También podría gustarte
- Luis Alonso Schokel Profetas Vol1 PDFDocumento641 páginasLuis Alonso Schokel Profetas Vol1 PDFjustorfc100% (6)
- Caso Práctico Completo NIA 330Documento125 páginasCaso Práctico Completo NIA 330furor100% (2)
- Tarea Ing. Calidad 2Documento13 páginasTarea Ing. Calidad 2ENOC O. CHEVEZ100% (1)
- VA22 Carta Aumento de SalarioDocumento6 páginasVA22 Carta Aumento de SalarioADMINISTRACION FORSTAún no hay calificaciones
- EP15A3 PresentacionDocumento46 páginasEP15A3 PresentacionERNESTO PRADOAún no hay calificaciones
- Planes de Muestreo. Conceptos Fundamentos Tipos de Muestreo y NotaciÓn SimbÓlicaDocumento4 páginasPlanes de Muestreo. Conceptos Fundamentos Tipos de Muestreo y NotaciÓn SimbÓlicaemendozasandoval78% (9)
- El Sermon de Las Siete Palabras - en - OrdenDocumento16 páginasEl Sermon de Las Siete Palabras - en - OrdenjustorfcAún no hay calificaciones
- PrácticaDocumento4 páginasPrácticaLeonel CayraAún no hay calificaciones
- Gráficos de Control CDocumento6 páginasGráficos de Control CChelita de la VegaAún no hay calificaciones
- Control de Calidad Bien ChidoliroDocumento12 páginasControl de Calidad Bien ChidoliroJesus Dario TiconaAún no hay calificaciones
- Carta de Control #1Documento3 páginasCarta de Control #1José MendozaAún no hay calificaciones
- IngCal 3 Graficos de Control para AtributosDocumento18 páginasIngCal 3 Graficos de Control para AtributosJuan BuitragoAún no hay calificaciones
- Muestras RepresentativasDocumento5 páginasMuestras RepresentativasEdinson Javier Cuello CastroAún no hay calificaciones
- Generalidades 2 2015Documento24 páginasGeneralidades 2 2015Estefania MuñozAún no hay calificaciones
- 6 Datos de AtributosDocumento22 páginas6 Datos de AtributosIng. Alejandro Hernández B.Aún no hay calificaciones
- Taller Diseño de Experimentos DCA & DBCADocumento10 páginasTaller Diseño de Experimentos DCA & DBCAJuan David Londoño TrujilloAún no hay calificaciones
- Dodge RomingDocumento4 páginasDodge RomingJose Luis Higuera33% (3)
- 3.1 Ejemplo Unidad IIIDocumento13 páginas3.1 Ejemplo Unidad IIILizbeth Daniela LópezAún no hay calificaciones
- Calculadora Seis Sigma PDFDocumento4 páginasCalculadora Seis Sigma PDFAnonymous sxqdwI0DwbAún no hay calificaciones
- Control EstadisticoDocumento6 páginasControl Estadisticojhon tapiaAún no hay calificaciones
- Limites de Calidad (Saditt)Documento10 páginasLimites de Calidad (Saditt)Eber LoliAún no hay calificaciones
- Tema 2 - Control Estadístico de Calidad - Clases 2Documento16 páginasTema 2 - Control Estadístico de Calidad - Clases 2wglessiAún no hay calificaciones
- Sesión 6Documento57 páginasSesión 6CIELO ARACELI RIOS GALANAún no hay calificaciones
- Act.2-Analisis de La CapacidadDocumento10 páginasAct.2-Analisis de La CapacidadAbraham MojicaAún no hay calificaciones
- GRÁFICA NP NUMERO DE UIDADES DEFECTIVAS POR MUESTRADocumento11 páginasGRÁFICA NP NUMERO DE UIDADES DEFECTIVAS POR MUESTRAAndres CruzAún no hay calificaciones
- MilitaryDocumento13 páginasMilitaryAlessandra ArroyoAún no hay calificaciones
- Control Estadistico de ProcesosDocumento42 páginasControl Estadistico de ProcesosFrancisco Ignacio Bustos OyarzunAún no hay calificaciones
- Act2 Ingeniera en Calidad y ErgoDocumento10 páginasAct2 Ingeniera en Calidad y ErgoDiego S.Aún no hay calificaciones
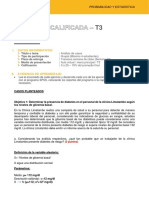
- T3 - Probabilidad y EstadísticaDocumento14 páginasT3 - Probabilidad y EstadísticaAnali Bravo100% (2)
- Conceptos Básicos Del MuestreoDocumento5 páginasConceptos Básicos Del Muestreojorge-garcia-8008100% (1)
- Graficos de ControlDocumento12 páginasGraficos de ControlvaleriaAún no hay calificaciones
- Resumen U4 - Control Estadistico de La Calidad.... 123Documento10 páginasResumen U4 - Control Estadistico de La Calidad.... 123Hefer Nehemias MartinezAún no hay calificaciones
- Control 2Documento14 páginasControl 2Alejandro David Usedo71% (14)
- GC S5 Gráficos de Control AtributosDocumento24 páginasGC S5 Gráficos de Control Atributoswhay lay aheadAún no hay calificaciones
- Gestión de Operaciones y Calidad Capitulo 5-2Documento24 páginasGestión de Operaciones y Calidad Capitulo 5-2Esli lisbeth sec jimenezAún no hay calificaciones
- INFORME Software STAT-FIT y Las VariablesDocumento10 páginasINFORME Software STAT-FIT y Las VariablesFRANKLIN LEONARDO QUISPE CLEMENTEAún no hay calificaciones
- Graficos de Control de Atributos (P)Documento24 páginasGraficos de Control de Atributos (P)Anthony Aguilar CuberoAún no hay calificaciones
- Carta de Control Por AtributosDocumento9 páginasCarta de Control Por AtributosMaria RomeroAún no hay calificaciones
- Stat T3Documento14 páginasStat T3Luis Alonso Godoy CoriAún no hay calificaciones
- Clase 12 - Cartas de Control Por AtributosDocumento26 páginasClase 12 - Cartas de Control Por AtributosAngel Villacres MadridAún no hay calificaciones
- Cálculo Del Tamaño de La Muestra y Escala de LikertDocumento40 páginasCálculo Del Tamaño de La Muestra y Escala de LikertMARCIAL SANCHEZAún no hay calificaciones
- ANALISIS ESTADISICO - Clase 2Documento15 páginasANALISIS ESTADISICO - Clase 2Allen Marcelo AcuñaAún no hay calificaciones
- GC S5 Gráficos de Control AtributosDocumento24 páginasGC S5 Gráficos de Control AtributosKattia Albelí Plasencia QuirozAún no hay calificaciones
- Tabla de MuestreoDocumento15 páginasTabla de MuestreoJimmy GranjaAún no hay calificaciones
- Controles Estadisticos de Calidad en Los Preocesos ProductivosDocumento12 páginasControles Estadisticos de Calidad en Los Preocesos ProductivosMaikel SandovalAún no hay calificaciones
- Ensayo y Ejercicio de Curva CaracteristicaDocumento6 páginasEnsayo y Ejercicio de Curva CaracteristicaJaime CandoAún no hay calificaciones
- Compilacion Econometria Con Eviews TutorialDocumento53 páginasCompilacion Econometria Con Eviews TutorialVaniaVillarroel100% (1)
- GC S5 Gráficos de Control AtributosDocumento29 páginasGC S5 Gráficos de Control AtributosDavidAún no hay calificaciones
- CalidadDocumento18 páginasCalidadAngel HernandezAún no hay calificaciones
- Tema 11Documento49 páginasTema 11Hugo Perez ZermeñoAún no hay calificaciones
- Tecnica S de Muest Reo 1Documento26 páginasTecnica S de Muest Reo 1ticona Condori MAXAún no hay calificaciones
- 4.2 Uso de Tablas de MuestreoDocumento46 páginas4.2 Uso de Tablas de MuestreoKoke Luis Rodriguez RiosAún no hay calificaciones
- Manual de Sotfware MinitabDocumento40 páginasManual de Sotfware MinitabDenilson CamposAún no hay calificaciones
- Tablas MilitaresDocumento15 páginasTablas MilitaresNelson MarcialAún no hay calificaciones
- IngCal 3 Graficos de Control para Atributos P1Documento15 páginasIngCal 3 Graficos de Control para Atributos P1Johan Ramirez EspitiaAún no hay calificaciones
- Trabajo Analisis de Montecarlo II Rev 01Documento25 páginasTrabajo Analisis de Montecarlo II Rev 01Percy JorgeAún no hay calificaciones
- MEDIRDocumento24 páginasMEDIRFoodsy SAAún no hay calificaciones
- Consenso de muestra aleatoria: Estimación robusta en visión por computadoraDe EverandConsenso de muestra aleatoria: Estimación robusta en visión por computadoraAún no hay calificaciones
- Filtro adaptativo: Mejora de la visión por computadora mediante filtrado adaptativoDe EverandFiltro adaptativo: Mejora de la visión por computadora mediante filtrado adaptativoAún no hay calificaciones
- Detector de bordes astuto: Revelando el arte de la percepción visualDe EverandDetector de bordes astuto: Revelando el arte de la percepción visualAún no hay calificaciones
- Introducción al análisis estadístico multivariado aplicado: Experiencia y casos en el Caribe colombianoDe EverandIntroducción al análisis estadístico multivariado aplicado: Experiencia y casos en el Caribe colombianoCalificación: 5 de 5 estrellas5/5 (2)
- Cortes de gráficos de visión por computadora: Explorando cortes de gráficos en visión por computadoraDe EverandCortes de gráficos de visión por computadora: Explorando cortes de gráficos en visión por computadoraAún no hay calificaciones
- Histograma de imagen: Revelando conocimientos visuales, explorando las profundidades de los histogramas de imágenes en visión por computadoraDe EverandHistograma de imagen: Revelando conocimientos visuales, explorando las profundidades de los histogramas de imágenes en visión por computadoraAún no hay calificaciones
- L Alonso Schokel J Vilchez Proverbios Ediciones Cristiandad PDFDocumento302 páginasL Alonso Schokel J Vilchez Proverbios Ediciones Cristiandad PDFjustorfcAún no hay calificaciones
- Geomatica-Definición y Reseña Historica - ProyeccionesDocumento35 páginasGeomatica-Definición y Reseña Historica - ProyeccionesjustorfcAún no hay calificaciones
- Introduccion A PyqtDocumento45 páginasIntroduccion A PyqtjustorfcAún no hay calificaciones
- Printf y Scanf en El Lenguaje de Programación C PDFDocumento9 páginasPrintf y Scanf en El Lenguaje de Programación C PDFjustorfcAún no hay calificaciones
- Nunca Te Equivocaras Si Haces Lo CorrectoDocumento1 páginaNunca Te Equivocaras Si Haces Lo CorrectojustorfcAún no hay calificaciones
- Primeros Pasos Con Regresión No LinealDocumento5 páginasPrimeros Pasos Con Regresión No LinealjustorfcAún no hay calificaciones
- Guía Rápida NumPyDocumento107 páginasGuía Rápida NumPyjustorfcAún no hay calificaciones
- Análisis de Cluster, Un Ejemplo SencilloDocumento9 páginasAnálisis de Cluster, Un Ejemplo SencillojustorfcAún no hay calificaciones
- Clases y Objetos en C++Documento20 páginasClases y Objetos en C++justorfcAún no hay calificaciones
- Analisis de Datos Con RDocumento163 páginasAnalisis de Datos Con Rjustorfc100% (1)
- Charles Spurgeon - ¡Consumado Es! - Sermón 421 - Tabernáculo MetropolitanoDocumento17 páginasCharles Spurgeon - ¡Consumado Es! - Sermón 421 - Tabernáculo MetropolitanojustorfcAún no hay calificaciones
- La Necesidad de Las Dos Naturalezas en CristoDocumento3 páginasLa Necesidad de Las Dos Naturalezas en CristojustorfcAún no hay calificaciones
- Guía Declaración Jurada Del ISR ACtivo Tota Neto y Aportación Solidaria HNDocumento49 páginasGuía Declaración Jurada Del ISR ACtivo Tota Neto y Aportación Solidaria HNJuan CarlosAún no hay calificaciones
- Lecha Gloria EmpresaDocumento329 páginasLecha Gloria EmpresaROMMEL AARON REYNAGA ALVARADOAún no hay calificaciones
- Guía de Actividades y Rúbrica de Evaluación - Unidad 2 - Fase 3 - Plantear HipótesisDocumento10 páginasGuía de Actividades y Rúbrica de Evaluación - Unidad 2 - Fase 3 - Plantear HipótesisDaniela Avila GarciaAún no hay calificaciones
- Enunciado 1Documento16 páginasEnunciado 1Lesly VanegasAún no hay calificaciones
- Español 2 RD Integral PDFDocumento306 páginasEspañol 2 RD Integral PDFEktor Manjarrez67% (3)
- Método Del Curso - ActualizadoDocumento77 páginasMétodo Del Curso - ActualizadoHermman NarvaezAún no hay calificaciones
- Tarea 2Documento4 páginasTarea 2Rafael Fonseca MartinezAún no hay calificaciones
- Plantas Endémicas Del PeruDocumento6 páginasPlantas Endémicas Del Peruthalia troncosAún no hay calificaciones
- Da Silva Ana. Informe Sobre OGMs en UruguayDocumento8 páginasDa Silva Ana. Informe Sobre OGMs en UruguayAna da SilvaAún no hay calificaciones
- Parcial I Lógica 2 Sistemas G2Documento3 páginasParcial I Lógica 2 Sistemas G2Dana NabiaAún no hay calificaciones
- Evaporador para Cuarto Frio - Buscar Con GoogleDocumento1 páginaEvaporador para Cuarto Frio - Buscar Con GoogleJhon JLAún no hay calificaciones
- NCh1011-1-98 LECHE Y SUBPROD-1Documento13 páginasNCh1011-1-98 LECHE Y SUBPROD-1Alejandro NarvaezAún no hay calificaciones
- Fisiologia General La PielDocumento7 páginasFisiologia General La PielGabriela Alejandra Seguel RldriguezAún no hay calificaciones
- La SemiologíaDocumento4 páginasLa SemiologíaTÁVITA MISHELL GARCÍAAún no hay calificaciones
- Eco Cubierta Cancha de Tejo-Corr 1Documento28 páginasEco Cubierta Cancha de Tejo-Corr 1jose bolivarAún no hay calificaciones
- Explosividad de Gases Desprendidos en Los Incendios Subterráneos en Minas de CarbónDocumento5 páginasExplosividad de Gases Desprendidos en Los Incendios Subterráneos en Minas de CarbónAndrés Mendoza MAún no hay calificaciones
- Lámparas de Cátodo Hueco PDFDocumento3 páginasLámparas de Cátodo Hueco PDFJC AlemanAún no hay calificaciones
- PENSUM L Educacion InicialDocumento3 páginasPENSUM L Educacion InicialLuis Inagas BlancoAún no hay calificaciones
- Cuestionario EticaDocumento4 páginasCuestionario EticaDiegoPeña100% (1)
- Cuaderno de Matemática Unidades y Decenas 1° PrimariaDocumento207 páginasCuaderno de Matemática Unidades y Decenas 1° Primariadelia cubasAún no hay calificaciones
- Hojas de Seguridad - Productos Quimicos (Msds-Sga)Documento6 páginasHojas de Seguridad - Productos Quimicos (Msds-Sga)Alexis alderetesAún no hay calificaciones
- Gardner Denver - RepuestosDocumento6 páginasGardner Denver - RepuestosWilliam Paredes TorresAún no hay calificaciones
- Trabajo Final - Ética y Toma de Decisiones en Finanzas - Diego DiazDocumento4 páginasTrabajo Final - Ética y Toma de Decisiones en Finanzas - Diego DiazDIEGO ALONSO DIAZ BAUTISTAAún no hay calificaciones
- Ap VenusDocumento5 páginasAp VenusFidel VillasmilAún no hay calificaciones
- Fracturas de CraneoDocumento5 páginasFracturas de CraneoGaby E.Aún no hay calificaciones
- Evaluación - Examen Final - Semana 8 MACRODocumento12 páginasEvaluación - Examen Final - Semana 8 MACROLIDA MARCELA RENDON CARDENASAún no hay calificaciones
- Ensayo 3 CURRICULO COMUNDocumento6 páginasEnsayo 3 CURRICULO COMUNtotuminAún no hay calificaciones
- Principios Básicos e La El CtricidadDocumento63 páginasPrincipios Básicos e La El CtricidadJavier MolinaAún no hay calificaciones