También podría gustarte
- Ejercicios Diagrama de FasesDocumento6 páginasEjercicios Diagrama de FasesJhuan Uchasara SihuayroAún no hay calificaciones
- Recuperación de Olla de Fundición Por SoldaduraDocumento8 páginasRecuperación de Olla de Fundición Por SoldaduraRodrigoAún no hay calificaciones
- COLECCION DISEÑO BASICO DE ESTRUCTURAS ACERO 2019 Versión Actualizada.Documento368 páginasCOLECCION DISEÑO BASICO DE ESTRUCTURAS ACERO 2019 Versión Actualizada.Jose Guadalupe Ramirez Treviño83% (6)
- Astm D609Documento3 páginasAstm D609mario3312100% (1)
- Cap 10. SpanishDocumento21 páginasCap 10. SpanishJhonatan Arley Leon FuentesAún no hay calificaciones
- Platica ICA MonclovaDocumento89 páginasPlatica ICA MonclovaNancyAún no hay calificaciones
- Procesos Mecanicos II Forjado 92402Documento21 páginasProcesos Mecanicos II Forjado 92402Freddy Andrés Irribarra VilAún no hay calificaciones
- AP06 Frecuencia de Inspección de Mantenimiento PredictivoDocumento6 páginasAP06 Frecuencia de Inspección de Mantenimiento PredictivoKevin Antoni Ramirez GodoyAún no hay calificaciones
- Lab. 07 Forjado de MetalesDocumento28 páginasLab. 07 Forjado de MetalescesarAún no hay calificaciones
- EJECUCIÓNDocumento4 páginasEJECUCIÓNCarlos Muñoz vitorAún no hay calificaciones
- PASITO 3 MergedDocumento9 páginasPASITO 3 MergedCaroline Tamara Garcia RamirezAún no hay calificaciones
- Grupo 9 - Actividad 2. Casos Sobre Materiales y Recursos de Fundición 2022-1Documento8 páginasGrupo 9 - Actividad 2. Casos Sobre Materiales y Recursos de Fundición 2022-1Marisol ReateguiAún no hay calificaciones
- SCHIRTEC PararrayosDocumento12 páginasSCHIRTEC PararrayosJuan BejaranoAún no hay calificaciones
- Examen Parcial 1 2020 10 ADocumento2 páginasExamen Parcial 1 2020 10 AAngelito MuñozAún no hay calificaciones
- INFORME N.docx CalculosDocumento8 páginasINFORME N.docx CalculosDerc RodriguezAún no hay calificaciones
- Cia. Comercial Industrial Peruano Sueca S.ADocumento1 páginaCia. Comercial Industrial Peruano Sueca S.ALevi BriceñoAún no hay calificaciones
- Taller Trabajo de LáminaDocumento3 páginasTaller Trabajo de LáminaElian ArenasAún no hay calificaciones
- Observaciones y Conclusiones, BombasDocumento2 páginasObservaciones y Conclusiones, BombasChristian MartinezAún no hay calificaciones
- Manual Tecnico Del Auxiliar Topografo PDFDocumento66 páginasManual Tecnico Del Auxiliar Topografo PDFNilton VidaurreAún no hay calificaciones
- Angeles SMA SDDocumento146 páginasAngeles SMA SDVictor Felipe Domínguez MaloAún no hay calificaciones
- POSIBLEREPASO Frecuencia de Intervalos de MPDDocumento8 páginasPOSIBLEREPASO Frecuencia de Intervalos de MPDCriMarGueAún no hay calificaciones
- E05 FresadoDocumento24 páginasE05 FresadoErickAún no hay calificaciones
- Informe - TermocuplaDocumento5 páginasInforme - TermocuplaDavid ToapantaAún no hay calificaciones
- SLN Actividad Diseño Experimental - MFMDocumento5 páginasSLN Actividad Diseño Experimental - MFMMEDINA CUEVAS MARIA FERNANDAAún no hay calificaciones
- PC1 Mantto Utp - GrupoDocumento3 páginasPC1 Mantto Utp - GrupoDavid Janampa HAún no hay calificaciones
- Operaciones Principales de La FresadoraDocumento6 páginasOperaciones Principales de La FresadoraJhonatan SanchezAún no hay calificaciones
- Fallas en MaquinasDocumento7 páginasFallas en MaquinasSarah CoxAún no hay calificaciones
- Ficha TecnicaDocumento1 páginaFicha TecnicaEDINSON TORRESAún no hay calificaciones
- PC1 Proceso de Manufactura II UtpDocumento6 páginasPC1 Proceso de Manufactura II UtpIvan Dante Zarauz CastilloAún no hay calificaciones
- Ejemplos PLCDocumento4 páginasEjemplos PLCCristian TalamantesAún no hay calificaciones
- ArchivoDocumento2 páginasArchivoDiego Paredes LinaresAún no hay calificaciones
- FORMATO FF-02 Memoria Descriptiva Del ProyectoDocumento98 páginasFORMATO FF-02 Memoria Descriptiva Del ProyectoNilson Anthony Laura BulejeAún no hay calificaciones
- Ficha #1 - Torno TRAVIS T-1640 PDFDocumento1 páginaFicha #1 - Torno TRAVIS T-1640 PDFjulio fernando sanchezAún no hay calificaciones
- Informe Soldadura Arco SumergidoDocumento6 páginasInforme Soldadura Arco SumergidoLuis Cristian Ahumada FuentesAún no hay calificaciones
- Tuberias de Acero ExposicionDocumento11 páginasTuberias de Acero ExposicionhenrriashAún no hay calificaciones
- Practica 2 Maquinas Electricas 2Documento3 páginasPractica 2 Maquinas Electricas 2Ronal LyonAún no hay calificaciones
- Examen Final 2020-IDocumento2 páginasExamen Final 2020-Ijorge4jeison4segura4100% (1)
- Seleccion de Material y Proceso. Bases de Datos para Seleccion de MaterialesDocumento3 páginasSeleccion de Material y Proceso. Bases de Datos para Seleccion de MaterialesGino MissaelAún no hay calificaciones
- Consolidado 01 PDFDocumento3 páginasConsolidado 01 PDFAngelito MuñozAún no hay calificaciones
- CASO #1 - Mecánica de Fluidos 2Documento10 páginasCASO #1 - Mecánica de Fluidos 2PUBG MOBILE SG9Aún no hay calificaciones
- Informe 3 SMAWDocumento7 páginasInforme 3 SMAWrobertoAún no hay calificaciones
- Uso y Manejo Multímetro y ProtoboardDocumento7 páginasUso y Manejo Multímetro y ProtoboardFernandoAún no hay calificaciones
- Sider PeruDocumento3 páginasSider PeruOje CristianAún no hay calificaciones
- Ejercicio ParetoDocumento6 páginasEjercicio ParetoJandy Garzón Hernández100% (1)
- Practica 1 de Mecflu-Term 2012-I (Solucionario)Documento5 páginasPractica 1 de Mecflu-Term 2012-I (Solucionario)Ernesto Ramirez ValenciaAún no hay calificaciones
- Guia Lab 2 Deformacion Plastica Forjado 2020 0Documento11 páginasGuia Lab 2 Deformacion Plastica Forjado 2020 0Sheyla MendozaAún no hay calificaciones
- Cuestionario-Windows Rodrigo Valentino Cornejo SolanoDocumento3 páginasCuestionario-Windows Rodrigo Valentino Cornejo SolanoRodrigo CornejoAún no hay calificaciones
- Laboratorio de Procesos de ManufacturaDocumento18 páginasLaboratorio de Procesos de ManufacturaAlvaroAún no hay calificaciones
- Actividad 6. Cálculo de Materiales y Energía en Proceso de Extrusión-DesarrolladoDocumento21 páginasActividad 6. Cálculo de Materiales y Energía en Proceso de Extrusión-Desarrolladomirka del pilarAún no hay calificaciones
- Parcial 2003-1yaDocumento16 páginasParcial 2003-1yaGino Maldonado TrigosoAún no hay calificaciones
- Gasto Volumétrico Con Velocidad Variable-Unac-Fime-Harold I. Espinoza de La Cruz PDFDocumento9 páginasGasto Volumétrico Con Velocidad Variable-Unac-Fime-Harold I. Espinoza de La Cruz PDFespinoza_mecanico33Aún no hay calificaciones
- MantenimientoDocumento13 páginasMantenimientojuanAún no hay calificaciones
- Huerga - Diseño y Cálculo de Un Reductor de Velocidad Con Relación de Transmisión 12 y Par Máximo...Documento164 páginasHuerga - Diseño y Cálculo de Un Reductor de Velocidad Con Relación de Transmisión 12 y Par Máximo...Denis CamachoAún no hay calificaciones
- Balón de GLP DomesticoDocumento9 páginasBalón de GLP DomesticoAntonia LópezAún no hay calificaciones
- Chumacera 2Documento1 páginaChumacera 2Cristian MichellAún no hay calificaciones
- Proceso BOFDocumento39 páginasProceso BOFJosé RodríguezAún no hay calificaciones
- Control de Flujo RefrigeranteDocumento5 páginasControl de Flujo Refrigerantebill lopezAún no hay calificaciones
- Laboratorio 1 - ViscosidadDocumento17 páginasLaboratorio 1 - ViscosidadMaruja Romero De VillalobosAún no hay calificaciones
- Termodinámica Parte1Documento67 páginasTermodinámica Parte1Danny RivasAún no hay calificaciones
- Ficha Técnica AKO D14123 2 RCDocumento2 páginasFicha Técnica AKO D14123 2 RCJorge Michela ScarlazettaAún no hay calificaciones
- Proceso de Forja, Laminado y ExtruciónDocumento19 páginasProceso de Forja, Laminado y ExtruciónGaboo HDzAún no hay calificaciones
- Ensayo de Compresion para MetalesDocumento12 páginasEnsayo de Compresion para MetalesJOSE NICOLAS ALVARADO MEZA100% (1)
- Práctica #11 IpercDocumento18 páginasPráctica #11 IpercEmerson SivinchaAún no hay calificaciones
- Lab1 Tec Materials ManufactDocumento25 páginasLab1 Tec Materials ManufactHarold PlazaAún no hay calificaciones
- Silabo Procesos de Manufactura 2021-2Documento10 páginasSilabo Procesos de Manufactura 2021-2Richard Montalban SanchezAún no hay calificaciones
- CAJETINDocumento1 páginaCAJETINkerenAún no hay calificaciones
- Grupo 9-Actividad 1. Casos Sobre Productividad y RendimientoDocumento7 páginasGrupo 9-Actividad 1. Casos Sobre Productividad y RendimientoCarlos Muñoz vitorAún no hay calificaciones
- GRUPO 8 - Actividad 2. Casos Sobre Materiales y Recursos de FundiciónDocumento7 páginasGRUPO 8 - Actividad 2. Casos Sobre Materiales y Recursos de FundiciónCarlos Muñoz vitorAún no hay calificaciones
- Propuesta Del Trabajo FinalDocumento8 páginasPropuesta Del Trabajo FinalCarlos Muñoz vitorAún no hay calificaciones
- Laboratorio 1 - Grupo 5Documento30 páginasLaboratorio 1 - Grupo 5Carlos Muñoz vitorAún no hay calificaciones
- Examen FinalDocumento7 páginasExamen FinalCarlos Muñoz vitorAún no hay calificaciones
- Condiciones de Trabajo y Rendimiento Personal: Gestión Del Capital HumanoDocumento6 páginasCondiciones de Trabajo y Rendimiento Personal: Gestión Del Capital HumanoCarlos Muñoz vitorAún no hay calificaciones
- TA3 - Grupo 5 - Gest InnovaciónDocumento21 páginasTA3 - Grupo 5 - Gest InnovaciónCarlos Muñoz vitorAún no hay calificaciones
- PC 2 Muñoz VitorDocumento9 páginasPC 2 Muñoz VitorCarlos Muñoz vitorAún no hay calificaciones
- Universidad Peruana de Ciencias Aplicadas 11Documento58 páginasUniversidad Peruana de Ciencias Aplicadas 11Carlos Muñoz vitorAún no hay calificaciones
- Estudios para EjecutivosDocumento21 páginasEstudios para EjecutivosCarlos Muñoz vitorAún no hay calificaciones
- 03 II283 - Plantilla - Cap1 - Cap2 - TF2Documento13 páginas03 II283 - Plantilla - Cap1 - Cap2 - TF2Carlos Muñoz vitorAún no hay calificaciones
- Documento FinalDocumento66 páginasDocumento FinalCarlos Muñoz vitorAún no hay calificaciones
- Manufactura FinalDocumento29 páginasManufactura FinalCarlos Muñoz vitorAún no hay calificaciones
- Influencia en Las Propiedades Mecánicas Del Acero AISI-SAE 1045 Tratado Térmicamente Con Temple A Temperatura Intercrítica y RevenidoDocumento8 páginasInfluencia en Las Propiedades Mecánicas Del Acero AISI-SAE 1045 Tratado Térmicamente Con Temple A Temperatura Intercrítica y RevenidoEdna Odette Melo UscangaAún no hay calificaciones
- Preguntas Tipo Test Tema 2. Fundiciones 2021-2022Documento3 páginasPreguntas Tipo Test Tema 2. Fundiciones 2021-2022Javi RaposoAún no hay calificaciones
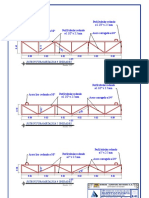
- Plano de Estructuras MetalicasDocumento1 páginaPlano de Estructuras MetalicasMilton Yoser Infantes MonteroAún no hay calificaciones
- Em 01Documento1 páginaEm 01Edwin CornejoAún no hay calificaciones
- Tratamientos Pasivos de Drenajes Ácidos de Mina, Estado Actual y Perspectivas de Futuro PDFDocumento2 páginasTratamientos Pasivos de Drenajes Ácidos de Mina, Estado Actual y Perspectivas de Futuro PDFLeonor Zapién SerranoAún no hay calificaciones
- NITRURACIONDocumento17 páginasNITRURACIONedwardAún no hay calificaciones
- Diplomado en SoldaduraDocumento6 páginasDiplomado en SoldaduraRonald SandovalAún no hay calificaciones
- FundiciónDocumento7 páginasFundiciónAlexis VargasAún no hay calificaciones
- Diagrama Hierro CarbonoDocumento14 páginasDiagrama Hierro CarbonoDiego RaquiraAún no hay calificaciones
- Nice Navidad 2023Documento28 páginasNice Navidad 2023Mariana AlvarezAún no hay calificaciones
- Unidad 5 Corrosion.Documento14 páginasUnidad 5 Corrosion.Monse DavilaAún no hay calificaciones
- Racor Rápido Roscado en L QSL-1/8-6: Hoja de DatosDocumento1 páginaRacor Rápido Roscado en L QSL-1/8-6: Hoja de DatosKarina Medalid Tanco ChuquitaypeAún no hay calificaciones
- Cuadro Comparativo Mat. DentalesDocumento3 páginasCuadro Comparativo Mat. DentalesLesly Michelle Gonzalez RodríguezAún no hay calificaciones
- Tabla Todos Los MineralesDocumento47 páginasTabla Todos Los MineralesNadia Gabriela Jara RiquelmeAún no hay calificaciones
- Informe Del Molibdeno (Metalurgia)Documento53 páginasInforme Del Molibdeno (Metalurgia)alejandroAún no hay calificaciones
- 1.3-Dureza MAVI Rev02Documento54 páginas1.3-Dureza MAVI Rev02jessy eghAún no hay calificaciones
- Limpiador Secundario Saf#3Documento4 páginasLimpiador Secundario Saf#3EduardoAún no hay calificaciones
- Clasificacion Aisi-Sae de Los AcerosDocumento5 páginasClasificacion Aisi-Sae de Los AcerosJulio Cesar Galarza LoboAún no hay calificaciones
- Soldadura DentalesDocumento19 páginasSoldadura DentalesLuis Miguel Briceno VillegasAún no hay calificaciones
- Informe Del AceroDocumento5 páginasInforme Del AceroJAVIER ANDRES CRUZ ORTIZAún no hay calificaciones
- Clasificación Aleaciones de Aluminio PDFDocumento1 páginaClasificación Aleaciones de Aluminio PDFEdgar Jose Gandara MarmolejoAún no hay calificaciones
- Practica 3 ELABORACION DE BIOPILADocumento13 páginasPractica 3 ELABORACION DE BIOPILAQuimico Industrial100% (1)
- Listado Destinatarios de Residuos No Peligrosos Al 31.07.2021Documento32 páginasListado Destinatarios de Residuos No Peligrosos Al 31.07.2021cesar osorioAún no hay calificaciones
- Especificaciones Tecnicas Estructuras Metalicas PDFDocumento8 páginasEspecificaciones Tecnicas Estructuras Metalicas PDFcesarandresAún no hay calificaciones
- Analisis de Costos UnitariosDocumento72 páginasAnalisis de Costos UnitarioswrammarAún no hay calificaciones