También podría gustarte
- Refrigerante para sistemas de enfriamiento de motoresDocumento2 páginasRefrigerante para sistemas de enfriamiento de motoresHARVY19Aún no hay calificaciones
- Tolva para Transporte de CementoDocumento4 páginasTolva para Transporte de CementoHumberto GCAún no hay calificaciones
- Dimetil DisulfuroDocumento48 páginasDimetil DisulfuroResendiz NeniAún no hay calificaciones
- Enfriador de Muestras PDFDocumento2 páginasEnfriador de Muestras PDFyxara0% (1)
- Catalogo Llantas para Autobus - Camiones - Volquetes 2014 - 2015Documento60 páginasCatalogo Llantas para Autobus - Camiones - Volquetes 2014 - 2015Jose Javier Ramos SilvaAún no hay calificaciones
- Ficha Tecnica HDT Interthane 990.11.14 (Pintura)Documento2 páginasFicha Tecnica HDT Interthane 990.11.14 (Pintura)SandraAún no hay calificaciones
- Universidad de Tarapac Practica 1Documento16 páginasUniversidad de Tarapac Practica 1Hernán Alonso Maldonado GámezAún no hay calificaciones
- Ficha Tecnica Valvula GuillotinaDocumento3 páginasFicha Tecnica Valvula GuillotinaANDRESMARTESAún no hay calificaciones
- Dewatering y Tratamiento de Aguas 1 PDFDocumento46 páginasDewatering y Tratamiento de Aguas 1 PDFCesar Calle JimenezAún no hay calificaciones
- Catalogo Servimangueras PDFDocumento66 páginasCatalogo Servimangueras PDFteobaldo criatian silva cascaAún no hay calificaciones
- Ficha de Seguridad LEWATIT - MonoPlus - S - 108 - HDocumento10 páginasFicha de Seguridad LEWATIT - MonoPlus - S - 108 - HTANIA MARGARITA ANGEL GALINDOAún no hay calificaciones
- Spirax Sarco - Sc20Documento3 páginasSpirax Sarco - Sc20dcarunchioAún no hay calificaciones
- Transporte y almacenamiento de derivados del petróleo EcuadorDocumento94 páginasTransporte y almacenamiento de derivados del petróleo EcuadorDavidandyAún no hay calificaciones
- Análisis FODA empresa textil JENECHERUDocumento13 páginasAnálisis FODA empresa textil JENECHERUmaxAún no hay calificaciones
- FG Wilson P33-1Documento2 páginasFG Wilson P33-1Franck JosueAún no hay calificaciones
- Manual Bombas ZM (Rev. 2010)Documento4 páginasManual Bombas ZM (Rev. 2010)gbobadillaAún no hay calificaciones
- Diseño SandblastingDocumento217 páginasDiseño SandblastingAlex GuerreroAún no hay calificaciones
- El Decanter Pro 1000 de Lodos de GEA Es Una Centrífuga de Funcionamiento Continuo Con Recipiente Horizontal de Pared SólidaDocumento1 páginaEl Decanter Pro 1000 de Lodos de GEA Es Una Centrífuga de Funcionamiento Continuo Con Recipiente Horizontal de Pared Sólidagustavo alzate patiñoAún no hay calificaciones
- Nitrogeno LíquidoDocumento5 páginasNitrogeno LíquidoCristian Pardo BaezaAún no hay calificaciones
- Saidi Cat Sellado EspDocumento318 páginasSaidi Cat Sellado Espaugusto26277100% (1)
- Bombas Serie B-BiboDocumento12 páginasBombas Serie B-BiboMartinDiazAún no hay calificaciones
- Universidad Tecnológica Del PeruDocumento5 páginasUniversidad Tecnológica Del PeruAlex JamanccayAún no hay calificaciones
- Equipo de Perforacion CubexDocumento79 páginasEquipo de Perforacion Cubexenrique364100% (1)
- Instalación y Operación de Ventiladores de Gran PotenciaDocumento5 páginasInstalación y Operación de Ventiladores de Gran PotenciaKevin WilliamsAún no hay calificaciones
- Informe ECOPETROL-2011 PDFDocumento291 páginasInforme ECOPETROL-2011 PDFcuenta 001Aún no hay calificaciones
- Medir sellos hidráulicosDocumento19 páginasMedir sellos hidráulicos'Walter PerazaAún no hay calificaciones
- Deterioro y Modos de Fallo en EngranajesDocumento10 páginasDeterioro y Modos de Fallo en EngranajesJorge Rangel100% (1)
- Acc Mortal N 1 El Brocal-ResumenDocumento8 páginasAcc Mortal N 1 El Brocal-ResumenRoyni Ramirez CcantoAún no hay calificaciones
- Boquillas Cerradas de Agua PulverizadaDocumento4 páginasBoquillas Cerradas de Agua Pulverizadanedduc20Aún no hay calificaciones
- TESIS ISOPETROL22finaleDocumento87 páginasTESIS ISOPETROL22finaleJulio Alva80% (5)
- SIFÓN AUTOCEBANTE DE GARGANTA: DISEÑO Y ENSAYOS EXPERIMENTALESDocumento52 páginasSIFÓN AUTOCEBANTE DE GARGANTA: DISEÑO Y ENSAYOS EXPERIMENTALESJuan Pablo Quispe ApazaAún no hay calificaciones
- Analisis de OperacionesDocumento7 páginasAnalisis de OperacionesNicole Margarita Castillo Aguilar [ Geologia ]Aún no hay calificaciones
- Manual Del Curso Operador de Segunda, Plantas Proceso Criogenica No 1Documento89 páginasManual Del Curso Operador de Segunda, Plantas Proceso Criogenica No 1José Enrique CáceresAún no hay calificaciones
- Cierre de Minas - Evaluacion de Riesgos PDFDocumento137 páginasCierre de Minas - Evaluacion de Riesgos PDFjavier52_floresAún no hay calificaciones
- Mapa ProyectoDocumento1 páginaMapa ProyectoJorge GoicocheaAún no hay calificaciones
- Manual 2171 SumideroDocumento19 páginasManual 2171 SumideroYimmy Alexander Parra MarulandaAún no hay calificaciones
- Accidente Mortal 080216 BROCALDocumento10 páginasAccidente Mortal 080216 BROCALEnrique Cruz CheccoAún no hay calificaciones
- Facilidades 2 ManifoldDocumento9 páginasFacilidades 2 Manifoldtobio uchihaAún no hay calificaciones
- Fallas Prematuras en Generadores de Gas CentauroDocumento10 páginasFallas Prematuras en Generadores de Gas CentauroDavid SpinosoAún no hay calificaciones
- Libro AzulDocumento159 páginasLibro AzulJesus MaestreAún no hay calificaciones
- Grout EpoxicoDocumento4 páginasGrout EpoxicolindanoraAún no hay calificaciones
- Mantenimiento de CalderasDocumento17 páginasMantenimiento de CalderasMariaJoseHansen-vikGomezAún no hay calificaciones
- Catalogo Técnico ManguerasDocumento24 páginasCatalogo Técnico ManguerasJORGE CAICEDOAún no hay calificaciones
- Catalogo PerfilesDocumento58 páginasCatalogo PerfilesJuanAún no hay calificaciones
- Relación Agua - CementoDocumento5 páginasRelación Agua - CementoRubén Madariaga L.100% (1)
- Informe de MetalografiaDocumento9 páginasInforme de MetalografiaAlex Wilfred Pumarrumi EscobarAún no hay calificaciones
- Abastecimiento rápido de combustible mineroDocumento2 páginasAbastecimiento rápido de combustible mineroCAún no hay calificaciones
- Integridad de ValvulasDocumento16 páginasIntegridad de ValvulasAlexander Rodriguez SarmientoAún no hay calificaciones
- Williamson-Sellado de Fluidos y Aislacion TermicaDocumento6 páginasWilliamson-Sellado de Fluidos y Aislacion TermicaJuan Beca0% (1)
- Procedimiento de Bajado de Tuberia Proyecto CañeteDocumento4 páginasProcedimiento de Bajado de Tuberia Proyecto CañeteJOSE PASCUAL SILVAAún no hay calificaciones
- Oei-039-20 Inspeccion Caldera Acuotubular PDFDocumento9 páginasOei-039-20 Inspeccion Caldera Acuotubular PDFaldoAún no hay calificaciones
- Manual Caldero Termico de AceiteDocumento16 páginasManual Caldero Termico de AceiteJhons Albert Arnez AlcocerAún no hay calificaciones
- Bomba KSB Meganorm 080-050-200gDocumento74 páginasBomba KSB Meganorm 080-050-200gRicardo BarrientosAún no hay calificaciones
- Analisis de Falla PDFDocumento6 páginasAnalisis de Falla PDFxukilokoAún no hay calificaciones
- Planta Evaporadora PesqueraDocumento9 páginasPlanta Evaporadora PesqueraLuis Cordova ChavezAún no hay calificaciones
- Reparacion de Embarcacion PesqueraDocumento13 páginasReparacion de Embarcacion PesqueraIsrael Moises Pareja Carriòn0% (1)
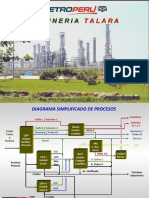
- Historia Refinería TalaraDocumento32 páginasHistoria Refinería TalaraAbel Choque RamirezAún no hay calificaciones
- Curso de Refinacion para ImprimirDocumento68 páginasCurso de Refinacion para ImprimirarmypriacAún no hay calificaciones
- Consideraciones de Diseño DestilacionDocumento66 páginasConsideraciones de Diseño DestilacionPaul Vicente Candia TorresAún no hay calificaciones
- Curso Transporte Por Tubería CorregidoDocumento71 páginasCurso Transporte Por Tubería CorregidoMauricio Esteban Fernandez RamirezAún no hay calificaciones
- Primera Entrega Como Se Modernizara TalaraDocumento31 páginasPrimera Entrega Como Se Modernizara TalaraAlexis SánchezAún no hay calificaciones
- Manual de Operación, Rev 1Documento58 páginasManual de Operación, Rev 1Alexis SánchezAún no hay calificaciones
- Energia NuclearDocumento19 páginasEnergia NuclearAlexis SánchezAún no hay calificaciones
- Presentación Refinería TalaraDocumento68 páginasPresentación Refinería TalaraAlexis SánchezAún no hay calificaciones
- PMRT Rev 0Documento68 páginasPMRT Rev 0Alexis SánchezAún no hay calificaciones
- Programa de Tratamiento Químico IIDocumento5 páginasPrograma de Tratamiento Químico IIAlexis SánchezAún no hay calificaciones
- Tablas, Dibujos, EtcDocumento5 páginasTablas, Dibujos, EtcAlexis SánchezAún no hay calificaciones
- Centrales TérmicasDocumento10 páginasCentrales TérmicasAlexis SánchezAún no hay calificaciones
- Pulsa Priming Flat Diaphragm SP PDFDocumento1 páginaPulsa Priming Flat Diaphragm SP PDFAlexis SánchezAún no hay calificaciones
- Pulsa Calibration Pulsamatic SPDocumento5 páginasPulsa Calibration Pulsamatic SPAlex FloresAún no hay calificaciones
- Pulsa Calibration Elma SPDocumento4 páginasPulsa Calibration Elma SPAlex FloresAún no hay calificaciones
- Cebado Bomba PulsaDocumento2 páginasCebado Bomba PulsasergioechevereAún no hay calificaciones
- Encendido ApinDocumento1 páginaEncendido ApinAlexis SánchezAún no hay calificaciones
- Encendido Del Caldero BW 706Documento1 páginaEncendido Del Caldero BW 706Alexis SánchezAún no hay calificaciones
- Pulsa Iom 680h SPDocumento23 páginasPulsa Iom 680h SPAlexis SánchezAún no hay calificaciones
- Cambio de bomba FP2A a FP2BDocumento1 páginaCambio de bomba FP2A a FP2BAlexis SánchezAún no hay calificaciones
- Dosificador de Diafragme PDFDocumento52 páginasDosificador de Diafragme PDFfernando Ancaya AncayaAún no hay calificaciones
- Curso Estadística Aplicada Con MinitabDocumento8 páginasCurso Estadística Aplicada Con MinitabAnyi Azañero andradeAún no hay calificaciones
- Curso FCCDocumento146 páginasCurso FCCAlexis SánchezAún no hay calificaciones
- Pulsar Iom DLCM Revd SP PDFDocumento131 páginasPulsar Iom DLCM Revd SP PDFAlexis SánchezAún no hay calificaciones
- Gerenciamiento Agua CALDERA EspañolDocumento176 páginasGerenciamiento Agua CALDERA EspañolAlexis Sánchez100% (1)
- Boletin Legal 18.09.2018 PDFDocumento3 páginasBoletin Legal 18.09.2018 PDFAlexis SánchezAún no hay calificaciones
- BASICO DE PROCESOS DP1aa PDFDocumento120 páginasBASICO DE PROCESOS DP1aa PDFAlexis SánchezAún no hay calificaciones
- Curso de Operación de la Unidad de Destilación Primaria (DP1Documento161 páginasCurso de Operación de la Unidad de Destilación Primaria (DP1Alexis SánchezAún no hay calificaciones
- DV3 1Documento70 páginasDV3 1Alexis SánchezAún no hay calificaciones
- Curso Básico de Procesos - DV3: Aldo Quaglia LusaresDocumento150 páginasCurso Básico de Procesos - DV3: Aldo Quaglia LusaresAlexis SánchezAún no hay calificaciones
- 02070-FCK-PRO-MAN-001 Rev 2 PDFDocumento1781 páginas02070-FCK-PRO-MAN-001 Rev 2 PDFAlexis SánchezAún no hay calificaciones
- Curso de Operación de la Unidad de Destilación Primaria (DP1Documento161 páginasCurso de Operación de la Unidad de Destilación Primaria (DP1Alexis SánchezAún no hay calificaciones
- Clase 2 Prevencion de Riesgos LaboraleslDocumento44 páginasClase 2 Prevencion de Riesgos LaboraleslAlexis SánchezAún no hay calificaciones
- CineticaDocumento8 páginasCineticaluisAún no hay calificaciones
- Cap 5 Transform Primaria de Refinacion RDP1Q8Documento28 páginasCap 5 Transform Primaria de Refinacion RDP1Q8NatalyAún no hay calificaciones
- Manual Bomba BoxerDocumento65 páginasManual Bomba BoxerPedro Darío PeñaAún no hay calificaciones
- Acta de Caldera 2022Documento10 páginasActa de Caldera 2022Lady FonsecaAún no hay calificaciones
- Tipos de Transferencia de CalorDocumento2 páginasTipos de Transferencia de CalorAly HerreraAún no hay calificaciones
- Columnas de AdsorcionDocumento12 páginasColumnas de AdsorcionJuan Andres Peñaloza GalvisAún no hay calificaciones
- Termodinámica de Las Turbina de GasDocumento222 páginasTermodinámica de Las Turbina de GasARIADNA ESPINOSA MARTINEZAún no hay calificaciones
- Termo 2da PracticaDocumento2 páginasTermo 2da Practicajose MamaniAún no hay calificaciones
- PCA OPU DestilacionDocumento3 páginasPCA OPU DestilacionGerson Castillo VegaAún no hay calificaciones
- ProgramaDocumento2 páginasProgramaJonathan LargoAún no hay calificaciones
- Clase 1 - Mecanica de Fluidos PDFDocumento53 páginasClase 1 - Mecanica de Fluidos PDFCarolina SuarezAún no hay calificaciones
- Bombas Centrifugas - Angulo PDFDocumento7 páginasBombas Centrifugas - Angulo PDFCristian Alberto Angulo ParraAún no hay calificaciones
- Erosión HídricaDocumento30 páginasErosión HídricaSol SampietroAún no hay calificaciones
- Tarea 5 Calculo Aplicado A La Fisica IiiDocumento6 páginasTarea 5 Calculo Aplicado A La Fisica IiiHaroldo Pinedo AlmeidaAún no hay calificaciones
- 1510 Segundo ParcialDocumento2 páginas1510 Segundo ParcialRafael Alexander Orellana FrontanillaAún no hay calificaciones
- 2020 - Bombas Doble TornilloDocumento154 páginas2020 - Bombas Doble TornilloLeonardo SallustioAún no hay calificaciones
- Aprobación nuevos items stockDocumento6 páginasAprobación nuevos items stockAnibal QuezadaAún no hay calificaciones
- CicloRefrigeraciónDocumento4 páginasCicloRefrigeraciónandresAún no hay calificaciones
- Ejercicio de Bombeo S2-2017Documento4 páginasEjercicio de Bombeo S2-2017PavlovaAún no hay calificaciones
- Hidraulica, LABORATORIO 2Documento14 páginasHidraulica, LABORATORIO 2Cezar Nina FloresAún no hay calificaciones
- Propiedades de Los FluidosDocumento17 páginasPropiedades de Los FluidosBrayan RamirezAún no hay calificaciones
- Actividad 2 de Ing. Met. 2Documento24 páginasActividad 2 de Ing. Met. 2Julio Aime Taipe100% (1)
- Cojinetes Deslizamiento 2 (2016)Documento55 páginasCojinetes Deslizamiento 2 (2016)Javier Zuleta SalasAún no hay calificaciones
- Balance de MasaDocumento3 páginasBalance de MasaErick Amador SolìsAún no hay calificaciones
- Materiales de PlomeríaDocumento16 páginasMateriales de PlomeríakrlosdriveraAún no hay calificaciones
- MONCADA - Bombas Compresores y VentiladoresDocumento191 páginasMONCADA - Bombas Compresores y Ventiladoreswilson alejandroAún no hay calificaciones
- Procesos Industriales Fundamentos y Aplicaciones. Calculos de Balance de EnergíaDocumento28 páginasProcesos Industriales Fundamentos y Aplicaciones. Calculos de Balance de EnergíaKatia Angela Hinostroza TolentinoAún no hay calificaciones
- Resumen de Lo Que Toman en Instalaciones III FAMADocumento6 páginasResumen de Lo Que Toman en Instalaciones III FAMApruebatin0% (1)
- Fluidos Reales en Conductos CerradosDocumento47 páginasFluidos Reales en Conductos CerradosAlexis DanielAún no hay calificaciones
- Teoría de la Lubricación: Ecuaciones de Stokes y Parámetros AdimensionalesDocumento14 páginasTeoría de la Lubricación: Ecuaciones de Stokes y Parámetros Adimensionalescaynec07Aún no hay calificaciones
- La revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaDe EverandLa revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaCalificación: 5 de 5 estrellas5/5 (200)
- Batidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoDe EverandBatidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoCalificación: 5 de 5 estrellas5/5 (2)
- La invasión de la pseudociencia: Claves para orientarse en un mundo en donde casi todo es posibleDe EverandLa invasión de la pseudociencia: Claves para orientarse en un mundo en donde casi todo es posibleCalificación: 4.5 de 5 estrellas4.5/5 (15)
- Psiconeuroinmunología para la práctica clínicaDe EverandPsiconeuroinmunología para la práctica clínicaCalificación: 5 de 5 estrellas5/5 (4)
- Disciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreDe EverandDisciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreCalificación: 5 de 5 estrellas5/5 (3)
- La metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceDe EverandLa metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceCalificación: 5 de 5 estrellas5/5 (8)
- Zensorialmente : Dejá que tu cuerpo sea tu cerebroDe EverandZensorialmente : Dejá que tu cuerpo sea tu cerebroAún no hay calificaciones
- Borges y la memoria: De "Funes el memorioso" a la neurona de Jennifer AnistonDe EverandBorges y la memoria: De "Funes el memorioso" a la neurona de Jennifer AnistonCalificación: 5 de 5 estrellas5/5 (4)
- Nunca fuimos modernos: Ensayos de antropología simétricaDe EverandNunca fuimos modernos: Ensayos de antropología simétricaAún no hay calificaciones
- Fisiopatología de las enfermedades cardiovascularesDe EverandFisiopatología de las enfermedades cardiovascularesCalificación: 5 de 5 estrellas5/5 (1)
- Resumen de Pensar rápido pensar despacio de Daniel KahnemanDe EverandResumen de Pensar rápido pensar despacio de Daniel KahnemanCalificación: 4.5 de 5 estrellas4.5/5 (11)
- Investigación de operaciones: Conceptos fundamentalesDe EverandInvestigación de operaciones: Conceptos fundamentalesCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Anatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasDe EverandAnatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasCalificación: 4.5 de 5 estrellas4.5/5 (21)
- Reconstrucción de dientes endodonciados: Pautas de actuación clínicaDe EverandReconstrucción de dientes endodonciados: Pautas de actuación clínicaCalificación: 5 de 5 estrellas5/5 (4)
- Estoicismo y dureza mental: Descubre los secretos psicológicos de la filosofía estoica en la vida moderna. Construir una autodisciplina inquebrantable y hábitos diarios que garanticen el éxitoDe EverandEstoicismo y dureza mental: Descubre los secretos psicológicos de la filosofía estoica en la vida moderna. Construir una autodisciplina inquebrantable y hábitos diarios que garanticen el éxitoCalificación: 4 de 5 estrellas4/5 (23)
- Cálculo infinitesimal: El lenguaje matemático de la naturalezaDe EverandCálculo infinitesimal: El lenguaje matemático de la naturalezaCalificación: 5 de 5 estrellas5/5 (3)
- Interpretación del ECG: Una Guía Práctica e Intuitiva para Aprender a Leer el ECG y Diagnosticar y Tratar ArritmiasDe EverandInterpretación del ECG: Una Guía Práctica e Intuitiva para Aprender a Leer el ECG y Diagnosticar y Tratar ArritmiasAún no hay calificaciones
- Teoría de juegos: Una introducción matemática a la toma de decisionesDe EverandTeoría de juegos: Una introducción matemática a la toma de decisionesCalificación: 4 de 5 estrellas4/5 (1)
- Estadística básica: Introducción a la estadística con RDe EverandEstadística básica: Introducción a la estadística con RCalificación: 5 de 5 estrellas5/5 (8)
- Desastres y emergencias. Prevención, mitigación y preparaciónDe EverandDesastres y emergencias. Prevención, mitigación y preparaciónCalificación: 4 de 5 estrellas4/5 (5)