También podría gustarte
- Esquemas de SubestacionesDocumento12 páginasEsquemas de SubestacionesNewedge ChevarriaAún no hay calificaciones
- Actividad 11 TicDocumento8 páginasActividad 11 TicGerencia Comercial Brand SolutionsAún no hay calificaciones
- Escuela Profesional: Ingeniería Mecánica DOCENTE: Ing - Luis Orlando Perez PerezDocumento15 páginasEscuela Profesional: Ingeniería Mecánica DOCENTE: Ing - Luis Orlando Perez PerezWilder FloresAún no hay calificaciones
- Manual Pit 500 Intercambios TermicosDocumento149 páginasManual Pit 500 Intercambios TermicosBreidy Florez ariza100% (1)
- Controladores Logicos ProgramablesDocumento25 páginasControladores Logicos ProgramablesEdoardo Denegri100% (1)
- Mantenimiento equipos concentradora plantaDocumento1 páginaMantenimiento equipos concentradora plantaElmer HuashuayoAún no hay calificaciones
- Control ElectromagnéticoDocumento16 páginasControl ElectromagnéticoIvan Emmanuel Beltran100% (1)
- Segundo Reporte de Trabajo PLCDocumento59 páginasSegundo Reporte de Trabajo PLCFabian AlfonsoAún no hay calificaciones
- HMI PLC S7-1200 Monitoreo Control Alarmas HistóricosDocumento15 páginasHMI PLC S7-1200 Monitoreo Control Alarmas HistóricosXavier PanamaAún no hay calificaciones
- Curso de Programación PLC 2020 - v2Documento45 páginasCurso de Programación PLC 2020 - v2AugustoAún no hay calificaciones
- Barriga Rolando Protección de Motores EléctricosDocumento6 páginasBarriga Rolando Protección de Motores EléctricosmorihnoAún no hay calificaciones
- Informe Tecnico AmbevDocumento159 páginasInforme Tecnico AmbevRobert BendezúAún no hay calificaciones
- TFG - Codesys - Antonio - Garcia - RodriguezDocumento85 páginasTFG - Codesys - Antonio - Garcia - RodriguezJavier Alexander Ramírez NietoAún no hay calificaciones
- Fluidica Control N°2. Dousan AleuDocumento9 páginasFluidica Control N°2. Dousan AleuDOUSAN ALEUAún no hay calificaciones
- Trabajo 1 Actividad 2 PLC IDocumento5 páginasTrabajo 1 Actividad 2 PLC IjorgeAún no hay calificaciones
- Configuración de Rango Sensor de Distancia Sick DT35Documento1 páginaConfiguración de Rango Sensor de Distancia Sick DT35jonathan vicuñaAún no hay calificaciones
- El PLC IdealDocumento39 páginasEl PLC IdealOscar TorresAún no hay calificaciones
- Tema 8.3 Control de Cambiadores de CalorDocumento26 páginasTema 8.3 Control de Cambiadores de Calorearcem9264100% (1)
- Bcpgroup - Presentation Cila2s Owp - CastillaDocumento34 páginasBcpgroup - Presentation Cila2s Owp - CastillaJeison Stiw AmadoAún no hay calificaciones
- Exposicion de AscensorDocumento25 páginasExposicion de AscensorJose Felix Ganoza YesanAún no hay calificaciones
- BRO Dupline BasicoDocumento24 páginasBRO Dupline BasicoIgor San Martín PeñalozaAún no hay calificaciones
- Esquema Mtu y RtuDocumento2 páginasEsquema Mtu y RtuMiguel BscAún no hay calificaciones
- 08 - Schneider Electric 2018 - Unidades de Mando y Señalizacion PDFDocumento24 páginas08 - Schneider Electric 2018 - Unidades de Mando y Señalizacion PDFHenry ZegarraAún no hay calificaciones
- Proteccion Contra Contactos IndirectosDocumento42 páginasProteccion Contra Contactos IndirectosJose Espinoza Quispe100% (1)
- 900 TC16Documento1 página900 TC16dibu_boAún no hay calificaciones
- ATS22 User Manual SP BBV51332 03 PDFDocumento89 páginasATS22 User Manual SP BBV51332 03 PDFGilman Robert MontalvoAún no hay calificaciones
- Rockwell Automation de México - Catálogo de Cursos 2021Documento68 páginasRockwell Automation de México - Catálogo de Cursos 2021Faustino TapiaAún no hay calificaciones
- Automatización de rociado de panetones con esencia para la empresa San GabrielDocumento30 páginasAutomatización de rociado de panetones con esencia para la empresa San GabrielVid Pds0% (1)
- Curso PLCDocumento6 páginasCurso PLCjose_rubio_gonzalezAún no hay calificaciones
- Sistemas de Sensores y Actuadores - 1.2.4. Sensores de Proximidad Magnéticos - 03Documento33 páginasSistemas de Sensores y Actuadores - 1.2.4. Sensores de Proximidad Magnéticos - 03AyudaTechAún no hay calificaciones
- PROFINET Tsend - TRCV ProcedimientoDocumento43 páginasPROFINET Tsend - TRCV ProcedimientowilosanAún no hay calificaciones
- Control Pid de NivelDocumento22 páginasControl Pid de NivelOskar Villa ZuletaAún no hay calificaciones
- Vector III Presentation SpanishDocumento35 páginasVector III Presentation SpanishJuanAún no hay calificaciones
- Informe 8Documento6 páginasInforme 8Pablo AmbatoAún no hay calificaciones
- Allen BradleyDocumento89 páginasAllen BradleyCilBricenioAún no hay calificaciones
- Sistema control lazo abierto cerradoDocumento2 páginasSistema control lazo abierto cerradoMaria Rodríguez ArratiaAún no hay calificaciones
- Actividad 2 - Maniobras y ProteccDocumento33 páginasActividad 2 - Maniobras y ProteccAlex RamírezAún no hay calificaciones
- Automatizacion y Control de Procesos Con PLCDocumento42 páginasAutomatizacion y Control de Procesos Con PLCElectricidad Practica InicialAún no hay calificaciones
- Diseno y Automatizacion de Un Puente GruaDocumento8 páginasDiseno y Automatizacion de Un Puente GruafelixezamoraAún no hay calificaciones
- Controladores AutosintonizablesDocumento24 páginasControladores AutosintonizablesJose Antonio PinGlo MarkzAún no hay calificaciones
- DcsDocumento7 páginasDcsIgnacio Antonio Arevalo Budaleo100% (1)
- Reconocimiento de Sistemas de Control y AutomatizaciónDocumento32 páginasReconocimiento de Sistemas de Control y AutomatizaciónHenrry Campos NicodemoosAún no hay calificaciones
- Control GarajeDocumento4 páginasControl GarajeDaniel Toroche100% (1)
- Control industrial petróleoDocumento3 páginasControl industrial petróleoC.u. DamianAún no hay calificaciones
- Adquisición de Datos Con PythonDocumento2 páginasAdquisición de Datos Con PythonStuardo SagastumeAún no hay calificaciones
- Practica 7Documento5 páginasPractica 7henryAún no hay calificaciones
- PLC Cap01 - Ing Victor LazoDocumento4 páginasPLC Cap01 - Ing Victor Lazovictor_lazoAún no hay calificaciones
- Mecánica Básica: Prueba Escrita Sobre Operaciones de MecanizadoDocumento5 páginasMecánica Básica: Prueba Escrita Sobre Operaciones de Mecanizadoqardzlin100% (1)
- Alpha IiDocumento7 páginasAlpha IiRoberto Patricio Llanquiman Muños100% (1)
- ControlLogix Laboratorio 01 BackupDocumento21 páginasControlLogix Laboratorio 01 Backupruben pichilingueAún no hay calificaciones
- Scada Con Movicon y M221Documento26 páginasScada Con Movicon y M221Manuel QuirozAún no hay calificaciones
- Protocolos de Comunicaciones IndustrialesDocumento9 páginasProtocolos de Comunicaciones IndustrialesErick Fernando RivasAún no hay calificaciones
- Instalaciones Industriales de Bajo Voltaje - Cap1Documento22 páginasInstalaciones Industriales de Bajo Voltaje - Cap1Juan David RamírezAún no hay calificaciones
- Diseño e implementación de un sistema automático para una máquina de envasado verticalDocumento118 páginasDiseño e implementación de un sistema automático para una máquina de envasado verticalYesmy FZAún no hay calificaciones
- Informe de Control PidDocumento8 páginasInforme de Control PidCamila Astigueta MuñozAún no hay calificaciones
- PE - Variadores Baja TensiónDocumento70 páginasPE - Variadores Baja TensiónLuiggi RosalesAún no hay calificaciones
- Definición de Autómatas ProgramablesDocumento8 páginasDefinición de Autómatas ProgramablesWilfrido ToMartAún no hay calificaciones
- DPI, PresentacionDocumento4 páginasDPI, PresentacionIvana OteroAún no hay calificaciones
- Que Es Un PLC AvanzadoDocumento10 páginasQue Es Un PLC AvanzadoJuan RoaAún no hay calificaciones
- EEI - Unidad 4 - IndividualDocumento6 páginasEEI - Unidad 4 - IndividualAlejandro OrtegaAún no hay calificaciones
- 2.-Programacion de PLC BasicoDocumento14 páginas2.-Programacion de PLC BasicoNelly MartinezAún no hay calificaciones
- Unidad 5 Lenguajes de ProgramaciónDocumento13 páginasUnidad 5 Lenguajes de ProgramaciónAle KeyAún no hay calificaciones
- Practica 3 PLC Semestre 107Documento4 páginasPractica 3 PLC Semestre 107Ale KeyAún no hay calificaciones
- Convertidores Danfoss VLT Micro Drive fc51 Es - 1885Documento8 páginasConvertidores Danfoss VLT Micro Drive fc51 Es - 1885Ale KeyAún no hay calificaciones
- UNIDAD 3d PROGRAMACION TIA PORTAL TEMPORIZADORDocumento15 páginasUNIDAD 3d PROGRAMACION TIA PORTAL TEMPORIZADORAle KeyAún no hay calificaciones
- Interfaz S7-200 TD200Documento9 páginasInterfaz S7-200 TD200Ale KeyAún no hay calificaciones
- Automatizacion - Industrial SIEMENS LOGO - PLCDocumento32 páginasAutomatizacion - Industrial SIEMENS LOGO - PLCFreddy SilvaAún no hay calificaciones
- Configuración TD200Documento10 páginasConfiguración TD200Ale KeyAún no hay calificaciones
- UNIDAD 3b PROGRAMACION PLCDocumento17 páginasUNIDAD 3b PROGRAMACION PLCAle KeyAún no hay calificaciones
- WEG Automatizacion Arrancadores Suaves 50024195 Catalogo EspanolDocumento36 páginasWEG Automatizacion Arrancadores Suaves 50024195 Catalogo EspanolWINDR0412Aún no hay calificaciones
- Encoders: control de movimiento enDocumento5 páginasEncoders: control de movimiento enAle KeyAún no hay calificaciones
- UNIDAD 3c PROGRAMACION PLCDocumento19 páginasUNIDAD 3c PROGRAMACION PLCAle KeyAún no hay calificaciones
- Estructura de Un AutomatismoDocumento28 páginasEstructura de Un AutomatismoAle KeyAún no hay calificaciones
- Curso de Electronica Digital Unidad 2 (C) Verano 2021Documento10 páginasCurso de Electronica Digital Unidad 2 (C) Verano 2021Ale KeyAún no hay calificaciones
- UNIDAD 3a PROGRAMACION PLCDocumento23 páginasUNIDAD 3a PROGRAMACION PLCAle KeyAún no hay calificaciones
- Cálculo de La Corriente Suministrada Por El PLCDocumento11 páginasCálculo de La Corriente Suministrada Por El PLCAle KeyAún no hay calificaciones
- Sistema de Control Automático de Nivel de Agua en Lazo CerradoDocumento3 páginasSistema de Control Automático de Nivel de Agua en Lazo CerradoAle KeyAún no hay calificaciones
- UNIDAD 3a PROGRAMACION PLCDocumento23 páginasUNIDAD 3a PROGRAMACION PLCAle KeyAún no hay calificaciones
- Electronica DigitalDocumento1 páginaElectronica DigitalAle KeyAún no hay calificaciones
- Curso de Electronica Digital Unidad 2 (B) Verano 2021Documento32 páginasCurso de Electronica Digital Unidad 2 (B) Verano 2021Ale KeyAún no hay calificaciones
- Curso de Electronica Digital Unidad 1 Verano 2021Documento29 páginasCurso de Electronica Digital Unidad 1 Verano 2021Ale KeyAún no hay calificaciones
- CONTROL PARA DOS BOMBAS DE AGUA ALTERNANTES PROYECTO 2 - PDF Descargar LibreDocumento8 páginasCONTROL PARA DOS BOMBAS DE AGUA ALTERNANTES PROYECTO 2 - PDF Descargar LibreAle KeyAún no hay calificaciones
- Programa Control Motor Trifasico 13-14Documento21 páginasPrograma Control Motor Trifasico 13-14Ale KeyAún no hay calificaciones
- Curso de Electronica Digital Unidad 3 (A) Verano 2021Documento63 páginasCurso de Electronica Digital Unidad 3 (A) Verano 2021Ale KeyAún no hay calificaciones
- Sistema de Control Automático de Nivel de Agua en Lazo CerradoDocumento3 páginasSistema de Control Automático de Nivel de Agua en Lazo CerradoAle KeyAún no hay calificaciones
- Estructura de Programa s7-200Documento11 páginasEstructura de Programa s7-200Ale KeyAún no hay calificaciones
- Cálculo de La Corriente Suministrada Por El PLCDocumento11 páginasCálculo de La Corriente Suministrada Por El PLCAle KeyAún no hay calificaciones
- Configuración TD200Documento10 páginasConfiguración TD200Ale KeyAún no hay calificaciones
- Programa Llenado y RiegoDocumento13 páginasPrograma Llenado y RiegoAle KeyAún no hay calificaciones
- Interfaz S7-200 TD200Documento9 páginasInterfaz S7-200 TD200Ale KeyAún no hay calificaciones
- ENCODERSDocumento5 páginasENCODERSAle KeyAún no hay calificaciones
- T.P #3-Cs - Físico-Química-Formas de Transmisión Del Calor.Documento3 páginasT.P #3-Cs - Físico-Química-Formas de Transmisión Del Calor.josefinaAún no hay calificaciones
- Funciones Estadisticas Parte 2Documento20 páginasFunciones Estadisticas Parte 2Deysi Rosales LinoAún no hay calificaciones
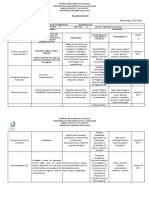
- Planificación matemáticas aplicando TICsDocumento2 páginasPlanificación matemáticas aplicando TICselias rodriguezAún no hay calificaciones
- 11 - Clases InternasDocumento24 páginas11 - Clases InternasOscarAún no hay calificaciones
- El Compresor de DiafragmaDocumento2 páginasEl Compresor de DiafragmaDanny Gomez50% (2)
- Tasaciones de Predios Urbanos, Rústicos y de Edificaciones Ua2Documento23 páginasTasaciones de Predios Urbanos, Rústicos y de Edificaciones Ua2karem katherine espinoza guettiAún no hay calificaciones
- 2 3 Vigas Acero PDFDocumento50 páginas2 3 Vigas Acero PDFWalter Jara DíazAún no hay calificaciones
- Marketing OperacionalDocumento9 páginasMarketing OperacionalYeledam One-kAún no hay calificaciones
- Hobby Consolas N350 2020Documento116 páginasHobby Consolas N350 2020IVAN NAAún no hay calificaciones
- Reinstalar GrubDocumento9 páginasReinstalar GrubPablo Pereda GonzalesAún no hay calificaciones
- METRADOSDocumento2 páginasMETRADOSroowsber pompa CalderonAún no hay calificaciones
- G° 03 Plan de Auditoría 3Documento11 páginasG° 03 Plan de Auditoría 3Yordan Esnaider Pariona DelgadoAún no hay calificaciones
- Investigacion de MercadDocumento2 páginasInvestigacion de MercadFederico Gabriel LopezAún no hay calificaciones
- Informe Grupo Nº5Documento86 páginasInforme Grupo Nº5Wendy VilcaAún no hay calificaciones
- Manual Locus ArcgisDocumento33 páginasManual Locus ArcgisLEYLA JAZMIN BENITES ROSASAún no hay calificaciones
- Arduino Bolivia 7Documento27 páginasArduino Bolivia 7Diego Amaya100% (1)
- Procesos técnicos de gestión de recursos humanosDocumento12 páginasProcesos técnicos de gestión de recursos humanosAron Barrios SarmientoAún no hay calificaciones
- Software farmacia gestiónDocumento8 páginasSoftware farmacia gestiónluis enriquue peña torresAún no hay calificaciones
- Plantilla Tarea 4Documento7 páginasPlantilla Tarea 4Yenny PaolaAún no hay calificaciones
- Diagrama de Ishikawa para determinar causas de problemas de seguridad nacional en VenezuelaDocumento2 páginasDiagrama de Ishikawa para determinar causas de problemas de seguridad nacional en VenezuelaJUNTA TCNEL-CNELAún no hay calificaciones
- Gaceta 466 - Edición EspecialDocumento9 páginasGaceta 466 - Edición EspecialGaceta UABCAún no hay calificaciones
- Lista de Chequeo Sistema de FrenosDocumento2 páginasLista de Chequeo Sistema de FrenosMARCO ANTONIO RODRIGUEZ ALFONSO100% (3)
- Cine y TeatroDocumento19 páginasCine y TeatroLucia BonillaAún no hay calificaciones
- Caracterización de diodos de Silicio y GermanioDocumento18 páginasCaracterización de diodos de Silicio y GermanioJuan Jose Espinoza RojasAún no hay calificaciones
- Percentil - Qué Es, Definición y Concepto - 2021 - EconomipediaDocumento6 páginasPercentil - Qué Es, Definición y Concepto - 2021 - EconomipediaJuan Esteban Henao BustamanteAún no hay calificaciones
- Administracion IDocumento138 páginasAdministracion Iviviana sanchez gorettaAún no hay calificaciones
- Estrategias de Aprendizaje y Habilidades Digitales Actividad 12 "Plan de Trayectoria Académica" Arianna Castañeda RamosDocumento5 páginasEstrategias de Aprendizaje y Habilidades Digitales Actividad 12 "Plan de Trayectoria Académica" Arianna Castañeda RamosariannaAún no hay calificaciones
- Unam AdministracionDocumento1 páginaUnam Administracionalfonso dominguezAún no hay calificaciones
- Ahorro de EnergíaDocumento4 páginasAhorro de EnergíaAngel VélezAún no hay calificaciones