También podría gustarte
- Proceso de Oxicorte Mej (Modo de Compatibilidad)Documento52 páginasProceso de Oxicorte Mej (Modo de Compatibilidad)Cientifico CientificoAún no hay calificaciones
- Soldadura AutógenaDocumento6 páginasSoldadura Autógenaanon_953503468Aún no hay calificaciones
- Materiales y técnicas de moldeo y vaciado aplicados a obras de arteDe EverandMateriales y técnicas de moldeo y vaciado aplicados a obras de arteAún no hay calificaciones
- Soldadura Autógena U OxiacetilenicaDocumento9 páginasSoldadura Autógena U OxiacetilenicaWilliam DazaAún no hay calificaciones
- Proceso de Soldadura Oxiacetilénica 1Documento55 páginasProceso de Soldadura Oxiacetilénica 1Luis Zarate Castillo100% (3)
- Soldadura OxiacetilenicaDocumento11 páginasSoldadura OxiacetilenicaHugoAlvaradoAguilar100% (1)
- La Soldadura OxiacetilénicaDocumento19 páginasLa Soldadura OxiacetilénicaPedro Andrade100% (1)
- Soldadura OxiacetilenicaDocumento48 páginasSoldadura OxiacetilenicaDiego Fernando Jirado DelgadoAún no hay calificaciones
- Guia Inge OxiDocumento36 páginasGuia Inge OxiJAVQ100% (1)
- Equipo Oxi-AcetilenoDocumento24 páginasEquipo Oxi-AcetilenoYair Yerko CAún no hay calificaciones
- 3-Soldeo OxigasDocumento14 páginas3-Soldeo Oxigasmarius moldovanAún no hay calificaciones
- Informe Soldadura 200Documento8 páginasInforme Soldadura 200Teodoro AlticoAún no hay calificaciones
- SOLDADURA OXIACETILENA Preguntas.Documento6 páginasSOLDADURA OXIACETILENA Preguntas.anderson ardilaAún no hay calificaciones
- Soldadura OxiacetilénicaDocumento11 páginasSoldadura OxiacetilénicaALMAAún no hay calificaciones
- Soldadura AutogenaDocumento89 páginasSoldadura AutogenaAndrea GonzalezAún no hay calificaciones
- Practica 3 - AguilarHernándezDocumento19 páginasPractica 3 - AguilarHernándezLiz FernandoAún no hay calificaciones
- Practica 3 MitDocumento18 páginasPractica 3 MitLiz FernandoAún no hay calificaciones
- Soldadura OxiacetilenicaDocumento21 páginasSoldadura OxiacetilenicaGabriel Alfonso Ponce JulcaAún no hay calificaciones
- Informe SoldaduraDocumento8 páginasInforme SoldaduraJhonatan Pereda TorresAún no hay calificaciones
- Soldadura OxiacetilénicaDocumento5 páginasSoldadura OxiacetilénicaEmely Rios MichueAún no hay calificaciones
- Soldadura OxiacetilénicaDocumento3 páginasSoldadura Oxiacetilénicajosecuellar69Aún no hay calificaciones
- Soldadura OxigasDocumento14 páginasSoldadura OxigasLobixto Vasquez CanalesAún no hay calificaciones
- Trabajo de SoldaduraDocumento14 páginasTrabajo de SoldadurayulimarAún no hay calificaciones
- Cap I Sold. OxigasDocumento43 páginasCap I Sold. OxigasWashington Nilver Quispe OrihuelaAún no hay calificaciones
- Soldadura OxiacetilenicaDocumento14 páginasSoldadura OxiacetilenicaGaby PeñaAún no hay calificaciones
- Tmec412 Proyecto Soldadura OxiacetilenicaDocumento20 páginasTmec412 Proyecto Soldadura OxiacetilenicarodrigoAún no hay calificaciones
- Procedimiento de Soldadura Con Gas MAP y OxiacetilénicaDocumento5 páginasProcedimiento de Soldadura Con Gas MAP y OxiacetilénicaGilbert Oswaldo Saenz Moisela100% (1)
- Sold. Oxiacetilénica y Arco Electrico S-1 (202320)Documento57 páginasSold. Oxiacetilénica y Arco Electrico S-1 (202320)E.jhon GutiérrezAún no hay calificaciones
- Oxi 1Documento6 páginasOxi 1gamalielAún no hay calificaciones
- Soldadura AutogenaDocumento10 páginasSoldadura AutogenaEdison Orbea0% (1)
- Soldadura Oxiacetilénica 9Documento6 páginasSoldadura Oxiacetilénica 9Dionicia PerezAún no hay calificaciones
- Soldadura Oxiacetileno InformeDocumento31 páginasSoldadura Oxiacetileno InformeAndre Camacho100% (1)
- PersonalidadDocumento21 páginasPersonalidadalex diazAún no hay calificaciones
- Trabajo de Soldadura Oxiacetileno y OxicorteDocumento12 páginasTrabajo de Soldadura Oxiacetileno y OxicorteJulio RamirezAún no hay calificaciones
- Soldadura OxiacetilénicaDocumento10 páginasSoldadura OxiacetilénicaBrainer Alejandro DuhamelAún no hay calificaciones
- SENATIDocumento23 páginasSENATIOrtega Tello100% (2)
- Soldadura Oxiacetilénica: Daniel Siles ManelDocumento14 páginasSoldadura Oxiacetilénica: Daniel Siles Maneldani silesAún no hay calificaciones
- Soldadura, Corte Por Flama de Oxi AcetilenoDocumento17 páginasSoldadura, Corte Por Flama de Oxi AcetilenoNoriel RomeroAún no hay calificaciones
- Soldadura OxiacetilénicaDocumento24 páginasSoldadura OxiacetilénicaLeodan IncacoñaAún no hay calificaciones
- Cap I Sold. OxigasDocumento43 páginasCap I Sold. OxigasAP KarlitosAún no hay calificaciones
- Laboratorio Soldadura OxiacetilenoDocumento23 páginasLaboratorio Soldadura OxiacetilenoKarl Eduard von SchnitzlerAún no hay calificaciones
- Chaperia y SoldaduraDocumento12 páginasChaperia y SoldaduraAbraHam Cueto LoayZaAún no hay calificaciones
- Soldadura Por Gas PDFDocumento9 páginasSoldadura Por Gas PDFEdgar Martínez50% (2)
- Informe Soldadura Por OxiacetilenoDocumento9 páginasInforme Soldadura Por OxiacetilenoDaniel DGAún no hay calificaciones
- Guía de Trabajo RR 2019Documento3 páginasGuía de Trabajo RR 2019Darwin Jovannie Matute LovoAún no hay calificaciones
- Soldaduraoxiacetilnica 140801015321 Phpapp01Documento28 páginasSoldaduraoxiacetilnica 140801015321 Phpapp01Casildo Cabello VeizagaAún no hay calificaciones
- Procesos de CorteDocumento33 páginasProcesos de CorteGalo AndrangoAún no hay calificaciones
- Soldadura OxiacetilénicaDocumento9 páginasSoldadura OxiacetilénicaYoselin Ramos LorenzoAún no hay calificaciones
- Soldadura Por Combustión (Autógena) - Wikipedia, La Enciclopedia LibreDocumento44 páginasSoldadura Por Combustión (Autógena) - Wikipedia, La Enciclopedia Librecristian perezAún no hay calificaciones
- Guía de Trabajo RR 2020Documento4 páginasGuía de Trabajo RR 2020Darwin Jovannie Matute LovoAún no hay calificaciones
- Soldadura Por Combustion (Autogena)Documento9 páginasSoldadura Por Combustion (Autogena)Fabiian1996Aún no hay calificaciones
- Soldadura Con OxiacetilenoDocumento8 páginasSoldadura Con Oxiacetilenomauri129Aún no hay calificaciones
- Soldadura OxiacetilénicaDocumento13 páginasSoldadura OxiacetilénicaKevin GasparAún no hay calificaciones
- La Soldadura OxiacetilénicaDocumento9 páginasLa Soldadura Oxiacetilénicarobert cuevasAún no hay calificaciones
- Corte Con Gas Combustible y Oxigeno (Ofc)Documento8 páginasCorte Con Gas Combustible y Oxigeno (Ofc)Joel VillcaAún no hay calificaciones
- 5 SOLDADURA OxiacetilenicaDocumento22 páginas5 SOLDADURA OxiacetilenicaKlever TiguaAún no hay calificaciones
- Procesos de Corte - SoldaduraDocumento12 páginasProcesos de Corte - SoldaduraTania Gonzalez100% (1)
- Soldadura OxiacetilénicaDocumento11 páginasSoldadura OxiacetilénicaCHUICA PERICHE MARIELENAAún no hay calificaciones
- Soldadura ResumenDocumento29 páginasSoldadura ResumenMario SanchoAún no hay calificaciones
- Trabajos en SilosDocumento15 páginasTrabajos en SilosAndrea GonzalezAún no hay calificaciones
- Riesgos EspecíficosDocumento9 páginasRiesgos EspecíficosAndrea GonzalezAún no hay calificaciones
- SILOSDocumento5 páginasSILOSAndrea GonzalezAún no hay calificaciones
- RESUMENDocumento6 páginasRESUMENAndrea GonzalezAún no hay calificaciones
- TRIPTICODocumento2 páginasTRIPTICOAndrea GonzalezAún no hay calificaciones
- Indumentaria Laboral Seguridad VDocumento30 páginasIndumentaria Laboral Seguridad VAndrea GonzalezAún no hay calificaciones
- G.A.D.A.S. Higiene y Seguridad: Elementos de Protección Personal: Indumentaria LaboralDocumento55 páginasG.A.D.A.S. Higiene y Seguridad: Elementos de Protección Personal: Indumentaria LaboralAndrea GonzalezAún no hay calificaciones
- S3 - S.Autógena - FOLLETO TRÍPTICODocumento2 páginasS3 - S.Autógena - FOLLETO TRÍPTICOAndrea GonzalezAún no hay calificaciones
- Soldadura AutogenaDocumento89 páginasSoldadura AutogenaAndrea GonzalezAún no hay calificaciones
- S3 - S.Autgena - DESARROLLO DEL TEMADocumento44 páginasS3 - S.Autgena - DESARROLLO DEL TEMAAndrea GonzalezAún no hay calificaciones
- Actividad Duracion 1. Implementación de Modulo Gestión de Eventos ItopDocumento6 páginasActividad Duracion 1. Implementación de Modulo Gestión de Eventos ItopCristian ArellanoAún no hay calificaciones
- Formato de Patente o Modelo de UtilidadDocumento6 páginasFormato de Patente o Modelo de UtilidadEDGAR ULISES MORENO SOTOAún no hay calificaciones
- Ficha de Identificación 22 - 23 TALAVERADocumento2 páginasFicha de Identificación 22 - 23 TALAVERAJose Alejandro Altamirano RamirezAún no hay calificaciones
- Manteleta Negocios-Nacional-2Documento2 páginasManteleta Negocios-Nacional-2FaNny hernandezAún no hay calificaciones
- Manual de Procedimientos Del Sistema de Control de ComprasDocumento7 páginasManual de Procedimientos Del Sistema de Control de ComprasFelix SalomAún no hay calificaciones
- Normalizacion Parte1Documento43 páginasNormalizacion Parte1Kristhyan Andree Kurt Lazarte ZubiaAún no hay calificaciones
- Actividad 3Documento4 páginasActividad 3Deysy PalmaAún no hay calificaciones
- Guía de Aprendizaje WordDocumento202 páginasGuía de Aprendizaje WordMakarena Reveco RamírezAún no hay calificaciones
- Actividad 7 POODocumento7 páginasActividad 7 POOedelfer hilerio0% (1)
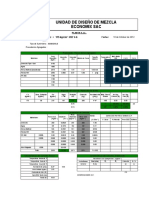
- Unidad de Diseño de Mezcla Economix Sac: F C 175 KG/CM H57 4-6Documento1 páginaUnidad de Diseño de Mezcla Economix Sac: F C 175 KG/CM H57 4-6José Gayoso DíazAún no hay calificaciones
- Caso Practico 3Documento12 páginasCaso Practico 3ISS SASAún no hay calificaciones
- Cuadro Sinoptico Del 3er Corte de FerrocarrilesDocumento4 páginasCuadro Sinoptico Del 3er Corte de FerrocarrilesDarwin PereiraAún no hay calificaciones
- CI52HDocumento4 páginasCI52HLuis Alex Meza OsorioAún no hay calificaciones
- 8.1 Competencias Blandas y DurasDocumento2 páginas8.1 Competencias Blandas y DurasMerlo Vásquez ElmerAún no hay calificaciones
- 3.actividad de Aprendizaje 3 - Modelo RelacionalDocumento8 páginas3.actividad de Aprendizaje 3 - Modelo RelacionalCamilo HernándezAún no hay calificaciones
- Manual Combinación EtiquetasDocumento8 páginasManual Combinación EtiquetasNicole Alexandra Garavito Nu�ezAún no hay calificaciones
- Valderrama-Ucv-Poco-Antecedentes Buenos Ya AñadidoDocumento27 páginasValderrama-Ucv-Poco-Antecedentes Buenos Ya AñadidoMegumiAlbaAún no hay calificaciones
- Precios de InsucomsDocumento81 páginasPrecios de InsucomsCarlos AchónAún no hay calificaciones
- Tipos de AnclajeDocumento3 páginasTipos de AnclajeWicho RodriguezAún no hay calificaciones
- QF918Documento76 páginasQF918the crowAún no hay calificaciones
- Guiade Practica Nro 07Documento16 páginasGuiade Practica Nro 07ESTEBAN JAIR RODAS CASTILLOAún no hay calificaciones
- ACU - Instalaciones SanitariaDocumento36 páginasACU - Instalaciones SanitariaJorge Trocones CozAún no hay calificaciones
- Taller de BDDocumento10 páginasTaller de BDAndres QuirozAún no hay calificaciones
- Materiales Acústicos AbsorbentesDocumento5 páginasMateriales Acústicos AbsorbentesOrtigoso Tapia Antony Frank100% (1)
- S03 Gráficos EstadísticosDocumento49 páginasS03 Gráficos EstadísticosSaul Gonzales AlarconAún no hay calificaciones
- 375 - MitsubishiDocumento1 página375 - MitsubishicarlosAún no hay calificaciones
- Porque Es Importante La Implementación de Un Centro CulturalDocumento2 páginasPorque Es Importante La Implementación de Un Centro CulturalLuis Gustavo Cruz CarhuapomaAún no hay calificaciones
- AgrimensuraDocumento7 páginasAgrimensuraHernandez MurciaAún no hay calificaciones
- Registro A Trámites de IngresoDocumento3 páginasRegistro A Trámites de IngresoDulce Maria Cuevas RosalesAún no hay calificaciones
- 1 Manual Fundet - Materiales ElectricosDocumento66 páginas1 Manual Fundet - Materiales ElectricosRené MansillaAún no hay calificaciones