE Y SORPRESA DE RUBEN (ALCANTARILLADO CASCO URBANO COISHCO - YURI)William Bravo LujanAún no hay calificaciones
- Ejemplo de Vivienda MinimaDocumento8 páginasEjemplo de Vivienda MinimaJbAún no hay calificaciones
- Presentación Proyecto Bosques de Alsacia IIIDocumento4 páginasPresentación Proyecto Bosques de Alsacia IIIKel GarciaAún no hay calificaciones
- Ensayo Arquitectura e HistoriaDocumento4 páginasEnsayo Arquitectura e HistoriaSebastian OrdosgoittiAún no hay calificaciones
- Diseño de Losas AlivianadasDocumento8 páginasDiseño de Losas AlivianadasPaul Montalvan CobosAún no hay calificaciones
- DA7. Identificación de Elementos para PCDDocumento14 páginasDA7. Identificación de Elementos para PCDBrayan Enrique Camelo LópezAún no hay calificaciones
- Guardacabos No. 01526Documento2 páginasGuardacabos No. 01526Lizeth Sanchez0% (1)
- Puente Arco Tipo Network Sobre El Rio TeDocumento10 páginasPuente Arco Tipo Network Sobre El Rio TePERCY ADAN SALAS SOLISAún no hay calificaciones
- Trabajo Final Informe de LaboratorioDocumento31 páginasTrabajo Final Informe de LaboratorioLeidy OrdoñeezAún no hay calificaciones
- Teoria de ArquitecturaDocumento164 páginasTeoria de ArquitecturaANDRYS VELASQUEZ SOTILLOAún no hay calificaciones
- Reportaje Casco Historico de La SerenaDocumento4 páginasReportaje Casco Historico de La SerenaCarolina Alballay RamosAún no hay calificaciones
- InfografíaDocumento1 páginaInfografíaArelis LisethAún no hay calificaciones