También podría gustarte
- Procedimiento de Torque de BridasDocumento23 páginasProcedimiento de Torque de BridasNoé Fonseca67% (3)
- Torque de Pernos y Caracteristicas de PernosDocumento17 páginasTorque de Pernos y Caracteristicas de PernosChicha y LimonadaAún no hay calificaciones
- TorquimetroDocumento1 páginaTorquimetroPedro Viru BernaolaAún no hay calificaciones
- TORQUEDocumento93 páginasTORQUEJohnny VargasAún no hay calificaciones
- Torques y Secuencia Pernos ChestertonDocumento1 páginaTorques y Secuencia Pernos ChestertonNancy Diaz Alvarez86% (7)
- (Procedimiento Ajustes de PernosDocumento13 páginas(Procedimiento Ajustes de PernosAriana Fachin SánchezAún no hay calificaciones
- Torque EsparragosDocumento15 páginasTorque EsparragosOliver Darien Abreo MorenoAún no hay calificaciones
- TornillosDocumento18 páginasTornillosLuis TrujilloAún no hay calificaciones
- Dgctabla de TorquesDocumento19 páginasDgctabla de TorquesDante Garcia CarbajaldAún no hay calificaciones
- Ji 16-4-18 Especificaciones Tecnicas para Instalacion de Base Plate Sole Plate Eq. Rot.Documento24 páginasJi 16-4-18 Especificaciones Tecnicas para Instalacion de Base Plate Sole Plate Eq. Rot.rodolfosti100% (1)
- Ep PC 220 - Torque de Juntas BridadasDocumento36 páginasEp PC 220 - Torque de Juntas BridadasFreddy Roa100% (3)
- Pernos RedactadoDocumento33 páginasPernos RedactadoXavier R/TAún no hay calificaciones
- Torque TornillosDocumento7 páginasTorque TornillosAnonymous PVXBGg9T100% (1)
- Torque ProcedimientoDocumento18 páginasTorque ProcedimientoCarlos Alberto100% (1)
- Sergio - Gallegos Proyecto Final IaccDocumento9 páginasSergio - Gallegos Proyecto Final IaccSergio Gallegos100% (3)
- Asme B16Documento6 páginasAsme B16Andres Aveiga Zambrano100% (1)
- Defectos en SoldaduraDocumento13 páginasDefectos en SoldaduraFranz H. Lindo Rojas100% (1)
- Tablas de TorqueoDocumento11 páginasTablas de TorqueohernanseruAún no hay calificaciones
- P-0210-ESP Fixturlaser XA Manual 3rd Ed 20071003Documento170 páginasP-0210-ESP Fixturlaser XA Manual 3rd Ed 20071003Jaime Espinoza100% (1)
- Instrucciones de Uso - Aplicación Alineación de Ejes VerticalesDocumento16 páginasInstrucciones de Uso - Aplicación Alineación de Ejes VerticalesAVAún no hay calificaciones
- Simbología Bridas PDFDocumento13 páginasSimbología Bridas PDFHernan CobaAún no hay calificaciones
- Pr-Cons-17 Apriete de TornilleriaDocumento10 páginasPr-Cons-17 Apriete de TornilleriajoseAún no hay calificaciones
- Torque en Uniones EmpernadasDocumento27 páginasTorque en Uniones EmpernadasJulio Cesar Caballero100% (1)
- Análisis Inferencial-Tesis IDocumento13 páginasAnálisis Inferencial-Tesis IscribdleonpepeAún no hay calificaciones
- Procedimiento de Prueba Hidrostatica y Fugas de ValvulasDocumento6 páginasProcedimiento de Prueba Hidrostatica y Fugas de ValvulasjorwisrAún no hay calificaciones
- Acoplamiento Dodg ParaflexDocumento4 páginasAcoplamiento Dodg Paraflexanibal farfanAún no hay calificaciones
- CM1 08Documento28 páginasCM1 08Emilio De Jesus Velazquez BeltranAún no hay calificaciones
- Torque Esparragos REV0Documento11 páginasTorque Esparragos REV0Oscar Garzon100% (1)
- Torque en PernosDocumento9 páginasTorque en Pernospoite100% (1)
- Torques PernosDocumento18 páginasTorques PernosENPATMOTT100% (2)
- Curso de Aplicacion de TorqueDocumento25 páginasCurso de Aplicacion de Torquerodolfosti50% (2)
- Como Determinar El Torque para Cualquier TornilloDocumento2 páginasComo Determinar El Torque para Cualquier TornilloElmer Rojas100% (1)
- Tema 6. Uniones AtornilladasDocumento43 páginasTema 6. Uniones AtornilladasdanaosajoAún no hay calificaciones
- Alineacion de Maquinaria Coples y Ejes API686 TechgnosisDocumento2 páginasAlineacion de Maquinaria Coples y Ejes API686 TechgnosisSIT SITAún no hay calificaciones
- Procedimiento de Torque para Juntas Suaves de Material ElastoméricoDocumento21 páginasProcedimiento de Torque para Juntas Suaves de Material ElastoméricoÀngel RodriguezAún no hay calificaciones
- Valor Promedio de Una FuncionDocumento4 páginasValor Promedio de Una FuncionlenioxxAún no hay calificaciones
- Cálculo Del Par de Apriete o Torque de Un TornilloDocumento9 páginasCálculo Del Par de Apriete o Torque de Un TornilloYoyito MarulandaAún no hay calificaciones
- Torque - Final - (Para Esparragos) PDFDocumento16 páginasTorque - Final - (Para Esparragos) PDFOmar Vilchez100% (1)
- Curso de AlineamientoDocumento84 páginasCurso de AlineamientoQuis Albert100% (1)
- Capítulo 8 - Simbolos de SoldarDocumento23 páginasCapítulo 8 - Simbolos de SoldarRojo Felix100% (1)
- Prueba HidrostaticaDocumento8 páginasPrueba Hidrostaticaberenice0% (1)
- Normas Ensayo A TorsionDocumento11 páginasNormas Ensayo A TorsionJemes Moreno71% (7)
- Cómo Manejar Las Tablas de TorquesDocumento3 páginasCómo Manejar Las Tablas de TorquesOmar RuizAún no hay calificaciones
- Sustentacion de Aceros Aisi 410Documento29 páginasSustentacion de Aceros Aisi 410Peter CabreraAún no hay calificaciones
- Construir Un Negatoscopio PDFDocumento8 páginasConstruir Un Negatoscopio PDFjuanAún no hay calificaciones
- Catalogo Productos TEADITDocumento86 páginasCatalogo Productos TEADITImpreza100% (1)
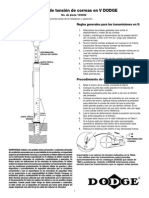
- Probador de Tension de Correas en VDocumento2 páginasProbador de Tension de Correas en Vlnavajim0% (1)
- Informe Tintas PenetrantesDocumento14 páginasInforme Tintas PenetrantesPao BelesacaAún no hay calificaciones
- Calculo de Calor de Aporte en Una Soldadura Módulo 8Documento8 páginasCalculo de Calor de Aporte en Una Soldadura Módulo 8abraham.rodriguez.cwi246Aún no hay calificaciones
- Tabla PerneriaDocumento4 páginasTabla PerneriaFernando Capcha100% (1)
- ASTM E 165E165M - 18.en - EsDocumento35 páginasASTM E 165E165M - 18.en - EsMartin BarriosAún no hay calificaciones
- Procedimientos de Pruebas Hidrostaticas-Mario Avalos v3Documento16 páginasProcedimientos de Pruebas Hidrostaticas-Mario Avalos v3Mario Avalos SalazarAún no hay calificaciones
- Alambre 71T-8 PDFDocumento3 páginasAlambre 71T-8 PDFCapacitaciones CaitecAún no hay calificaciones
- Comdiflex Catalogo Tecnico de RTJ Juntas Tipo RingtypeDocumento6 páginasComdiflex Catalogo Tecnico de RTJ Juntas Tipo RingtypeBrayam Jenrry Monterroso QuispeAún no hay calificaciones
- Catálogo de TubonorDocumento141 páginasCatálogo de TubonorJesus Lopez MoscosoAún no hay calificaciones
- Reparacion Turbina VaporDocumento40 páginasReparacion Turbina VaporFrancisco CastilloAún no hay calificaciones
- Valores de Torque Normales Sugeridos para Elementos de Sujecion IndustrialDocumento3 páginasValores de Torque Normales Sugeridos para Elementos de Sujecion IndustrialJhon PaulAún no hay calificaciones
- Astm A193Documento2 páginasAstm A193wili_ab8040100% (2)
- Chumaceras DODGE PDFDocumento100 páginasChumaceras DODGE PDFgegamaAún no hay calificaciones
- Torque de TornillosDocumento5 páginasTorque de TornillosHéctor Rodriguez RubioAún no hay calificaciones
- Paramatros de Soldadura UltrasonicaDocumento1 páginaParamatros de Soldadura UltrasonicaVictor RBAún no hay calificaciones
- Calcúlo de La Longitud Del TornilloDocumento20 páginasCalcúlo de La Longitud Del Tornilloalonskymex100% (1)
- Informe Técnico ParaTorques de Pernos de Alta Resistencia CM SADEVEN - Rev.1Documento3 páginasInforme Técnico ParaTorques de Pernos de Alta Resistencia CM SADEVEN - Rev.1pedro leal antoniazziAún no hay calificaciones
- Cuestiones Epistemológicas BásicasDocumento9 páginasCuestiones Epistemológicas BásicasFede SpitaleAún no hay calificaciones
- Informe de Actividades Grupo 10Documento6 páginasInforme de Actividades Grupo 10Échale GanasAún no hay calificaciones
- Adminis Del Cambio Foro 3 Sema 6Documento3 páginasAdminis Del Cambio Foro 3 Sema 6SANDRA MILENA ACOSTA VALLEJO100% (1)
- Parcial PsicobiologiaDocumento6 páginasParcial Psicobiologiacamila andrea100% (7)
- 04-Metodo Calculo PATDocumento13 páginas04-Metodo Calculo PATGonzalo GomezAún no hay calificaciones
- Trip TicoDocumento3 páginasTrip TicoNicolas Mantilla CabreraAún no hay calificaciones
- Marcos Conceptuales para El Analisis de Los Cambios de GestionDocumento13 páginasMarcos Conceptuales para El Analisis de Los Cambios de GestionPaulina Nicole Banda Oyarzún100% (2)
- Errores Frecuentes en La Interpretación Del Coeficiente de Determinación LinealDocumento17 páginasErrores Frecuentes en La Interpretación Del Coeficiente de Determinación LinealJose MiguelAún no hay calificaciones
- Medición de ActitudesDocumento21 páginasMedición de ActitudesRicardo SanchezAún no hay calificaciones
- Trabajo Integrador de Proyecto de InvestigaciónDocumento8 páginasTrabajo Integrador de Proyecto de Investigaciónadriana lazarteAún no hay calificaciones
- Tarea 4Documento7 páginasTarea 4cristian perez andradeAún no hay calificaciones
- Practica 5 Lab. AutomatizacionDocumento6 páginasPractica 5 Lab. AutomatizacionEduardo Antonio Gutiérrez CarreónAún no hay calificaciones
- 8 GUIA DE APRENDIZAJE IdentidadDocumento7 páginas8 GUIA DE APRENDIZAJE IdentidadAnairis MendozaAún no hay calificaciones
- DETERMINANTESDocumento8 páginasDETERMINANTESJoaco PorcelAún no hay calificaciones
- Captacion de ManatialesDocumento30 páginasCaptacion de ManatialesAnonymous UReGYNAún no hay calificaciones
- Expocicion Tesis IIDocumento18 páginasExpocicion Tesis IIJoel A. LazaroAún no hay calificaciones
- Mec. Vectorial I - Est.-Agric PDFDocumento4 páginasMec. Vectorial I - Est.-Agric PDFMilagros RivasAún no hay calificaciones
- BisexualidadDocumento2 páginasBisexualidadalienistaxixAún no hay calificaciones
- Lectura Crítica (Filosofía) Saber 11Documento15 páginasLectura Crítica (Filosofía) Saber 11mariajrojasAún no hay calificaciones
- Pli LicobrDocumento31 páginasPli LicobrAlan LimonesAún no hay calificaciones
- Drenaje UrbanoDocumento19 páginasDrenaje UrbanoNisha Nuñez LuqueAún no hay calificaciones
- Quiz 1 - Semana 3 - RA - PRIMER BLOQUE-SISTEMAS DE INFORMACION PARA EL RECURSO HUMANO - (GRUPO1) PDFDocumento8 páginasQuiz 1 - Semana 3 - RA - PRIMER BLOQUE-SISTEMAS DE INFORMACION PARA EL RECURSO HUMANO - (GRUPO1) PDFoscar leonardoAún no hay calificaciones
- Informe Nivelacion CerradaDocumento3 páginasInforme Nivelacion CerradaAlex AravenaAún no hay calificaciones
- 1 Resumenes Fallos Civil IIIDocumento19 páginas1 Resumenes Fallos Civil IIIAlejandro Weissenstein100% (4)
- Definición de La PlaneaciónDocumento2 páginasDefinición de La PlaneaciónCinthia ArévaloAún no hay calificaciones
- Foro #2Documento5 páginasForo #2Hassan AbuzidAún no hay calificaciones
- Parciales Responsabilidad SocialDocumento3 páginasParciales Responsabilidad SocialAnahi CasablancaAún no hay calificaciones