También podría gustarte
- Teoría de la embutición: procesos, fuerzas y tipos de embutición en fríoDocumento26 páginasTeoría de la embutición: procesos, fuerzas y tipos de embutición en fríoGerbercp Condori PalaciosAún no hay calificaciones
- Cálculos técnicos para troqueladoDocumento33 páginasCálculos técnicos para troqueladoSebastiánSalas0% (2)
- La MatriceriaDocumento19 páginasLa MatriceriaIsi JulkAún no hay calificaciones
- ElectroerocionDocumento16 páginasElectroerocionalexanderAún no hay calificaciones
- CizalladoDocumento30 páginasCizalladoMoises EscobarAún no hay calificaciones
- Apuntes Procesado de Chapa 1Documento16 páginasApuntes Procesado de Chapa 1Pedro Soria Martinez100% (1)
- Embutición y EstampadoDocumento29 páginasEmbutición y EstampadoErick GoyesAún no hay calificaciones
- Propiedades de Los Moldes PermanentesDocumento90 páginasPropiedades de Los Moldes Permanentesmarquiños isaiasAún no hay calificaciones
- 2PRINCIPIOS DE EMBUTICION DE LA CHAPA METALICAimpresoDocumento57 páginas2PRINCIPIOS DE EMBUTICION DE LA CHAPA METALICAimpresoPedroAún no hay calificaciones
- Calculo de Fibra Neutra y Radio para MatrizDocumento11 páginasCalculo de Fibra Neutra y Radio para MatrizJonathan WilyAún no hay calificaciones
- ActividaddobladoDocumento2 páginasActividaddobladoJorge David Vivas RojasAún no hay calificaciones
- Conformación de piezas en matriceríaDocumento22 páginasConformación de piezas en matriceríaRuben MondragonAún no hay calificaciones
- Ensayo de FlexionDocumento7 páginasEnsayo de FlexionJhony Alfredo Vanegas ArizaAún no hay calificaciones
- Documento Guia para Seleccion de AcerosDocumento26 páginasDocumento Guia para Seleccion de Acerosalex100preAún no hay calificaciones
- Matriceria Cuestionario 1Documento8 páginasMatriceria Cuestionario 1Jose Ernesto Pillajo Cabezas100% (1)
- Diseño Del TroquelDocumento10 páginasDiseño Del TroquelRafael RodriguezAún no hay calificaciones
- Cálculo de Cantidad de Cavidades en Moldes de Inyección (PVC)Documento5 páginasCálculo de Cantidad de Cavidades en Moldes de Inyección (PVC)Juan Carlos Acuña SalazarAún no hay calificaciones
- Calibre para pieza estampadaDocumento3 páginasCalibre para pieza estampadadjpuchetaAún no hay calificaciones
- Doblado y curvado de chapasDocumento8 páginasDoblado y curvado de chapasPaco PaqueteAún no hay calificaciones
- Matriceria Parte ChorocaDocumento28 páginasMatriceria Parte ChorocaCarlos MCAún no hay calificaciones
- Pasos diseño matriz corteDocumento13 páginasPasos diseño matriz corteMayra QuizhpeAún no hay calificaciones
- Las Temperaturas de CorteDocumento2 páginasLas Temperaturas de Corteronny quuñonezAún no hay calificaciones
- Ejemplo Calculo de Muelles para TroquelesDocumento4 páginasEjemplo Calculo de Muelles para TroquelesjdcarvajalAún no hay calificaciones
- Afilado de Cuchillas para Tornos 02Documento30 páginasAfilado de Cuchillas para Tornos 02M Laura EdderAún no hay calificaciones
- Bohler M238Documento7 páginasBohler M238Javot Ignacio RippesAún no hay calificaciones
- Problemas de LaminadoDocumento14 páginasProblemas de LaminadogerardoAún no hay calificaciones
- MoleteadoDocumento5 páginasMoleteadoElber GalargaAún no hay calificaciones
- Tecno Matrices CORREGIDO Final JhossssDocumento160 páginasTecno Matrices CORREGIDO Final JhossssAlguien Tambien MasAún no hay calificaciones
- U.D. (3,6) Procesos, Herramienta y Utensilios de Conformado y Deformación de La ChapaDocumento75 páginasU.D. (3,6) Procesos, Herramienta y Utensilios de Conformado y Deformación de La ChapajoseAún no hay calificaciones
- 03.2diseno Del Sistema de Expulsion Completo PDFDocumento27 páginas03.2diseno Del Sistema de Expulsion Completo PDFadilo94Aún no hay calificaciones
- Apuntes de Procesado de Chapa 3Documento13 páginasApuntes de Procesado de Chapa 3Pedro Soria MartinezAún no hay calificaciones
- Punzonado: Proceso y Defectos enDocumento12 páginasPunzonado: Proceso y Defectos enFernando IguiniAún no hay calificaciones
- Conformado Plastico de Metales. FORJA.Documento143 páginasConformado Plastico de Metales. FORJA.Daniel MesaAún no hay calificaciones
- DiseñoMoldeDocumento8 páginasDiseñoMoldeDaniel VilchesAún no hay calificaciones
- Guia Practica de Cilindrado y Ref Rent AdoDocumento4 páginasGuia Practica de Cilindrado y Ref Rent AdoelrafasaAún no hay calificaciones
- Mecanizado de ArbolesDocumento5 páginasMecanizado de ArbolesidexchimbiteAún no hay calificaciones
- Matricería industrial: matrices y moldesDocumento110 páginasMatricería industrial: matrices y moldesJose Ernesto Pillajo Cabezas100% (1)
- SopladoDocumento26 páginasSopladoAlissLokithaEmoxithaAún no hay calificaciones
- Ejercicio Combinados de MecanizadosDocumento8 páginasEjercicio Combinados de MecanizadosLaura Emperatriz Coque GallegosAún no hay calificaciones
- Curso Básico de TroquelesDocumento19 páginasCurso Básico de TroquelesHector Montes100% (1)
- Aprendizaje Flujo Trabajo Diseno MoldesDocumento33 páginasAprendizaje Flujo Trabajo Diseno MoldesJuan Gomez GutierrezAún no hay calificaciones
- Corte y PunzonadoDocumento77 páginasCorte y PunzonadoDavid López100% (1)
- Adicional Embutici+ N 3Documento68 páginasAdicional Embutici+ N 3hailanderAún no hay calificaciones
- Clasificación y componentes de las matrices de punzonadoDocumento15 páginasClasificación y componentes de las matrices de punzonadosambilles0% (1)
- Velocidades de CorteDocumento28 páginasVelocidades de CorteOrlandoLGodosAún no hay calificaciones
- Curso de Troqueles - Clase 10Documento6 páginasCurso de Troqueles - Clase 10Hector MontesAún no hay calificaciones
- Ejercicios de ExtrusiónDocumento13 páginasEjercicios de ExtrusiónCristy B-flyAún no hay calificaciones
- Planificación de Clase Matricería Dual 2018Documento37 páginasPlanificación de Clase Matricería Dual 2018Jaime Cacpata BastidasAún no hay calificaciones
- Moldes PermanentesDocumento13 páginasMoldes PermanentesMiguel TorrAún no hay calificaciones
- MatriceriaDocumento7 páginasMatriceriarozureAún no hay calificaciones
- Moldeo Por SopladoDocumento19 páginasMoldeo Por SopladoRoyner Castro PerezAún no hay calificaciones
- Informe 05 EMBUTIDODocumento22 páginasInforme 05 EMBUTIDOSandra Mirella Toribio RodriguezAún no hay calificaciones
- Elección o Diseño de UtillajeDocumento26 páginasElección o Diseño de UtillajeEdison Eugenio100% (1)
- 05 DH Diseño de TroquelesDocumento38 páginas05 DH Diseño de Troquelesdiegograff18Aún no hay calificaciones
- Torneado de conos: cálculo del ángulo de inclinación del carroDocumento72 páginasTorneado de conos: cálculo del ángulo de inclinación del carroEdwin Castro100% (1)
- Proceso de Estirado HerlyDocumento14 páginasProceso de Estirado HerlyOmar ZapataAún no hay calificaciones
- Elementos matriceria punzonesDocumento18 páginasElementos matriceria punzonesRafa SorianoAún no hay calificaciones
- Preparación de máquinas, equipos y herramientas en operaciones de mecanizado por corte y conformado. FMEH0209De EverandPreparación de máquinas, equipos y herramientas en operaciones de mecanizado por corte y conformado. FMEH0209Aún no hay calificaciones
- Clases Procesos IndustrialesDocumento1 páginaClases Procesos IndustrialesAngieSerranoAún no hay calificaciones
- Definición de CAM, fabricación asistida por ordenadorDocumento2 páginasDefinición de CAM, fabricación asistida por ordenadorAngieSerranoAún no hay calificaciones
- Examen 1 Corte - Procesos IndustrialesDocumento14 páginasExamen 1 Corte - Procesos IndustrialesAngieSerranoAún no hay calificaciones
- Como Realizar Análisis TargetDocumento12 páginasComo Realizar Análisis TargetAngieSerranoAún no hay calificaciones
- Examen 1 Corte - Procesos IndustrialesDocumento14 páginasExamen 1 Corte - Procesos IndustrialesAngieSerranoAún no hay calificaciones
- Física mecánica laboratorios U. MagdalenaDocumento143 páginasFísica mecánica laboratorios U. MagdalenaAngieSerranoAún no hay calificaciones
- 2 Exa Cal Int 2016-II-CCCCDocumento1 página2 Exa Cal Int 2016-II-CCCCAngieSerranoAún no hay calificaciones
- Procesos Soldadura IIDocumento46 páginasProcesos Soldadura IIAngieSerranoAún no hay calificaciones
- TallerDocumento1 páginaTallerAngieSerranoAún no hay calificaciones
- LIBRO Plasticidad - PerelliDocumento387 páginasLIBRO Plasticidad - PerelliMARIANO100% (1)
- Segundo Parcial Mecanica 2016-1 - SolucionDocumento4 páginasSegundo Parcial Mecanica 2016-1 - SolucionAngieSerranoAún no hay calificaciones
- Momento LinealDocumento4 páginasMomento LinealAngieSerranoAún no hay calificaciones
- Taller de Mecánica Primer ParcialDocumento2 páginasTaller de Mecánica Primer ParcialAngieSerranoAún no hay calificaciones
- SeñasDocumento1 páginaSeñasAngieSerranoAún no hay calificaciones
- Material ElastoplasticoDocumento5 páginasMaterial ElastoplasticoAngieSerrano0% (1)
- La DisciplinaDocumento1 páginaLa DisciplinaAngieSerranoAún no hay calificaciones
- Taller 1 SeguimientoDocumento17 páginasTaller 1 SeguimientoAngieSerranoAún no hay calificaciones
- Nomenclatura de Los Aceros-Pachacama Danny PDFDocumento4 páginasNomenclatura de Los Aceros-Pachacama Danny PDFDanny LPAún no hay calificaciones
- Tarifa Calefacción Ferroli 2018Documento108 páginasTarifa Calefacción Ferroli 2018Fernando ConsuegraAún no hay calificaciones
- Construcción casa de espera Centro Salud OlmosDocumento62 páginasConstrucción casa de espera Centro Salud OlmosLuis ChavarryAún no hay calificaciones
- Ficha Técnica Lustramuebles PDFDocumento1 páginaFicha Técnica Lustramuebles PDFJania OsorioAún no hay calificaciones
- ARAMIDASDocumento9 páginasARAMIDASWalter TorresAún no hay calificaciones
- Ensayo de Fractura: Análisis de la rotura de Barcos Liberty durante la Segunda Guerra MundialDocumento38 páginasEnsayo de Fractura: Análisis de la rotura de Barcos Liberty durante la Segunda Guerra MundialJaime Alfonso Gonzalez VivasAún no hay calificaciones
- PaitaDocumento1 páginaPaitakaren silupu moreAún no hay calificaciones
- Intercambiadores de PlacasDocumento2 páginasIntercambiadores de PlacasEder Basurto SAún no hay calificaciones
- CORTE DE BAÑOS+PLANTA-Layout1Documento1 páginaCORTE DE BAÑOS+PLANTA-Layout1wilbert chacon saldañaAún no hay calificaciones
- P.H.A. Grupo 2 Entrega 4Documento53 páginasP.H.A. Grupo 2 Entrega 4TomasAún no hay calificaciones
- ML - 4 Estadística de DHDocumento123 páginasML - 4 Estadística de DHOmar Ramirez AyuqueAún no hay calificaciones
- Eleccion de PerfilesDocumento6 páginasEleccion de PerfilesjorjosantAún no hay calificaciones
- Moldes en Caliente y FrioDocumento34 páginasMoldes en Caliente y Friomarquiños isaiasAún no hay calificaciones
- Materiales de ConstruccionDocumento52 páginasMateriales de ConstruccionDandy RodriguezAún no hay calificaciones
- Materiales Mozambique RESUMIDODocumento4 páginasMateriales Mozambique RESUMIDOraul venegasAún no hay calificaciones
- Reforzamiento de Mamposteria With FRP - ECI HandoutsDocumento33 páginasReforzamiento de Mamposteria With FRP - ECI Handoutsjomano7969Aún no hay calificaciones
- 2.informe Tecnico de Danos A Edificio (Formato) (Reparado)Documento6 páginas2.informe Tecnico de Danos A Edificio (Formato) (Reparado)gerardo arturo torres ramosAún no hay calificaciones
- Leyes Fundamentales de Circuitos MagnéticosDocumento9 páginasLeyes Fundamentales de Circuitos MagnéticosJose ChavezAún no hay calificaciones
- Abrazaderas PVC tubos industriaDocumento2 páginasAbrazaderas PVC tubos industriabaq_169513Aún no hay calificaciones
- MoodcartsDocumento16 páginasMoodcartsSherlyn Hernández GuerreroAún no hay calificaciones
- 19 PDFDocumento1 página19 PDFMichael Anghelo Galvez TerrazasAún no hay calificaciones
- Actividad 5Documento3 páginasActividad 5Wilians SalgueroAún no hay calificaciones
- Curso Nuevas Técnicas Programación ObrasDocumento1 páginaCurso Nuevas Técnicas Programación ObrasgaarylarenasAún no hay calificaciones
- Geolite 10 2022 (Es-Export Es)Documento5 páginasGeolite 10 2022 (Es-Export Es)José Felix Steegmann ZafortezaAún no hay calificaciones
- Materiales de construcción y normas NSR-10Documento32 páginasMateriales de construcción y normas NSR-10LuisaFernandaMedinaAriasAún no hay calificaciones
- Capi 30Documento24 páginasCapi 30luis sarmientoAún no hay calificaciones
- WRM36DDocumento8 páginasWRM36DFernando ZentenoAún no hay calificaciones
- Articulo Tecnico de Piscina Climatizada en Revista SIGLO XX1Documento2 páginasArticulo Tecnico de Piscina Climatizada en Revista SIGLO XX1Arturo RHAún no hay calificaciones
- Módulo IV-Análisis Por Computadora: Sesión IV - 06 de Octubre de 2018 Gelacio Juárez LunaDocumento75 páginasMódulo IV-Análisis Por Computadora: Sesión IV - 06 de Octubre de 2018 Gelacio Juárez LunaYio EscamillaAún no hay calificaciones
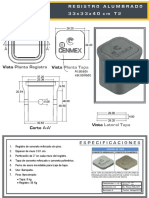
- 37-Alumbrado 33x33x40 Sin Herraje-EspDocumento2 páginas37-Alumbrado 33x33x40 Sin Herraje-EspYadira PérezAún no hay calificaciones