También podría gustarte
- Ensayo de Cementos y MorterosDocumento27 páginasEnsayo de Cementos y MorterosJesus CalleAún no hay calificaciones
- NTC3692Documento5 páginasNTC3692Adrian Buelvas100% (1)
- Proceso Constructivo de Losas AligeradasDocumento8 páginasProceso Constructivo de Losas AligeradasJimmy Bravo ValdiviaAún no hay calificaciones
- Inte 06-09-01 2014Documento15 páginasInte 06-09-01 2014Bernardino GutiérrezAún no hay calificaciones
- Pruebas Cemento PDFDocumento27 páginasPruebas Cemento PDFhectorgodoylaraAún no hay calificaciones
- Problemas Causas y Soluciones de Concreto en La ObraDocumento8 páginasProblemas Causas y Soluciones de Concreto en La ObraJaciel EscobarAún no hay calificaciones
- Mortero 20Documento36 páginasMortero 20AdelfoGonzalezAún no hay calificaciones
- Spa 16Documento102 páginasSpa 16Raul Alarcon BermudezAún no hay calificaciones
- Probetas HormigónDocumento8 páginasProbetas Hormigóniliedom0% (1)
- Aci 221Documento1 páginaAci 221JF DL CruzAún no hay calificaciones
- 33 38 EsDocumento35 páginas33 38 Es12joseeligioAún no hay calificaciones
- Astm C 78-2015Documento8 páginasAstm C 78-2015williamptyAún no hay calificaciones
- N CMT 4 05 004 08Documento0 páginasN CMT 4 05 004 08Leo ChávezAún no hay calificaciones
- Normatividad de Cenizas VolantesDocumento5 páginasNormatividad de Cenizas VolantesAdriana Flores VazquezAún no hay calificaciones
- Localizador de Armadura R Meter MK III - Spanish - 20080904 PDFDocumento47 páginasLocalizador de Armadura R Meter MK III - Spanish - 20080904 PDFAlexGusta99100% (1)
- Evaluacion Estadistica Diseño de MezclaDocumento32 páginasEvaluacion Estadistica Diseño de MezclaStefany LiCa0% (1)
- NMX-C-169-1997-OnNCCE Obtencion de Corazones y Vigas de Concreto EndurecidoDocumento7 páginasNMX-C-169-1997-OnNCCE Obtencion de Corazones y Vigas de Concreto EndurecidoENRIQUE ROBERTO GARCIA DOMINGUEZAún no hay calificaciones
- Norma Norma Argentina Argentina Iram Iram 1524 1524Documento12 páginasNorma Norma Argentina Argentina Iram Iram 1524 1524Dioptra IngenieriaAún no hay calificaciones
- Inv 712.13 PDFDocumento18 páginasInv 712.13 PDFCesar DanielAún no hay calificaciones
- M MMP 4 04 001 02Documento4 páginasM MMP 4 04 001 02Rober SilAún no hay calificaciones
- Norma NTG 41062 Astm c470-c470m-09Documento15 páginasNorma NTG 41062 Astm c470-c470m-09Luis Esteban RamírezAún no hay calificaciones
- Cimbra Metalica - PresentacionDocumento12 páginasCimbra Metalica - PresentacionramiritoAún no hay calificaciones
- Norma NTG 41014 H2astm c204-11Documento23 páginasNorma NTG 41014 H2astm c204-11frank lampardAún no hay calificaciones
- Herramientas y Equipos en La Construccion (Tarea # 1)Documento20 páginasHerramientas y Equipos en La Construccion (Tarea # 1)VeronicaAún no hay calificaciones
- Pasos Constructivo Concreto LanzadoDocumento7 páginasPasos Constructivo Concreto LanzadorterceroAún no hay calificaciones
- Pavimento Bituminoso P-401 PDFDocumento18 páginasPavimento Bituminoso P-401 PDFjulian dAún no hay calificaciones
- B0031 Horno de IgniciónDocumento1 páginaB0031 Horno de IgniciónJohanna Castellanos BrugesAún no hay calificaciones
- Norma NTG 41051 h3 Astm E519-E519m-10 PDFDocumento14 páginasNorma NTG 41051 h3 Astm E519-E519m-10 PDFjosueestAún no hay calificaciones
- CONCRETO Problemas, Causas y SolucionesDocumento5 páginasCONCRETO Problemas, Causas y SolucionesmaraliciaAún no hay calificaciones
- NMX B 434 1969Documento4 páginasNMX B 434 1969CINTHIA ORTEGA GONZALEZAún no hay calificaciones
- NMX C 159 Onncce 2016 Curado y Met de MoldearDocumento17 páginasNMX C 159 Onncce 2016 Curado y Met de MoldearEdgar Joel Perez Carvajal100% (1)
- Determinacion de La Resistencia A Compresion de Un Muro de FabricaDocumento3 páginasDeterminacion de La Resistencia A Compresion de Un Muro de FabricaAnibal SansusthyAún no hay calificaciones
- Astm C138Documento12 páginasAstm C138Fernando Elías Valderrama GómezAún no hay calificaciones
- NMX C 081 1981Documento7 páginasNMX C 081 1981ROBERTO MIRANDAAún no hay calificaciones
- Tarea 6 Corte DirectoDocumento15 páginasTarea 6 Corte DirectoYo soy alejandro El chinito PadillaAún no hay calificaciones
- N CMT 4 02 001 04 PDFDocumento7 páginasN CMT 4 02 001 04 PDFVeronica TorresAún no hay calificaciones
- Articulo450 07Documento30 páginasArticulo450 07oqsarmeniaAún no hay calificaciones
- Norma Coguanor NTG 41047 Astm c1017!07!2Documento23 páginasNorma Coguanor NTG 41047 Astm c1017!07!2Roger Marcelo Linares GonzalesAún no hay calificaciones
- Normas y Especificaciones IMIFE Marzo 17 PDFDocumento19 páginasNormas y Especificaciones IMIFE Marzo 17 PDFMariælena AmescuaAún no hay calificaciones
- Formato de Laboratorio TIEMPO DE FRAGUADO DEL CEMENTO HIDRÁULICO MÉTODO DEL APARATO DE VICATDocumento6 páginasFormato de Laboratorio TIEMPO DE FRAGUADO DEL CEMENTO HIDRÁULICO MÉTODO DEL APARATO DE VICATGabriela Florez LenguaAún no hay calificaciones
- BlaineDocumento10 páginasBlaineIván ArciaAún no hay calificaciones
- Grout - Wikipedia, La Enciclopedia LibreDocumento3 páginasGrout - Wikipedia, La Enciclopedia LibreZuleica Linda LealAún no hay calificaciones
- Equivalente de ArenaDocumento10 páginasEquivalente de ArenaBerman CespedesAún no hay calificaciones
- Equivalente de ArenaDocumento9 páginasEquivalente de Arenaluis100% (1)
- Informe de Compresión de ConcretoDocumento8 páginasInforme de Compresión de ConcretoAnthonyAún no hay calificaciones
- Ensayo de Compresion de Cilindros de HormigonDocumento13 páginasEnsayo de Compresion de Cilindros de HormigonCrlOs MgUel ArAndAún no hay calificaciones
- Flujo de Mortero 2502Documento9 páginasFlujo de Mortero 2502Jorvi Xavier OrdoñezAún no hay calificaciones
- NMX C 073 2004 Agregados Masa Volumetrica Metodo de PruebaDocumento8 páginasNMX C 073 2004 Agregados Masa Volumetrica Metodo de PruebaMariel Vasquez QuijanoAún no hay calificaciones
- El Rol de Las Puzolanas Naturales en El Mejoramiento de La Durabilidad Del Concreto ReforzadoDocumento15 páginasEl Rol de Las Puzolanas Naturales en El Mejoramiento de La Durabilidad Del Concreto ReforzadoquidiqdAún no hay calificaciones
- NMX C 059 1997 OnncceDocumento4 páginasNMX C 059 1997 OnncceGabo AguilarAún no hay calificaciones
- Especificaciones para Concreto Compactado Con Rodillo para Uso en Pavimentos Metodos de PruebaDocumento19 páginasEspecificaciones para Concreto Compactado Con Rodillo para Uso en Pavimentos Metodos de PruebaHernan Trujillo0% (1)
- Protocolo de Ensayo de Integridad de Pilotes-LCCFDocumento5 páginasProtocolo de Ensayo de Integridad de Pilotes-LCCFjuanmg9Aún no hay calificaciones
- Detalle Acero de Refuerzo en ConexionesDocumento7 páginasDetalle Acero de Refuerzo en ConexionesCarlos Tupa OrtizAún no hay calificaciones
- Desarrollo de Mezclas de Hormigón Con La Adicción de Partículas de CauchoDocumento2 páginasDesarrollo de Mezclas de Hormigón Con La Adicción de Partículas de CauchoXavierCandoAún no hay calificaciones
- Especificaciones de ConstruccionDocumento260 páginasEspecificaciones de ConstruccionRodrigo Alfonso Sanchez Garcia100% (5)
- Pastas, morteros, adhesivos y hormigones. IEXD0409De EverandPastas, morteros, adhesivos y hormigones. IEXD0409Aún no hay calificaciones
- 15° Congreso Internacional de Patología y Recuperación de Estructuras (Artículos completos): Materiales, patrimonio histórico, gestión y normalizaciónDe Everand15° Congreso Internacional de Patología y Recuperación de Estructuras (Artículos completos): Materiales, patrimonio histórico, gestión y normalizaciónAún no hay calificaciones
- Especificaciones Tecnicas PuentesDocumento21 páginasEspecificaciones Tecnicas PuentesRoberto Roberto LuisAún no hay calificaciones
- Arandelas PresionDocumento17 páginasArandelas PresionSimon MartinezAún no hay calificaciones
- Especificaciones Tecnicas PuentesDocumento21 páginasEspecificaciones Tecnicas PuentesJose Apaza AsquiAún no hay calificaciones
- Instructivo Produccion TorreDocumento7 páginasInstructivo Produccion Torrestereo77Aún no hay calificaciones
- Curriculum VitaeDocumento1 páginaCurriculum VitaeRicardo EstacioAún no hay calificaciones
- Primera Práctica de Gestion de La CalidadDocumento6 páginasPrimera Práctica de Gestion de La CalidadRicardo EstacioAún no hay calificaciones
- La Energía NuclearDocumento3 páginasLa Energía NuclearRicardo EstacioAún no hay calificaciones
- Práctica de Legislación LaboralDocumento2 páginasPráctica de Legislación LaboralRicardo EstacioAún no hay calificaciones
- Curriculum Vitae No Documentado EddyDocumento3 páginasCurriculum Vitae No Documentado EddyRicardo EstacioAún no hay calificaciones
- Introduccion Prision PreventivaDocumento50 páginasIntroduccion Prision PreventivaRicardo EstacioAún no hay calificaciones
- SORDERADocumento10 páginasSORDERARicardo EstacioAún no hay calificaciones
- Apu Estructuras PDFDocumento40 páginasApu Estructuras PDFJoshua James100% (1)
- Parámetros Del Bloque de Tensión de CompresiónDocumento4 páginasParámetros Del Bloque de Tensión de Compresiónsusana montero javierAún no hay calificaciones
- Aditivos de La ConstruccionDocumento34 páginasAditivos de La ConstruccionDiego Marcelo Spillco RiescoAún no hay calificaciones
- Examen #1 - Alonzo - ReyesDocumento30 páginasExamen #1 - Alonzo - ReyesBryanLopezLagosAún no hay calificaciones
- Instrucciones para Relleno y CompactaciónDocumento3 páginasInstrucciones para Relleno y CompactaciónJoyce SilvanAún no hay calificaciones
- Cap 10 - DIA Brisas OrienteDocumento77 páginasCap 10 - DIA Brisas OrienteJuan BahamondesAún no hay calificaciones
- Producto Académico Pa1 Resuelto MetodosDocumento7 páginasProducto Académico Pa1 Resuelto Metodos43216547Aún no hay calificaciones
- Método Aashto para Diseño de Pavimentos FlexiblesDocumento21 páginasMétodo Aashto para Diseño de Pavimentos FlexiblesNicolas B AvilaAún no hay calificaciones
- Vulnerabilidad de Edificaciones en Chimbote - GERONIMO ATALAYA CACHADocumento19 páginasVulnerabilidad de Edificaciones en Chimbote - GERONIMO ATALAYA CACHAGeronimo AtalayaAún no hay calificaciones
- Fisuras y GrietasDocumento44 páginasFisuras y GrietasJULIO SANCHEZAún no hay calificaciones
- Syllabus EDIFICACIONES II - 2020Documento6 páginasSyllabus EDIFICACIONES II - 2020Jorge Cruz GarayAún no hay calificaciones
- Diseño de Mezcla METODO ACIDocumento19 páginasDiseño de Mezcla METODO ACIMarckos Canchari PAún no hay calificaciones
- Presupuesto de Vivienda, Costo y Presupuesto, Grupo SantiagoDocumento13 páginasPresupuesto de Vivienda, Costo y Presupuesto, Grupo SantiagoCindy HernandezAún no hay calificaciones
- Fly Ash For ConcreteDocumento19 páginasFly Ash For ConcreteFrank Chavez CaluaAún no hay calificaciones
- Calculo de Losas Aligerada Macisa en Una Sola DireccionDocumento7 páginasCalculo de Losas Aligerada Macisa en Una Sola DireccionBrayan NonatoAún no hay calificaciones
- Resumen Ejecutivo Juan MooreDocumento32 páginasResumen Ejecutivo Juan MooreErik Luis Ticona FrancoAún no hay calificaciones
- Manual Detector de Defectos de Revestimientos PDFDocumento69 páginasManual Detector de Defectos de Revestimientos PDFEsteban CarrizoAún no hay calificaciones
- Informe Nº8Documento21 páginasInforme Nº8Franz Ignacio Peducasse100% (1)
- Tema 3 Abril 21Documento28 páginasTema 3 Abril 21Jose BravoAún no hay calificaciones
- Tema 1.1 Trabajos Preliminares: 1.1.-Estudio de TerrenoDocumento83 páginasTema 1.1 Trabajos Preliminares: 1.1.-Estudio de TerrenojahirsicabyAún no hay calificaciones
- Seguridad EstructuralDocumento37 páginasSeguridad Estructuralmoises viteAún no hay calificaciones
- Especificaciones Tecnicas de Pico Rico 19-11-19 PDFDocumento361 páginasEspecificaciones Tecnicas de Pico Rico 19-11-19 PDFJóvenes Superando BarrerasAún no hay calificaciones
- Presupuesto Mantenimiento y Obra Nueva Planta 2a EtapaDocumento11 páginasPresupuesto Mantenimiento y Obra Nueva Planta 2a EtapaGeorgeMatiasAún no hay calificaciones
- Ampliacion de Plazo E.T. AdicionalesDocumento16 páginasAmpliacion de Plazo E.T. AdicionalesDiana Lisbeth Quintana ChoqueluqueAún no hay calificaciones
- MEMORIA DESCRIPTIVA - LAS CALANDRIAS. Rev. DDocumento32 páginasMEMORIA DESCRIPTIVA - LAS CALANDRIAS. Rev. Djorge sciaraAún no hay calificaciones
- Retraccion Del CementoDocumento11 páginasRetraccion Del CementoNico GoitiandiaAún no hay calificaciones
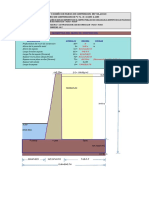
- Diseño Muros C.A OkDocumento27 páginasDiseño Muros C.A OkdavisAún no hay calificaciones
- 1 - A Visor de Precios Unitarios de Referencia 2023 I Fase II 24-11-2023Documento1423 páginas1 - A Visor de Precios Unitarios de Referencia 2023 I Fase II 24-11-2023arqpasantia.lauraAún no hay calificaciones
- CatalogoDocumento15 páginasCatalogoIngeomarAún no hay calificaciones