También podría gustarte
- Sem12 - Ejemplos A Desarrollar OEEDocumento7 páginasSem12 - Ejemplos A Desarrollar OEEelizabeth0% (1)
- Prueba Escrita Tecnico Mantenimiento RefrigeracionDocumento4 páginasPrueba Escrita Tecnico Mantenimiento RefrigeracionJOHN AGUILARAún no hay calificaciones
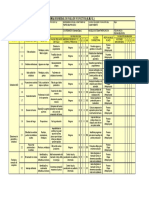
- Ejemplo FMEA en Espanol SoldaduraDocumento1 páginaEjemplo FMEA en Espanol SoldaduraJuanjo Fernandez Imaz100% (2)
- Problema 1 TF, TMEFDocumento3 páginasProblema 1 TF, TMEFBrian Nuñez AntequeraAún no hay calificaciones
- Calculo de La Efectividad Global Del Equipo Datos de Una Fabrica de Botellas PlasticasDocumento3 páginasCalculo de La Efectividad Global Del Equipo Datos de Una Fabrica de Botellas PlasticasEfrain GómezAún no hay calificaciones
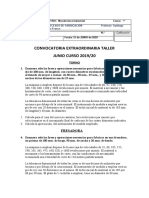
- Examen Parte Taller Junio 2020Documento2 páginasExamen Parte Taller Junio 2020MaiteFrancoAún no hay calificaciones
- Amfe TornoDocumento69 páginasAmfe TornoNataly Julieth MosqueraAún no hay calificaciones
- Amef de Banda Transportadora Corregido...Documento15 páginasAmef de Banda Transportadora Corregido...Anonymous qd5oTtOWr100% (2)
- Ejemplo Diseño Matriz CorteDocumento0 páginasEjemplo Diseño Matriz CorteFrancs PerezAún no hay calificaciones
- Amef Horno RotatorioDocumento8 páginasAmef Horno Rotatoriocamilo molanoAún no hay calificaciones
- Examen PLCDocumento2 páginasExamen PLCHugo Carhuallanqui100% (2)
- Calor Especificos de Los SolidosDocumento6 páginasCalor Especificos de Los SolidosDiana Alexandra Cortes VanegasAún no hay calificaciones
- KMS 0033 Fusesaver Operating Instructions 170614 2 ESPDocumento143 páginasKMS 0033 Fusesaver Operating Instructions 170614 2 ESPpepe2x0% (1)
- Marco Teorico CorrosionDocumento63 páginasMarco Teorico CorrosionRyuzaki Hayabusa100% (1)
- AMEFDocumento3 páginasAMEFJUANAún no hay calificaciones
- Amfe TransformadorDocumento2 páginasAmfe TransformadorJureico Reynald Cornejo UrteagaAún no hay calificaciones
- Plan de Mantenimiento PredictivoDocumento3 páginasPlan de Mantenimiento PredictivoMichell Contreras100% (1)
- Codificacion de EquiposDocumento32 páginasCodificacion de EquiposFranklin LazoAún no hay calificaciones
- Presentacion de RectificadoraDocumento10 páginasPresentacion de RectificadoraPamela Castro FariasAún no hay calificaciones
- Carta ABE de TornoDocumento2 páginasCarta ABE de TornoHector Ruiz100% (1)
- Lista-Componentes de La Bomba CentrifugaDocumento10 páginasLista-Componentes de La Bomba CentrifugaJhony FloresAún no hay calificaciones
- 3er Avance - Roladora de LaminasDocumento14 páginas3er Avance - Roladora de Laminasjuan rodolfo soncco apafataAún no hay calificaciones
- UPN-GEMAN - WA-sem-7NDocumento100 páginasUPN-GEMAN - WA-sem-7NOshin Hoyos TapiaAún no hay calificaciones
- Herramientas de CorteDocumento6 páginasHerramientas de CorteLivia Maria [19-20 PFM1] BumbacelAún no hay calificaciones
- Mantenimiento ModificativoDocumento10 páginasMantenimiento ModificativoMiguelAún no hay calificaciones
- Frsadora Elliot (TPM)Documento2 páginasFrsadora Elliot (TPM)senati24Aún no hay calificaciones
- GM Grupo1 ATF3Documento38 páginasGM Grupo1 ATF3Patricia Solano MamaniAún no hay calificaciones
- Mantenimiento AutonomoDocumento27 páginasMantenimiento Autonomohugo seguraAún no hay calificaciones
- Presentacion de Evolución Del MantenimientoDocumento56 páginasPresentacion de Evolución Del Mantenimientopetrolorito100% (1)
- Trabajo ManufacturaDocumento4 páginasTrabajo ManufacturaLuis Antonio100% (1)
- AndonDocumento4 páginasAndonMaritza Ventura SalirrosasAún no hay calificaciones
- Autoevaluación 1 - Gestion de Mantenimiento (9324)Documento6 páginasAutoevaluación 1 - Gestion de Mantenimiento (9324)Ineffable SACAún no hay calificaciones
- Mantenimiento Autonomo Fresadora CNC Doosan DNM 400 IiDocumento13 páginasMantenimiento Autonomo Fresadora CNC Doosan DNM 400 IiDaniel Parra ArangoAún no hay calificaciones
- Ejercicios OEEDocumento4 páginasEjercicios OEEAzael Roldan100% (1)
- RCM Extrusora de Plástico PDFDocumento67 páginasRCM Extrusora de Plástico PDFOscar412Aún no hay calificaciones
- Ensayo de Potencia en El TornoDocumento7 páginasEnsayo de Potencia en El TornoAlejandro FerronAún no hay calificaciones
- Informe - Tarea 13 (Fallas en Transmiciones de Fajas en V)Documento13 páginasInforme - Tarea 13 (Fallas en Transmiciones de Fajas en V)Saul Soto100% (1)
- AMEFDocumento4 páginasAMEFfloryaz_070% (1)
- Implementacion Del RCM para La Maquina Plegadora en La Empresa DinacolDocumento15 páginasImplementacion Del RCM para La Maquina Plegadora en La Empresa DinacolOscar CristianAún no hay calificaciones
- 10 Ventajas Del Uso de Las Prensas HidráulicasDocumento10 páginas10 Ventajas Del Uso de Las Prensas HidráulicasAstrid Noguera100% (1)
- Autoevaluación 2 - GESTION DE MANTENIMIENTO (12042)Documento6 páginasAutoevaluación 2 - GESTION DE MANTENIMIENTO (12042)Gimar2100% (1)
- Practicas de Hidraulica ProporcionalDocumento14 páginasPracticas de Hidraulica Proporcionalalexis pedrozaAún no hay calificaciones
- Mantenimiento Sierras Verticales PTM SVP-145Documento20 páginasMantenimiento Sierras Verticales PTM SVP-145Omar BarrionuevoAún no hay calificaciones
- Sesión 2 - Gestion de PérdidasDocumento32 páginasSesión 2 - Gestion de Pérdidaslosoresd100% (1)
- Torno CNC IT600Documento14 páginasTorno CNC IT600Sandro Galdos GaldosAún no hay calificaciones
- Primer ParcialDocumento7 páginasPrimer ParcialDaniel AndresAún no hay calificaciones
- Guia Lab 4 Mecanizado 2019 2Documento46 páginasGuia Lab 4 Mecanizado 2019 2Victoria QuispeAún no hay calificaciones
- Tema 6 - Mantenimiento No Rutinario EjerciciosDocumento4 páginasTema 6 - Mantenimiento No Rutinario EjerciciosRicardo Ramirez EstrelloAún no hay calificaciones
- PC1 Simulación - Ojeda Rengifo DianaDocumento3 páginasPC1 Simulación - Ojeda Rengifo DianaDiana Ojeda RengifoAún no hay calificaciones
- Programa de Mantenimiento Preventivo de La Maquina Envasadora TBA8 6000 Base Del Grupo Real de Ganaderos S A de C V PDFDocumento150 páginasPrograma de Mantenimiento Preventivo de La Maquina Envasadora TBA8 6000 Base Del Grupo Real de Ganaderos S A de C V PDFJuan Pastor0% (1)
- Tema 7. Control de Compras y MaterialesDocumento9 páginasTema 7. Control de Compras y MaterialesE&GAún no hay calificaciones
- Monografia de Analisis de ManufacturaDocumento24 páginasMonografia de Analisis de ManufacturaDavid Rodriguez JohAún no hay calificaciones
- Foro 6 MantenimientoDocumento1 páginaForo 6 MantenimientoalinaAún no hay calificaciones
- Manual Maquina Etiquetadora IQCDocumento29 páginasManual Maquina Etiquetadora IQCKevin J. Peña Cabarcas100% (1)
- RCMDocumento0 páginasRCMRusso Alberto ZapataAún no hay calificaciones
- BebeDocumento106 páginasBebeFY Eslleiter MaxAún no hay calificaciones
- Plan Mantenimient TornoDocumento64 páginasPlan Mantenimient Tornojesus rodriguezAún no hay calificaciones
- 001 - Kpis Indicadores de Gestion de MantenimientoDocumento82 páginas001 - Kpis Indicadores de Gestion de MantenimientoAlejosMiguel100% (1)
- Seminario Moto Ultimo 2019Documento110 páginasSeminario Moto Ultimo 2019Dyland Bradley Calcina SotoAún no hay calificaciones
- Eilbeck Crane Operacion ElectricaDocumento15 páginasEilbeck Crane Operacion Electricaroberto santamariaAún no hay calificaciones
- 9656 EH5U Liebherr Spa 00 PDFDocumento430 páginas9656 EH5U Liebherr Spa 00 PDFclaudioulloaveas100% (1)
- Capitulo Viii BobinadoDocumento11 páginasCapitulo Viii BobinadoRenato Albarran AguirreAún no hay calificaciones
- Curso Familiarizacion Conceptos Rodillo Compactador PDFDocumento38 páginasCurso Familiarizacion Conceptos Rodillo Compactador PDFJavier Gallo Espinoza100% (1)
- Fisica Elemental Cap20Documento2 páginasFisica Elemental Cap20Ronald FrankieAún no hay calificaciones
- Evaluacion Bimestral de Aritmetica 3rtoDocumento2 páginasEvaluacion Bimestral de Aritmetica 3rtoRonald Frankie0% (1)
- TASACION Y REPOTENCIAMIENTO 15 DICIEMBRE LOS DELFINES - PpsDocumento116 páginasTASACION Y REPOTENCIAMIENTO 15 DICIEMBRE LOS DELFINES - PpsRonald FrankieAún no hay calificaciones
- Resumen de Un TacometroDocumento4 páginasResumen de Un TacometroRonald FrankieAún no hay calificaciones
- Examen Parcial Resuelto MT 2008 - IDocumento3 páginasExamen Parcial Resuelto MT 2008 - IRonald FrankieAún no hay calificaciones
- L. - Tratamiento de Agua para CalderasDocumento23 páginasL. - Tratamiento de Agua para CalderasRonald FrankieAún no hay calificaciones
- Introducción A Los Intercambiadores de CalorDocumento7 páginasIntroducción A Los Intercambiadores de CalorRonald FrankieAún no hay calificaciones
- Proyecto Mango HadenDocumento32 páginasProyecto Mango HadenRonald FrankieAún no hay calificaciones
- Uso de La Cascarilla de Arroz Como Combustible para Secado de ArrozDocumento14 páginasUso de La Cascarilla de Arroz Como Combustible para Secado de ArrozRonald FrankieAún no hay calificaciones
- Intercambiadores de Calor CompactosDocumento5 páginasIntercambiadores de Calor CompactosRonald FrankieAún no hay calificaciones
- Clasificación de Equipos de Protección PersonalDocumento21 páginasClasificación de Equipos de Protección PersonalCarlos Reyes OlguinAún no hay calificaciones
- Has Con Wing 2008 SpaDocumento12 páginasHas Con Wing 2008 SpaJuan ArevaloAún no hay calificaciones
- Manual WD1455BRO y WD1456BRO PDFDocumento17 páginasManual WD1455BRO y WD1456BRO PDFÁngel Rivera EspinozaAún no hay calificaciones
- Ejercicios Materiales Metalicos en La ESODocumento10 páginasEjercicios Materiales Metalicos en La ESOjfcalamardoAún no hay calificaciones
- Act. 1 Esquema de Etapas Del Proceso-2Documento2 páginasAct. 1 Esquema de Etapas Del Proceso-2Camila OjedaAún no hay calificaciones
- Informe Corregido Práctica Profesional Roberto Molina Z.Documento26 páginasInforme Corregido Práctica Profesional Roberto Molina Z.Roberto Molina ZuñigaAún no hay calificaciones
- Guía Clínica Adulto Mayor Frágil PDFDocumento19 páginasGuía Clínica Adulto Mayor Frágil PDFJohana Vidal OrtegaAún no hay calificaciones
- Catalogo # 1 PDFDocumento25 páginasCatalogo # 1 PDFMary Luz Trujillo PaucarAún no hay calificaciones
- Proy m1 NRF 203 Pemex 2008 PDFDocumento15 páginasProy m1 NRF 203 Pemex 2008 PDFchipilooAún no hay calificaciones
- Ptap Santa AnaDocumento31 páginasPtap Santa AnaChaska Lauda Sequeiros60% (5)
- Corte DirectoDocumento19 páginasCorte DirectoRossy Itusaca MaytaAún no hay calificaciones
- Acido SulfuricoDocumento5 páginasAcido SulfuricoJose Luis PérezAún no hay calificaciones
- Nueva Base de DatosDocumento154 páginasNueva Base de Datosdonaji vinateriaAún no hay calificaciones
- Campo Paloma 4Documento17 páginasCampo Paloma 4rodrigojuliAún no hay calificaciones
- SOCII B10 T1 ContenidosDocumento20 páginasSOCII B10 T1 ContenidosBrenda Sanpor RolsAún no hay calificaciones
- Castellano Capitulo 4 Sistemas Accionados Por Gravedad Chapter4S PDFDocumento79 páginasCastellano Capitulo 4 Sistemas Accionados Por Gravedad Chapter4S PDFNoe RodriguezAún no hay calificaciones
- Agua para Consumo PDFDocumento22 páginasAgua para Consumo PDFDeimer Lenes PachecoAún no hay calificaciones
- Electroiman Casero FácilDocumento28 páginasElectroiman Casero FácilJuan Carlos MayAún no hay calificaciones
- Banco Preliminar Elegibles Version ConsultaDocumento111 páginasBanco Preliminar Elegibles Version ConsultaHector Danilo Guerrero GAún no hay calificaciones
- Biogel de Quitosano A Partir de La Desacetilación PDFDocumento8 páginasBiogel de Quitosano A Partir de La Desacetilación PDFOscar Gustavo AguilarAún no hay calificaciones
- Elementos de SUJECIONDocumento33 páginasElementos de SUJECIONJulissaBautista0% (1)
- Diseño de TesisDocumento106 páginasDiseño de Tesispepegt110% (1)
- Como Desintoxicar El Organismo PDFDocumento88 páginasComo Desintoxicar El Organismo PDFharaldjuly100% (2)
- Chuquitarco Luis 8A Informe Visita CEDALDocumento4 páginasChuquitarco Luis 8A Informe Visita CEDALLuis Miguel Chiluisa67% (3)
- GT Vibradores NeumaticosDocumento2 páginasGT Vibradores NeumaticosFabián NiñoAún no hay calificaciones
- Https Dermetall - CL Wp-Content Uploads 2019 11 IMESH-Mallas-MetálicasDocumento6 páginasHttps Dermetall - CL Wp-Content Uploads 2019 11 IMESH-Mallas-MetálicasSara Martin TrilloAún no hay calificaciones