También podría gustarte
- Diseño para la fabricación y ensamble de productos soldados: Un enfoque metodológico y tecnológicoDe EverandDiseño para la fabricación y ensamble de productos soldados: Un enfoque metodológico y tecnológicoCalificación: 3.5 de 5 estrellas3.5/5 (6)
- Propuesta Proyecto - Plantilla - PUENTEDocumento10 páginasPropuesta Proyecto - Plantilla - PUENTEJuan Diego Samamé GameroAún no hay calificaciones
- Tema Ii - El Proyecto y La Obra Arquitectonica - Jatnna Valentin - 100339233Documento21 páginasTema Ii - El Proyecto y La Obra Arquitectonica - Jatnna Valentin - 100339233Jatnna Valentín100% (1)
- LA GERENCIA DE PROYECTOS EN CONSTRUCCION MinimizadoDocumento68 páginasLA GERENCIA DE PROYECTOS EN CONSTRUCCION MinimizadolayalmeAún no hay calificaciones
- S-1-1 - IntrducciónDocumento37 páginasS-1-1 - IntrducciónLizbeth JaramilloAún no hay calificaciones
- LA GESTION, PMI y TRIPLE RESTRICCIÓN PDFDocumento37 páginasLA GESTION, PMI y TRIPLE RESTRICCIÓN PDFShirleyTinocoGozarAún no hay calificaciones
- Brochure Arquitectura Industrial MX 2020-Datos-NuevosDocumento36 páginasBrochure Arquitectura Industrial MX 2020-Datos-Nuevoschente_bAún no hay calificaciones
- Pmbok y Construccion ExtensionDocumento19 páginasPmbok y Construccion ExtensionVictor Manuel Castillo100% (1)
- Ponencia UPCDocumento43 páginasPonencia UPCMichellgutierrez7833Aún no hay calificaciones
- PDF 20220506 234556 0000Documento48 páginasPDF 20220506 234556 0000Memix Cruz SanchezAún no hay calificaciones
- Trabajo de IntegracionDocumento34 páginasTrabajo de IntegracionMily Cueva ElgueraAún no hay calificaciones
- CONSTRUCTIBILIDADDocumento10 páginasCONSTRUCTIBILIDADAlejandra MendozaAún no hay calificaciones
- Interventoría IntegralDocumento31 páginasInterventoría IntegralCarlos Juan RodriguezAún no hay calificaciones
- Presentacion Senrgyc Ingenieria & Construccion S.A.S.Documento34 páginasPresentacion Senrgyc Ingenieria & Construccion S.A.S.inggabrielAún no hay calificaciones
- CLASE 01 - Proyectos IDocumento21 páginasCLASE 01 - Proyectos Iricardo fuentesAún no hay calificaciones
- Tesis PROCESO CONSTRUCTIVO PARA NAVES PDFDocumento93 páginasTesis PROCESO CONSTRUCTIVO PARA NAVES PDFAndres LeytonAún no hay calificaciones
- Mbim1120 B1M2T1 LS2Documento51 páginasMbim1120 B1M2T1 LS2Miguel Javier ChurrucaAún no hay calificaciones
- #En Busca de Nuevas Oportunidades Profesionales!Documento1 página#En Busca de Nuevas Oportunidades Profesionales!JoseAún no hay calificaciones
- Unidad 1. Ingeniería de ProyectosDocumento16 páginasUnidad 1. Ingeniería de ProyectosEnrique Avila100% (1)
- Fundamentos de Proyectos 01 PDFDocumento45 páginasFundamentos de Proyectos 01 PDFjose yucraAún no hay calificaciones
- Examen Final Innovación Maco UtpDocumento6 páginasExamen Final Innovación Maco UtpCarlos J. ChAún no hay calificaciones
- Actividad 5 Proyecto Integrador Etapa 2Documento8 páginasActividad 5 Proyecto Integrador Etapa 2jesus herreraAún no hay calificaciones
- 2-Funciones Del Ingeniero en El Diseño de PlantasDocumento14 páginas2-Funciones Del Ingeniero en El Diseño de PlantasANDRES FELIPE MAYOR GRAJALESAún no hay calificaciones
- Propuesta Proyecto - Plantilla - PuenteDocumento3 páginasPropuesta Proyecto - Plantilla - PuenteJuan Diego Samamé GameroAún no hay calificaciones
- Estudios de Constructibilidad (Constructibilidad) Estudios de Constructibilidad (Constructibilidad)Documento9 páginasEstudios de Constructibilidad (Constructibilidad) Estudios de Constructibilidad (Constructibilidad)Jennii RubiñosAún no hay calificaciones
- Presentación Unidad 1 - Desarrollo y Control Proyectos Capítulo 1Documento29 páginasPresentación Unidad 1 - Desarrollo y Control Proyectos Capítulo 1Karol Hidalgo SantillánAún no hay calificaciones
- Guia para El Gerenciamiento de Proyectos-PmbokDocumento39 páginasGuia para El Gerenciamiento de Proyectos-PmbokRiqii PerezAún no hay calificaciones
- Clase Semana 1Documento22 páginasClase Semana 1Nico LeiAún no hay calificaciones
- Clase 02 - Proceso de Inicio Del ProyectoDocumento30 páginasClase 02 - Proceso de Inicio Del ProyectoCarlos RamirezAún no hay calificaciones
- Trabajo Grupal - Tema - Consultoría en Obras Públicas de CarreterasDocumento64 páginasTrabajo Grupal - Tema - Consultoría en Obras Públicas de CarreterasAlvaro Montero GonzalesAún no hay calificaciones
- La Gestión de Proyectos en La Construcción: Más Dificultades, Nuevos DesafíosDocumento5 páginasLa Gestión de Proyectos en La Construcción: Más Dificultades, Nuevos DesafíosRaul GonzalesAún no hay calificaciones
- Rol de La Ingenieria en Proyectos de Infraestructura Columna de Opinion Publicada en Newsletter Pmi Santiago Chile Chapter Marzo 2020Documento3 páginasRol de La Ingenieria en Proyectos de Infraestructura Columna de Opinion Publicada en Newsletter Pmi Santiago Chile Chapter Marzo 2020Yasmin Verde LopezAún no hay calificaciones
- Development and Application of An Integrated Management System For Off-Site Construction ProjectsDocumento21 páginasDevelopment and Application of An Integrated Management System For Off-Site Construction Projectsrodrigo lozano marroquinAún no hay calificaciones
- Esteban Juan de Dios Jeanpierre Yamin - Gestion Tecnologica en La ConstruccionDocumento25 páginasEsteban Juan de Dios Jeanpierre Yamin - Gestion Tecnologica en La ConstruccionJeanpierre EstebanAún no hay calificaciones
- Sesion 23 ProyectosDocumento39 páginasSesion 23 ProyectosYanderAún no hay calificaciones
- Project Delivery MethodsDocumento11 páginasProject Delivery Methodsf SAún no hay calificaciones
- 7 Consejos Básicos para Crear Una Constructora ExitosaDocumento10 páginas7 Consejos Básicos para Crear Una Constructora ExitosaKr̶i̶s̶t̶i̶a̶n PsAún no hay calificaciones
- Material de Clase - Modulo N°2 (LD)Documento54 páginasMaterial de Clase - Modulo N°2 (LD)genesisAún no hay calificaciones
- Expo T3 ProgramacionDocumento25 páginasExpo T3 ProgramacionWalter AlvaradoAún no hay calificaciones
- Dirección y Control de Obras de Construcción 2015Documento5 páginasDirección y Control de Obras de Construcción 2015Alfonzo SanchezAún no hay calificaciones
- Modulo I - Project ManagementDocumento59 páginasModulo I - Project ManagementMaryori SalazarAún no hay calificaciones
- Ensayo Unidad 2 Costos de La ConstrucciónDocumento10 páginasEnsayo Unidad 2 Costos de La ConstrucciónhmAún no hay calificaciones
- Exposicion - La GP en La Construccion Curso Calidad-Productividad UnilDocumento100 páginasExposicion - La GP en La Construccion Curso Calidad-Productividad UnilFerdinandVelesAún no hay calificaciones
- Modulo 1Documento98 páginasModulo 1DiegoEraldoCunoQuispeAún no hay calificaciones
- Semana 7.2 GESTION DE PROYECTOS. METODOLOGIA DEL PMIDocumento42 páginasSemana 7.2 GESTION DE PROYECTOS. METODOLOGIA DEL PMIKelmer MaytaAún no hay calificaciones
- Presentación ConstructibilidadDocumento17 páginasPresentación ConstructibilidadpedroAún no hay calificaciones
- Capítulo1 (A) - IT - Gestión TiempoDocumento51 páginasCapítulo1 (A) - IT - Gestión TiempodayanaAún no hay calificaciones
- Ultima Entrega Trabajo Procesos EstrategicosDocumento14 páginasUltima Entrega Trabajo Procesos EstrategicoslorenaAún no hay calificaciones
- Brochure Ingeniando S.A.C.Documento9 páginasBrochure Ingeniando S.A.C.Homero Remaycuna CordovaAún no hay calificaciones
- Gestion de Proyecto PMI MHDocumento44 páginasGestion de Proyecto PMI MHFany Esperanza Castro PalominoAún no hay calificaciones
- Proyecto Pensamiento SistemicoDocumento14 páginasProyecto Pensamiento SistemicoEsteban MartínezAún no hay calificaciones
- Caracteristicas Productivas de La ConstruccionDocumento6 páginasCaracteristicas Productivas de La ConstruccionLeoncio Vásquez LópezAún no hay calificaciones
- Logistica en La ConstrucciónDocumento22 páginasLogistica en La ConstrucciónMaria Jhosé BecerraAún no hay calificaciones
- Katherina - Rodriguez V - Tarea S2Documento6 páginasKatherina - Rodriguez V - Tarea S2DelfinardoAún no hay calificaciones
- Diplomado en Proyectos Mineros y de InfraestructuraDocumento7 páginasDiplomado en Proyectos Mineros y de InfraestructuraPari D. ShitPostingAún no hay calificaciones
- Capitulo 1 Introduccion A La Administacion de ProyectosDocumento3 páginasCapitulo 1 Introduccion A La Administacion de ProyectosMECATRÓNICAAún no hay calificaciones
- LA GERENCIA DE PROYECTOS (1) JHDocumento76 páginasLA GERENCIA DE PROYECTOS (1) JHRené Misael López RiveraAún no hay calificaciones
- A Systematic Review of Prerequisites For Construct - En.esDocumento15 páginasA Systematic Review of Prerequisites For Construct - En.esCamila ZenozainAún no hay calificaciones
- Relatoria 6 Asignacion Individual Grupo 8Documento6 páginasRelatoria 6 Asignacion Individual Grupo 8MAURICIO ORDO�EZ ORDO�EZAún no hay calificaciones
- Curso Bitacora - Parte IIDocumento57 páginasCurso Bitacora - Parte IIRuling MrzUzAún no hay calificaciones
- Capacitacion Instrumentacion VF ApuntesDocumento59 páginasCapacitacion Instrumentacion VF ApuntesRuling MrzUzAún no hay calificaciones
- Libro de PrecalculoDocumento306 páginasLibro de PrecalculocamilachidoAún no hay calificaciones
- Curso Bitacora - Parte IIDocumento57 páginasCurso Bitacora - Parte IIRuling MrzUzAún no hay calificaciones
- Curso Bitacora - Parte IIDocumento57 páginasCurso Bitacora - Parte IIRuling MrzUzAún no hay calificaciones
- Cimentaciones 2008Documento216 páginasCimentaciones 2008smea234Aún no hay calificaciones
- Salud 2008Documento523 páginasSalud 2008Joel MartinezAún no hay calificaciones
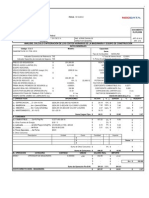
- Costos Horarios MexicoDocumento60 páginasCostos Horarios MexicoFernando Gervacio HernándezAún no hay calificaciones
- Manual de Conexiones y BridasDocumento36 páginasManual de Conexiones y BridascbsomohanoAún no hay calificaciones
- Catalogo Dupl-Car 200408 - CompressedDocumento6 páginasCatalogo Dupl-Car 200408 - CompressedRuling MrzUzAún no hay calificaciones
- Catalogo Dupl-Car 200408 - CompressedDocumento6 páginasCatalogo Dupl-Car 200408 - CompressedRuling MrzUzAún no hay calificaciones
- Memoria Descriptiva Aviso PublicitarioDocumento9 páginasMemoria Descriptiva Aviso PublicitarioPablo Torres100% (3)
- Catalogo de Productos CoextruidosDocumento14 páginasCatalogo de Productos CoextruidosRuling MrzUzAún no hay calificaciones
- Memoria Descriptiva Parte ADocumento2 páginasMemoria Descriptiva Parte ARuling MrzUzAún no hay calificaciones
- Memoria Descriptiva Aviso PublicitarioDocumento9 páginasMemoria Descriptiva Aviso PublicitarioPablo Torres100% (3)
- Certificación CFE - PyDSADocumento1 páginaCertificación CFE - PyDSARuling MrzUzAún no hay calificaciones
- Informe (s14) Sistema de Costo Por Procesos de ProducciónDocumento8 páginasInforme (s14) Sistema de Costo Por Procesos de ProducciónJamileth AlayAún no hay calificaciones
- DisenoograficooDocumento326 páginasDisenoograficooKatalina Rojas SaavedraAún no hay calificaciones
- Sebastian Londoño Requerimiento Eventos 2021Documento6 páginasSebastian Londoño Requerimiento Eventos 2021diego armando rojas gomezAún no hay calificaciones
- Foda Coordinación Técnica 2023Documento4 páginasFoda Coordinación Técnica 2023Andrea GALLARDO C.Aún no hay calificaciones
- OFICIO #258-.2020.pdf MODDocumento6 páginasOFICIO #258-.2020.pdf MODYanetPillpaPalanteAún no hay calificaciones
- Mercedes Benz: Proforma #67/21Documento2 páginasMercedes Benz: Proforma #67/21Milder PadillaAún no hay calificaciones
- Manual Registro de TestamentosDocumento19 páginasManual Registro de TestamentosPerroAún no hay calificaciones
- Morrales para Hombre, Mujer, Niños y Niñas I TottoDocumento1 páginaMorrales para Hombre, Mujer, Niños y Niñas I TottoJasai JiménezAún no hay calificaciones
- R 3Documento22 páginasR 3Kate KateAún no hay calificaciones
- Fichas Tecnicas Inficadores PDFDocumento1 páginaFichas Tecnicas Inficadores PDFsilviaAún no hay calificaciones
- Programacion PIC18 en CDocumento40 páginasProgramacion PIC18 en CEsam PcarrascoAún no hay calificaciones
- Ciclograma - María J. Landaeta PDFDocumento4 páginasCiclograma - María J. Landaeta PDFMaría José Landaeta100% (1)
- Acta de Daily Meeting 1.1Documento9 páginasActa de Daily Meeting 1.1jaime264100% (1)
- Docsity Informe Topografico de EclimetroDocumento18 páginasDocsity Informe Topografico de EclimetroJHON RICHARD ALARCON CHUQUIZUTAAún no hay calificaciones
- Uso y Encendido Del Equipo de UroDocumento3 páginasUso y Encendido Del Equipo de UroJoosé Angell M. RamirezAún no hay calificaciones
- Informe - Topografico SAN PEDRO Local ComunalDocumento20 páginasInforme - Topografico SAN PEDRO Local ComunalLuis Marcos Paima SilvaAún no hay calificaciones
- NF2060 Tarea 1-1 Informe Investigacion Historia y Evolucion Del ComputadorDocumento6 páginasNF2060 Tarea 1-1 Informe Investigacion Historia y Evolucion Del ComputadorFeliix Emiilio SanchezAún no hay calificaciones
- Comprobante de RegistroDocumento2 páginasComprobante de RegistroTolentino Castro Ilian MonserrathAún no hay calificaciones
- Direccion de La Cadena de Abastecimiento Supply ChainDocumento6 páginasDireccion de La Cadena de Abastecimiento Supply ChainOrlando DiaAún no hay calificaciones
- QML BS1901 Cilindro, Freno Delantero Izquierdo HD65 - 78 QMLDocumento2 páginasQML BS1901 Cilindro, Freno Delantero Izquierdo HD65 - 78 QMLvictor victorAún no hay calificaciones
- Bases 257 2021Documento11 páginasBases 257 2021Paul Yoshio Alvarez YlasacaAún no hay calificaciones
- Practica 2Documento5 páginasPractica 2cuadcasinamba15Aún no hay calificaciones
- Tesis de Seguridad OracleDocumento98 páginasTesis de Seguridad OraclegaryiiAún no hay calificaciones
- Granulometría EscalonadoDocumento15 páginasGranulometría EscalonadoDaniel AquizeAún no hay calificaciones
- Introduccion FuncionesDocumento3 páginasIntroduccion FuncionesAl Do SoliAún no hay calificaciones
- Caso Dos - Modulo 3Documento5 páginasCaso Dos - Modulo 3Julio YatacoAún no hay calificaciones
- Ef - Gestion de Calidad - Grupo 5Documento29 páginasEf - Gestion de Calidad - Grupo 5Francis Vasquez ParedesAún no hay calificaciones
- 3 UnidadDocumento91 páginas3 UnidadJorge DelaurensAún no hay calificaciones
- Frontend Developer FulltimeDocumento2 páginasFrontend Developer FulltimeYamid NogueraAún no hay calificaciones
- Control. Cruz Morales GuillermoDocumento3 páginasControl. Cruz Morales GuillermoGUILLERMO CRUZ MORALESAún no hay calificaciones