También podría gustarte
- Preparación de máquinas, equipos y herramientas en operaciones de mecanizado por corte y conformado. FMEH0209De EverandPreparación de máquinas, equipos y herramientas en operaciones de mecanizado por corte y conformado. FMEH0209Aún no hay calificaciones
- Calibre para pieza estampadaDocumento3 páginasCalibre para pieza estampadadjpuchetaAún no hay calificaciones
- Embutición de MetalesDocumento17 páginasEmbutición de MetalesAngieSerranoAún no hay calificaciones
- Planificación de Clase Matricería Dual 2018Documento37 páginasPlanificación de Clase Matricería Dual 2018Jaime Cacpata BastidasAún no hay calificaciones
- Proyecto de torno: fabricación de espiga en torno paraleloDocumento9 páginasProyecto de torno: fabricación de espiga en torno paralelogustavoAún no hay calificaciones
- Fuerzas en Procesos de TorneadoDocumento13 páginasFuerzas en Procesos de TorneadoVictor Sepúlveda100% (1)
- Materiales y Geometría para Herramientas de MecanizadoDocumento9 páginasMateriales y Geometría para Herramientas de MecanizadoJosé MorenoAún no hay calificaciones
- Los UtillajesDocumento34 páginasLos UtillajesAngel Jhoan0% (1)
- Roscas: elementos, clasificación y representaciónDocumento42 páginasRoscas: elementos, clasificación y representaciónJesús Martín BlancoAún no hay calificaciones
- ElectroerocionDocumento16 páginasElectroerocionalexanderAún no hay calificaciones
- Construcción de Una Caja MetálicaDocumento12 páginasConstrucción de Una Caja MetálicaEdgar William Six-Nine100% (1)
- Sem I Materiales Sinterizados-PlaquitasDocumento24 páginasSem I Materiales Sinterizados-PlaquitasAdrianVargasAún no hay calificaciones
- Test Mecánica IndustrialDocumento3 páginasTest Mecánica IndustrialJosep Lluís Marrugat ViñaAún no hay calificaciones
- Test RoscasDocumento1 páginaTest Roscaschechu0% (1)
- Torneado y roscado en el torno: operaciones y accesoriosDocumento33 páginasTorneado y roscado en el torno: operaciones y accesoriosYilmar Guillen ChaconAún no hay calificaciones
- 2 - Trabajo en BancoDocumento20 páginas2 - Trabajo en BancoDiego MartinezAún no hay calificaciones
- TALADRADODocumento22 páginasTALADRADOFeer SimóAún no hay calificaciones
- MEC05-Ajustes y ToleranciasDocumento43 páginasMEC05-Ajustes y Toleranciasc07170100% (1)
- Proceso de Fabricacion (Fresadora)Documento9 páginasProceso de Fabricacion (Fresadora)jairoluiskiwi100% (1)
- Hoja de Proce Rueda DuferencialDocumento6 páginasHoja de Proce Rueda DuferencialVyco Crow CrawAún no hay calificaciones
- Codigos para El Torno CNC DYNAMITEDocumento6 páginasCodigos para El Torno CNC DYNAMITEKevin Islas100% (1)
- Apuntes MecanizadoDocumento7 páginasApuntes MecanizadodxdAún no hay calificaciones
- Guia de Operación Torno Mtab V1Documento42 páginasGuia de Operación Torno Mtab V1Christian Calderón VilelaAún no hay calificaciones
- Velocidades de CorteDocumento28 páginasVelocidades de CorteOrlandoLGodosAún no hay calificaciones
- Mecanica de Banco y Afilado de Herramientas TR2Documento6 páginasMecanica de Banco y Afilado de Herramientas TR2Kevin MuñozAún no hay calificaciones
- Informe MatrizDocumento9 páginasInforme Matrizkenyo100% (1)
- U II Consigna y RúbricaDocumento5 páginasU II Consigna y RúbricaDANNY KELVER VARGAS INGAAún no hay calificaciones
- Cola de MilanoDocumento8 páginasCola de MilanoMarco DiazAún no hay calificaciones
- Guía I - ConididadDocumento7 páginasGuía I - ConididadIsaias Guevara100% (1)
- Angulos de La CuchillaDocumento29 páginasAngulos de La CuchillaMiller MenaAún no hay calificaciones
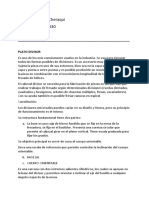
- Plato divisor: descripción y usos de un accesorio para fresado y torneadoDocumento8 páginasPlato divisor: descripción y usos de un accesorio para fresado y torneadoRooby JeanpierreAún no hay calificaciones
- Actividad Afilado de Herramientas Hoja 2Documento2 páginasActividad Afilado de Herramientas Hoja 2basilio__0202Aún no hay calificaciones
- Evaluacion FresadoraDocumento4 páginasEvaluacion Fresadoraretro73Aún no hay calificaciones
- Torneado de conos: cálculo del ángulo de inclinación del carroDocumento72 páginasTorneado de conos: cálculo del ángulo de inclinación del carroEdwin Castro100% (1)
- Afilado de Cuchillas para Tornos 02Documento30 páginasAfilado de Cuchillas para Tornos 02M Laura EdderAún no hay calificaciones
- MáquinasHerramientas-InducciónDocumento12 páginasMáquinasHerramientas-InducciónDavo ArmasAún no hay calificaciones
- Propiedades de Los Moldes PermanentesDocumento90 páginasPropiedades de Los Moldes Permanentesmarquiños isaiasAún no hay calificaciones
- METROLOGIA Longitudes y AngulosDocumento154 páginasMETROLOGIA Longitudes y AngulosEvaDeLeonAún no hay calificaciones
- Condiciones de Corte en El FresadoDocumento3 páginasCondiciones de Corte en El Fresadoluis mujicaAún no hay calificaciones
- TroquelaciónDocumento16 páginasTroquelaciónjavbuitAún no hay calificaciones
- Calculo de Funciones TrigonométricasDocumento10 páginasCalculo de Funciones TrigonométricasJC Javier Curo100% (1)
- Procesos de Fabricacion Por Arranque de VirutaDocumento60 páginasProcesos de Fabricacion Por Arranque de VirutaLuis Ricardo Palacios0% (1)
- m01 09 El Soldeo Mig MagDocumento60 páginasm01 09 El Soldeo Mig MagmontyviaderoAún no hay calificaciones
- MoleteadoDocumento5 páginasMoleteadoElber GalargaAún no hay calificaciones
- Mecanizado Por Arranque de VirutaDocumento10 páginasMecanizado Por Arranque de VirutaJhonatan BernoAún no hay calificaciones
- Afilado de HerramientasDocumento8 páginasAfilado de HerramientasJuan Carlos Moreno OrtizAún no hay calificaciones
- Cuestionario CHAPA P2Documento9 páginasCuestionario CHAPA P2Jonathan Araya CarvajalAún no hay calificaciones
- Geometria de FiloDocumento3 páginasGeometria de Filoco-ka06Aún no hay calificaciones
- Tipos de prensas troqueladoDocumento2 páginasTipos de prensas troqueladoAlex Fabián UzhcaAún no hay calificaciones
- Maquinas Herramientas 02Documento29 páginasMaquinas Herramientas 02Brian HarperAún no hay calificaciones
- La MatriceriaDocumento19 páginasLa MatriceriaIsi JulkAún no hay calificaciones
- Informe Refrentado y CilindradoDocumento9 páginasInforme Refrentado y CilindradokimberlyAún no hay calificaciones
- 2PRINCIPIOS DE EMBUTICION DE LA CHAPA METALICAimpresoDocumento57 páginas2PRINCIPIOS DE EMBUTICION DE LA CHAPA METALICAimpresoPedroAún no hay calificaciones
- Roscas y Piezas RoscadasDocumento65 páginasRoscas y Piezas RoscadasMauro HaspertAún no hay calificaciones
- Guia de Estudio Matriceria ADRIAN PILLAJO PDFDocumento112 páginasGuia de Estudio Matriceria ADRIAN PILLAJO PDFJose Ernesto Pillajo CabezasAún no hay calificaciones
- Torno ParaleloDocumento22 páginasTorno ParaleloMiriam Jimènez100% (1)
- EvaluacionDocumento2 páginasEvaluacionJherald J. CanchoAún no hay calificaciones
- Conclusiones Del TornoDocumento1 páginaConclusiones Del TornoSlayer100% (1)
- Investigación 3Documento10 páginasInvestigación 3MAYRON OMAR CHICAIZA JAGUACOAún no hay calificaciones
- Consideraciones Economicas y para El Diseno Del ProductoDocumento31 páginasConsideraciones Economicas y para El Diseno Del ProductoJesús Izquierdo DíazAún no hay calificaciones
- A2 Bb5!1!100 Agm 003a Rev B (Fourtech)Documento1 páginaA2 Bb5!1!100 Agm 003a Rev B (Fourtech)Edison EugenioAún no hay calificaciones
- Edificio Chancadora Terciaria Mod 1Documento1 páginaEdificio Chancadora Terciaria Mod 1Edison EugenioAún no hay calificaciones
- Problemas de Mecanizado - Unidad 2Documento3 páginasProblemas de Mecanizado - Unidad 2Edison EugenioAún no hay calificaciones
- TermocompresorDocumento11 páginasTermocompresorEdison Eugenio100% (1)
- Especificaciones Obras Civiles CompletoDocumento15 páginasEspecificaciones Obras Civiles CompletoEdison EugenioAún no hay calificaciones
- Problemas de Mecanizado - Unidad 1Documento4 páginasProblemas de Mecanizado - Unidad 1Edison EugenioAún no hay calificaciones
- Caratula Ing. MecanicaDocumento2 páginasCaratula Ing. MecanicaEdison EugenioAún no hay calificaciones
- Bomba de LodosDocumento21 páginasBomba de LodosMiltynho PilcoAún no hay calificaciones
- Costos en Herramientas de CorteDocumento19 páginasCostos en Herramientas de CorteEdison Eugenio100% (1)
- Tornillo Sin Fin - AgmaDocumento1 páginaTornillo Sin Fin - AgmaEdison EugenioAún no hay calificaciones
- MixerDocumento9 páginasMixerDaniel HerreraAún no hay calificaciones
- VENTILADORES1Documento86 páginasVENTILADORES1Carlos ArizaAún no hay calificaciones
- Ficha Tecnica de Medición, Analisis y MejoraDocumento1 páginaFicha Tecnica de Medición, Analisis y MejoraEdison EugenioAún no hay calificaciones
- Presupuesto Obras CivilesDocumento12 páginasPresupuesto Obras CivilesEdison EugenioAún no hay calificaciones
- Escaleras Normas A ConsiderarDocumento1 páginaEscaleras Normas A ConsiderarEdison EugenioAún no hay calificaciones
- Manual de SoldaduraDocumento25 páginasManual de SoldaduraYury Lenin Ramirez96% (25)
- Solicit UdDocumento1 páginaSolicit UdEdison EugenioAún no hay calificaciones
- Mantenimiento Estaciones Motrices MolinosDocumento18 páginasMantenimiento Estaciones Motrices MolinosIván Darío Cardona GutierrezAún no hay calificaciones
- Perfiles EstructuralesDocumento16 páginasPerfiles EstructuralesEdison EugenioAún no hay calificaciones
- Indicadores Gestion Del Talento HumanoDocumento15 páginasIndicadores Gestion Del Talento HumanoEdison Eugenio0% (1)
- Resultados Indicadores de GestionDocumento6 páginasResultados Indicadores de GestionEdison EugenioAún no hay calificaciones
- Matriz de IndicadoresDocumento12 páginasMatriz de IndicadoresEdison EugenioAún no hay calificaciones
- Matriz Indicadores de GestionDocumento72 páginasMatriz Indicadores de GestionEdison EugenioAún no hay calificaciones
- Detalles ConstructivosDocumento12 páginasDetalles ConstructivosRoland Loachamín80% (5)
- Guia PresupuestosERPDocumento214 páginasGuia PresupuestosERPEdison EugenioAún no hay calificaciones
- AHMSA Diseño de Estructuras de Acero Capitulo 2 PDFDocumento23 páginasAHMSA Diseño de Estructuras de Acero Capitulo 2 PDFErnesto Juarez HernandezAún no hay calificaciones
- Formula Poli No MicaDocumento2 páginasFormula Poli No MicaEdison EugenioAún no hay calificaciones
- Catalogo VictaulicDocumento164 páginasCatalogo Victaulictrojas200867% (6)
- Ficha Tecnica Citodur 1000Documento1 páginaFicha Tecnica Citodur 1000Edison EugenioAún no hay calificaciones
- Problemas de química atómica y nuclear con menos deDocumento3 páginasProblemas de química atómica y nuclear con menos deCarlosAún no hay calificaciones
- Variador Yaskawa j7 Manual en EspañolDocumento122 páginasVariador Yaskawa j7 Manual en EspañolLuis Fernando Calle Jaramillo100% (2)
- Tipos de Cámaras de CombustiónDocumento9 páginasTipos de Cámaras de CombustiónPáramo Delgado Mario AlbertoAún no hay calificaciones
- Recibo CfeDocumento2 páginasRecibo CfeJanet MorgendorfferAún no hay calificaciones
- Instructivo de Seguridad Labores de Aseo Industrial ProducciónDocumento3 páginasInstructivo de Seguridad Labores de Aseo Industrial ProducciónAnitaFariasBelmarAún no hay calificaciones
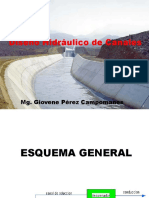
- Diseño Hidraulico de Canales AbiertosDocumento124 páginasDiseño Hidraulico de Canales AbiertosEduardo Alva Nuñez0% (1)
- Construya Un Transformador Toroidal CaseroDocumento10 páginasConstruya Un Transformador Toroidal Caserojc1977rrAún no hay calificaciones
- 001-FO-003A Permiso de Trabajo para Actividades de Soldadura y CorteDocumento2 páginas001-FO-003A Permiso de Trabajo para Actividades de Soldadura y CorteRocíoAún no hay calificaciones
- Electrode PosicionDocumento11 páginasElectrode PosicionMax Pereira RamirezAún no hay calificaciones
- Informe de Laboratorio Biologia Difusion 4Documento5 páginasInforme de Laboratorio Biologia Difusion 4juliana0% (1)
- Metalcon Cielos 2022Documento21 páginasMetalcon Cielos 2022Rafael Andrés Rivera ValenciaAún no hay calificaciones
- Circuitos NeumaticosDocumento62 páginasCircuitos NeumaticosAnonymous OBMlCdmAún no hay calificaciones
- Minería Jesús de NazaretDocumento172 páginasMinería Jesús de NazaretMax Yuri Champi HermozaAún no hay calificaciones
- Instalación cableado celda carga 320ISDocumento3 páginasInstalación cableado celda carga 320ISJuvenal Alarcon TiconaAún no hay calificaciones
- Características de carga eléctrica urbana e industrialDocumento6 páginasCaracterísticas de carga eléctrica urbana e industrialCristianAún no hay calificaciones
- Transformación de voltaje mediante transformadoresDocumento30 páginasTransformación de voltaje mediante transformadoresjhery22222Aún no hay calificaciones
- Planificación de La Instalación Eléctrica de Una ViviendaDocumento3 páginasPlanificación de La Instalación Eléctrica de Una ViviendamariaAún no hay calificaciones
- Circuitos RLCDocumento32 páginasCircuitos RLCjonas bravoAún no hay calificaciones
- Memoria Descriptiva - SanitariasDocumento6 páginasMemoria Descriptiva - SanitariasSamuel Moroni Salazar MuñozAún no hay calificaciones
- Simulación de procesos en intercambiador de tubos y corazaDocumento11 páginasSimulación de procesos en intercambiador de tubos y corazaKelvin Martin Flores SeclenAún no hay calificaciones
- Ite PresentarDocumento2 páginasIte PresentarJack Jimy Condori QuispeAún no hay calificaciones
- SISTEMAS_ABIERTOS_SEGUNDO_CORTEDocumento5 páginasSISTEMAS_ABIERTOS_SEGUNDO_CORTEJohn Nicolás Garzón HerránAún no hay calificaciones
- Cómo Podríamos Organizar Una Mejor Convivencia PlanetariaDocumento4 páginasCómo Podríamos Organizar Una Mejor Convivencia PlanetarianathaliaAún no hay calificaciones
- Rectificación 1/2 onda y filtrado condensadorDocumento4 páginasRectificación 1/2 onda y filtrado condensadorMarcelo GamboaAún no hay calificaciones
- Informe Cubicacion de ProyectosDocumento22 páginasInforme Cubicacion de Proyectosfernando pizarroAún no hay calificaciones
- Dossier Tolva KomatsuDocumento53 páginasDossier Tolva KomatsuFrancisco Cornejo100% (1)
- Motor Stirling FinalDocumento16 páginasMotor Stirling FinalSayra Aranda AlcarazAún no hay calificaciones
- 1.-Pts Mantencion Eaa 2022Documento19 páginas1.-Pts Mantencion Eaa 2022CLAUDIA AREVALOAún no hay calificaciones
- 060 - Presurizadores CatDocumento81 páginas060 - Presurizadores CatJose Jesus DominguezAún no hay calificaciones
- Alternadores BoschDocumento2 páginasAlternadores BoschGIOVANNI VIDAL MORALESAún no hay calificaciones