También podría gustarte
- Peugeot 206+ 1.4 motor especificacionesDocumento2 páginasPeugeot 206+ 1.4 motor especificacionesferran_alfonso0% (1)
- Renault Twingo 1200 16v Datos y TorquesDocumento5 páginasRenault Twingo 1200 16v Datos y TorquesJefferson Humbereto Herrera Alfonso100% (6)
- Toyota 2az-Fe 2.4LDocumento9 páginasToyota 2az-Fe 2.4LAlfonso Rectificador100% (3)
- Daewoo g15mf 1.5lDocumento10 páginasDaewoo g15mf 1.5lAlfonso Rectificador100% (6)
- Manual de mantenimiento completo equipos fábricaDocumento93 páginasManual de mantenimiento completo equipos fábricaJosé E Ortiz R90% (10)
- 1ND TV: Guía completa del motor diésel compacto de ToyotaDocumento20 páginas1ND TV: Guía completa del motor diésel compacto de ToyotaA-t Hector100% (2)
- 1 - Información General de Calderas Johnston, Manual de Partes y OperaciónDocumento23 páginas1 - Información General de Calderas Johnston, Manual de Partes y OperaciónCesar Cedano100% (3)
- Toyota 3LDocumento4 páginasToyota 3LJuan Cofré ValenciaAún no hay calificaciones
- Manual Instrucciones Laia GT Electromecanica InstaladorDocumento13 páginasManual Instrucciones Laia GT Electromecanica InstaladorHolaAún no hay calificaciones
- Isuzu c223Documento4 páginasIsuzu c223Sidney Guerrero100% (3)
- Toyota 2TZ 2.4L 16VDocumento5 páginasToyota 2TZ 2.4L 16Vferran_alfonso50% (2)
- Datos de Hyundai Santa Fe y Sonata Motor 3.3lDocumento4 páginasDatos de Hyundai Santa Fe y Sonata Motor 3.3lYdelkadiasmela Dominguezmorel100% (1)
- TechraypakDocumento41 páginasTechraypakjuanescamillaAún no hay calificaciones
- Curso Estructura Funcion Tren Potencia Retroexcavadora Wb146 5 KomatsuDocumento91 páginasCurso Estructura Funcion Tren Potencia Retroexcavadora Wb146 5 Komatsugruponuevageneracion67% (3)
- Motor A GasolinaDocumento46 páginasMotor A GasolinaJuan Rafael SanchezAún no hay calificaciones
- Ficha TecnicaDocumento5 páginasFicha Tecnicajuan1983ptsAún no hay calificaciones
- Piso Techo 40veq-CarrierDocumento2 páginasPiso Techo 40veq-CarrierGARZA AIRE ACONDICIONADOAún no hay calificaciones
- Specs Volkswagen T4Documento5 páginasSpecs Volkswagen T4jose100% (1)
- Grupo 1ND TV TOYOTADocumento18 páginasGrupo 1ND TV TOYOTAZool Car زول كار100% (1)
- Técnicas del Mottor de Paz S.L.UDocumento4 páginasTécnicas del Mottor de Paz S.L.UJesus Esteban Valenzuela NavarroAún no hay calificaciones
- Datos Tecnicos Alfa RomeoDocumento4 páginasDatos Tecnicos Alfa RomeoHector Milchio FloresAún no hay calificaciones
- Cuarto de Calderas Iteractivo.Documento66 páginasCuarto de Calderas Iteractivo.Anonymous q3hQwln50% (2)
- Pares de Aprite TrabantDocumento3 páginasPares de Aprite TrabantHector Milchio FloresAún no hay calificaciones
- Especificaciones Técnicas - AutodataDocumento12 páginasEspecificaciones Técnicas - AutodataCarlos alberto Manrique ccopaAún no hay calificaciones
- Especificaciones Técnicas - AutodataDocumento9 páginasEspecificaciones Técnicas - AutodataCarlos alberto Manrique ccopaAún no hay calificaciones
- GlossesDocumento2 páginasGlossesitalo martinsAún no hay calificaciones
- Especificaciones Técnicas Hyundai Accent 1.5 CrdiDocumento5 páginasEspecificaciones Técnicas Hyundai Accent 1.5 CrdiBastian BarriosAún no hay calificaciones
- Parametros Generales Del Motocompresor Whit SuperiorDocumento6 páginasParametros Generales Del Motocompresor Whit SuperiorjavierAún no hay calificaciones
- Nissan CD 17Documento4 páginasNissan CD 17Raul Huayanay Carranza100% (1)
- Reglaje Encendido Renault 5 1.0Documento2 páginasReglaje Encendido Renault 5 1.0JuanAún no hay calificaciones
- Diseño de reactor catalítico para la producción de anhídrido ftálicoDocumento17 páginasDiseño de reactor catalítico para la producción de anhídrido ftálicoConsuelo CarasasAún no hay calificaciones
- Presentación Refinería TalaraDocumento68 páginasPresentación Refinería TalaraAlexis SánchezAún no hay calificaciones
- Temo ParDocumento12 páginasTemo ParPiedad G MoralesAún no hay calificaciones
- 04 Motor TérmicoDocumento23 páginas04 Motor TérmicoDavid Solis100% (3)
- Mto Reg 10Documento3 páginasMto Reg 10linaAún no hay calificaciones
- Interpretación manual técnico motor 998cc 3 cilindrosDocumento11 páginasInterpretación manual técnico motor 998cc 3 cilindrosFrancisco Zapata FonsecaAún no hay calificaciones
- Datos tecnicos miniDocumento2 páginasDatos tecnicos miniHector Milchio FloresAún no hay calificaciones
- Pares de Apriete MatraDocumento3 páginasPares de Apriete MatraHector Milchio FloresAún no hay calificaciones
- Especificaciones Técnicas - AutodataDocumento6 páginasEspecificaciones Técnicas - AutodataFabian Lisandro AlvaradoAún no hay calificaciones
- Datos Tecnicos Fox 1.4 Motor BKRDocumento4 páginasDatos Tecnicos Fox 1.4 Motor BKRIrving Alexander RujanoAún no hay calificaciones
- El Nomograma de La FiguraDocumento4 páginasEl Nomograma de La FiguraPaul Vargas MezaAún no hay calificaciones
- Datos Tecnicos Audi 60-75-90 Motor 1.5Documento2 páginasDatos Tecnicos Audi 60-75-90 Motor 1.5Irving Alexander RujanoAún no hay calificaciones
- Bt50 WL DatosDocumento5 páginasBt50 WL DatosrectificamosAún no hay calificaciones
- Pares de Aprite TalbotDocumento3 páginasPares de Aprite TalbotHector Milchio FloresAún no hay calificaciones
- Pares de Aprite SolaraDocumento3 páginasPares de Aprite SolaraHector Milchio FloresAún no hay calificaciones
- Datos Tecnicos DaciaDocumento4 páginasDatos Tecnicos DaciaHector Milchio FloresAún no hay calificaciones
- FRC - Diapositivas. Valvulas de ExpansionDocumento68 páginasFRC - Diapositivas. Valvulas de ExpansionhenryAún no hay calificaciones
- PDF 312805236 Grupo 1nd TV Toyota - CompressDocumento20 páginasPDF 312805236 Grupo 1nd TV Toyota - CompressFabrizio VegaAún no hay calificaciones
- Sistema de RecoleccionDocumento59 páginasSistema de RecoleccioncsacocAún no hay calificaciones
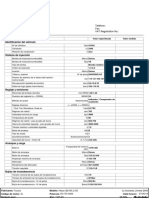
- Identificación Del Vehículo: Notas Valor Especificado Valor MedidoDocumento4 páginasIdentificación Del Vehículo: Notas Valor Especificado Valor Medidovladimir hernandezAún no hay calificaciones
- Especificaciones técnicas Renault Megane II 1.6Documento5 páginasEspecificaciones técnicas Renault Megane II 1.6Jefferson Humbereto Herrera AlfonsoAún no hay calificaciones
- PDF Mazda bt50 DLDocumento5 páginasPDF Mazda bt50 DLRonald FerminAún no hay calificaciones
- Sistema de Encendido Bobina de Encendido Marca Hitachi. Reglaje y EmisionesDocumento5 páginasSistema de Encendido Bobina de Encendido Marca Hitachi. Reglaje y EmisionesAlfredo GracidaAún no hay calificaciones
- Datos Tecnicos CompletoDocumento5 páginasDatos Tecnicos CompletoThe ReaperAún no hay calificaciones
- Sesión 2 MTDocumento26 páginasSesión 2 MTYimi Ramos SilvaAún no hay calificaciones
- D16B6 Honda AccordDocumento9 páginasD16B6 Honda AccordRodrigo LagorioAún no hay calificaciones
- Instrumentation y AvionicaDocumento33 páginasInstrumentation y AvionicapedroAún no hay calificaciones
- Aprete Motor Isuzu C223TDocumento4 páginasAprete Motor Isuzu C223TChristian Hernandez100% (1)
- Maruti 800Documento4 páginasMaruti 800Irving Alexander RujanoAún no hay calificaciones
- 1.hombre A Pie MeliDocumento1 página1.hombre A Pie Meliluis enrique landeros herreraAún no hay calificaciones
- Generador-CheckListDocumento1 páginaGenerador-CheckListruben100% (1)
- UC214Documento1 páginaUC214José E Ortiz RAún no hay calificaciones
- Introduction Book of The C Stud Roll Forming Machine - En.esDocumento13 páginasIntroduction Book of The C Stud Roll Forming Machine - En.esJosé E Ortiz RAún no hay calificaciones
- Manual Slick Line V3 19 05 08Documento231 páginasManual Slick Line V3 19 05 08Gustavo Hernandez100% (1)
- Precio RepuestosDocumento12 páginasPrecio RepuestosJosé E Ortiz RAún no hay calificaciones
- Letras GriegasDocumento1 páginaLetras GriegasNelsonParraVasquezAún no hay calificaciones
- Reparacion de Moviles PDFDocumento11 páginasReparacion de Moviles PDFFrank Manuel Choque CabanaAún no hay calificaciones
- CursoDocumento2 páginasCursoJosé E Ortiz RAún no hay calificaciones
- DisponibilidadDocumento6 páginasDisponibilidadrjimmybAún no hay calificaciones
- Check List Plataforma ElevadoraDocumento2 páginasCheck List Plataforma ElevadoraJosé E Ortiz RAún no hay calificaciones
- Digital 21145 PDFDocumento128 páginasDigital 21145 PDFluis castroAún no hay calificaciones
- Presentación 1Documento3 páginasPresentación 1José E Ortiz RAún no hay calificaciones
- Manual Slick Line V3 19 05 08Documento231 páginasManual Slick Line V3 19 05 08Gustavo Hernandez100% (1)
- CV 11Documento2 páginasCV 11José E Ortiz RAún no hay calificaciones
- Well Control (Conceptos, Definiciones y Calculos)Documento577 páginasWell Control (Conceptos, Definiciones y Calculos)javier cauna moralesAún no hay calificaciones
- Cargador Casero para CelularDocumento26 páginasCargador Casero para CelularJosé E Ortiz RAún no hay calificaciones
- PuntosDocumento47 páginasPuntosJosé E Ortiz RAún no hay calificaciones
- Tesis de OfimaticaDocumento142 páginasTesis de OfimaticaHeyez RosalesAún no hay calificaciones
- Comparativa de jets rígidos y rotatorios en limpieza de tuberíaDocumento154 páginasComparativa de jets rígidos y rotatorios en limpieza de tuberíaJosé E Ortiz RAún no hay calificaciones
- Pueblos Indigenas de VenezuelaDocumento72 páginasPueblos Indigenas de VenezuelaJosé E Ortiz R50% (2)
- Proyecto de RafaDocumento50 páginasProyecto de RafaJosé E Ortiz RAún no hay calificaciones
- Árbol de FallaDocumento6 páginasÁrbol de FallaJosé E Ortiz RAún no hay calificaciones
- Analisis de CorrienteDocumento27 páginasAnalisis de CorrienteJosé E Ortiz RAún no hay calificaciones
- FORMULAS PARA PRODUCTOS DE LIMPIEZADocumento35 páginasFORMULAS PARA PRODUCTOS DE LIMPIEZAJosé E Ortiz R100% (1)
- Introduccion Al Estudio Del TrabajoDocumento540 páginasIntroduccion Al Estudio Del Trabajogeod198483% (12)
- Análisis de VibracionesDocumento13 páginasAnálisis de VibracionesJosé E Ortiz RAún no hay calificaciones
- Cap. I para MariaDocumento12 páginasCap. I para MariaJosé E Ortiz RAún no hay calificaciones
- Mantenimiento Iii-ProgramaciónDocumento5 páginasMantenimiento Iii-ProgramaciónJosé E Ortiz RAún no hay calificaciones
- Proyecto Instalaciones ElectricasDocumento4 páginasProyecto Instalaciones ElectricasJosé E Ortiz RAún no hay calificaciones
- Manual de Operacion Ventiladores - ExtractoresDocumento6 páginasManual de Operacion Ventiladores - ExtractoresplayroomAún no hay calificaciones
- Ventilación Impelente, Aspirante y CombinadoDocumento49 páginasVentilación Impelente, Aspirante y CombinadoEtel HuayllaniAún no hay calificaciones
- Ventilador, Leistung, PR4-G, Guía Rápida, EspañolDocumento5 páginasVentilador, Leistung, PR4-G, Guía Rápida, EspañolDiegoAún no hay calificaciones
- TallerDocumento12 páginasTallerSebastian FlorezAún no hay calificaciones
- Caterpillar 336DL Specification PDF - 6 (1) TRADUCIDODocumento24 páginasCaterpillar 336DL Specification PDF - 6 (1) TRADUCIDOkatty ccamaAún no hay calificaciones
- Diseño de Tunel de Viento VerticalDocumento38 páginasDiseño de Tunel de Viento VerticalDavid BlancosAún no hay calificaciones
- Cuestionario Análisis de FluidosDocumento5 páginasCuestionario Análisis de FluidosOscar MorenoAún no hay calificaciones
- Proyecto de Robotica 2023-3Documento9 páginasProyecto de Robotica 2023-3jaidersmithroarojasAún no hay calificaciones
- Circuito Del Solenoide de Control Del Ventilador ProbarDocumento9 páginasCircuito Del Solenoide de Control Del Ventilador ProbarGerardo Jesus Sanchez CañizalesAún no hay calificaciones
- Mi VPHP2416Documento2 páginasMi VPHP2416Gerchuu GBAún no hay calificaciones
- Manual de Adecuaciones, Acabados, Vitrinismo y Convivencia Premium PlazaDocumento106 páginasManual de Adecuaciones, Acabados, Vitrinismo y Convivencia Premium PlazaBrahyan BerrioAún no hay calificaciones
- Instrucciones SAMSUNG AW12P1BCDocumento8 páginasInstrucciones SAMSUNG AW12P1BCCarlos Manuel de la Hoz SerranoAún no hay calificaciones
- Ficha Tecnica 2 - Mantenimiento Del Sistema de Enfriamiento en Motores Diesel PDFDocumento4 páginasFicha Tecnica 2 - Mantenimiento Del Sistema de Enfriamiento en Motores Diesel PDFSergio CanoAún no hay calificaciones
- La Ventilación en El Cultivo de La MarihuanaDocumento7 páginasLa Ventilación en El Cultivo de La Marihuanabibi844Aún no hay calificaciones
- Casals PDFDocumento116 páginasCasals PDFNzi BachirAún no hay calificaciones
- Códigos de alarma y solución de problemas HVACDocumento1 páginaCódigos de alarma y solución de problemas HVACCarlos Vega0% (1)
- STULZ Shelter Cooling Brochure 2109 ESDocumento24 páginasSTULZ Shelter Cooling Brochure 2109 ESFranklin FernandezAún no hay calificaciones
- Tipos de Torres de EnfriamientoDocumento11 páginasTipos de Torres de EnfriamientoUrslan Scray KrepersAún no hay calificaciones
- Máquinas hidráulicas: clasificación y tipos de bombas y turbinasDocumento34 páginasMáquinas hidráulicas: clasificación y tipos de bombas y turbinasPablo Melendez RojasAún no hay calificaciones
- Materialdeestudio-ParteivDocumento53 páginasMaterialdeestudio-ParteivwilliamAún no hay calificaciones
- Trabajo de InvestigacionBombas, Compresores y VentiladoresDocumento31 páginasTrabajo de InvestigacionBombas, Compresores y VentiladoresJose Escobar CarmenAún no hay calificaciones
- Aislación de La Sala de MáquinasDocumento4 páginasAislación de La Sala de Máquinassebastian olivaresAún no hay calificaciones
- Mtii CompresoresDocumento25 páginasMtii CompresoresRuben Martin Del Campo SanchezAún no hay calificaciones
- Curvas Caracteristicas de La Bomba Centrifuga SAFARIDocumento11 páginasCurvas Caracteristicas de La Bomba Centrifuga SAFARIeric espinoza acostaAún no hay calificaciones
- Informe Final VentilaciónDocumento9 páginasInforme Final VentilaciónIsaac VisualAún no hay calificaciones
- JC 18 047 Ing Mec Et 00Documento10 páginasJC 18 047 Ing Mec Et 00Renzo RosasAún no hay calificaciones
- 3 Plan de Leccion Equipos de ProteccionDocumento3 páginas3 Plan de Leccion Equipos de ProteccionCarlos HadesAún no hay calificaciones
- INFORME 4 (Grupo 5) Movimiento y Transporte de FluidosDocumento15 páginasINFORME 4 (Grupo 5) Movimiento y Transporte de FluidosJose LuisAún no hay calificaciones
- Capitulo Xii. Accesorios Electricos en Refrigeracion y Climatizacion Domestica y Comercial.Documento23 páginasCapitulo Xii. Accesorios Electricos en Refrigeracion y Climatizacion Domestica y Comercial.Marlon Segundo Martinez MartinezAún no hay calificaciones