También podría gustarte
- TN Aumentada + Cariotipo NormalDocumento6 páginasTN Aumentada + Cariotipo NormalCristian ParraAún no hay calificaciones
- Catalogo Mayordomo 2011Documento20 páginasCatalogo Mayordomo 2011torifazioAún no hay calificaciones
- Codigo ASME Seccion V Articulo 7 - 2010 en EspañolDocumento41 páginasCodigo ASME Seccion V Articulo 7 - 2010 en EspañolAsdrúbal Delgado80% (5)
- Especificaciones Técnicas Generales 4Documento6 páginasEspecificaciones Técnicas Generales 4Trinidad Teodora Adauto RojasAún no hay calificaciones
- Anexo Sesión #3 Datos Graficas Por Variables y EjerciciosDocumento15 páginasAnexo Sesión #3 Datos Graficas Por Variables y EjerciciosCarolina Del ValleAún no hay calificaciones
- Ejercicios Sobre Control de CalidadDocumento5 páginasEjercicios Sobre Control de Calidadmorales torresAún no hay calificaciones
- Carta de Control XS y XRMDocumento9 páginasCarta de Control XS y XRMAndrea Pérez BáezAún no hay calificaciones
- Ejercicios Sobre Control de CalidadDocumento6 páginasEjercicios Sobre Control de CalidadMayli MillaAún no hay calificaciones
- Bloque Ejercicios Graficos de Control Por VariablesDocumento14 páginasBloque Ejercicios Graficos de Control Por VariablesHECTOR RAMSES GOMEZ ARREOLAAún no hay calificaciones
- Limites de Control EstadísticoDocumento9 páginasLimites de Control EstadísticoLuisAún no hay calificaciones
- Trabajo #1 - CoespeDocumento6 páginasTrabajo #1 - CoespeMoises FerjosAún no hay calificaciones
- Final - Sosa Caballero CarlosDocumento10 páginasFinal - Sosa Caballero CarlosBRAULIO ADRIAN RUIZ TORRESAún no hay calificaciones
- Gráfica TeóricaDocumento6 páginasGráfica TeóricaVerónica ChávezAún no hay calificaciones
- Examen de Analisis de Orendain Alvarez Michelle y Avila 1Documento28 páginasExamen de Analisis de Orendain Alvarez Michelle y Avila 1RA ULAún no hay calificaciones
- Tablas EstadisticasDocumento34 páginasTablas EstadisticasMariana LunaAyalaAún no hay calificaciones
- Practica Calificada 2 Diseño y SolucionesDocumento16 páginasPractica Calificada 2 Diseño y Solucionesjose luisAún no hay calificaciones
- Ejemplos Conwip ExcelDocumento12 páginasEjemplos Conwip ExcelqweAún no hay calificaciones
- Ejerc Graficos Con VariablesDocumento11 páginasEjerc Graficos Con VariablesItzel Jacqueline Martinez Godinez0% (1)
- LISTADO PERSONAL MAQUINADOSDocumento17 páginasLISTADO PERSONAL MAQUINADOSFrank RojasAún no hay calificaciones
- Tercer Examen de Op-2022Documento2 páginasTercer Examen de Op-2022Pool GarciaAún no hay calificaciones
- Tablas para Control de ProcesosDocumento6 páginasTablas para Control de ProcesosMARVIN CEOPA TORRESAún no hay calificaciones
- Tablas EstadisticasDocumento25 páginasTablas EstadisticasJose Andrés ValverdeAún no hay calificaciones
- Contenido Armónico (Gráfico)Documento51 páginasContenido Armónico (Gráfico)Jorge Sebastian MartinezAún no hay calificaciones
- Tablas Esal y DiseñoDocumento25 páginasTablas Esal y DiseñoEimarNobleAún no hay calificaciones
- Ejercicios IAL-305Documento9 páginasEjercicios IAL-305Alvaro RGAún no hay calificaciones
- OPERACIONESDocumento5 páginasOPERACIONESGaby DiazAún no hay calificaciones
- Práctica 3.3 Diagramas de ControlDocumento25 páginasPráctica 3.3 Diagramas de ControlEbert Dante CAún no hay calificaciones
- Tabel DistribusiDocumento6 páginasTabel DistribusiBlech IlhamAún no hay calificaciones
- Tabelas Distribuicoes e Inferencia ClassicaDocumento12 páginasTabelas Distribuicoes e Inferencia ClassicaDomingosAún no hay calificaciones
- Tarea Cartas de ControlDocumento7 páginasTarea Cartas de ControlSalvador MartínezAún no hay calificaciones
- BorrarmeDocumento18 páginasBorrarmeJAVIER TELLO CAMPOSAún no hay calificaciones
- Clases Control Est.Documento8 páginasClases Control Est.Julian BastidasAún no hay calificaciones
- Informe 1 de InstrumentalDocumento10 páginasInforme 1 de InstrumentalJoseph ArgumeAún no hay calificaciones
- Taller Cartas de ControlDocumento3 páginasTaller Cartas de ControlingorejuelaAún no hay calificaciones
- Cartas de Control X-SDocumento12 páginasCartas de Control X-SAlejandro AnguloAún no hay calificaciones
- Tabla NEDocumento3 páginasTabla NEKery BrucknerAún no hay calificaciones
- Tabla de Distribucion Normal Pos (Imprimir)Documento2 páginasTabla de Distribucion Normal Pos (Imprimir)Sergio Alejandro Acosta CentenoAún no hay calificaciones
- Espectro de PseudoaceleracionDocumento5 páginasEspectro de PseudoaceleracionLuis HuamaniAún no hay calificaciones
- Z and T TablesDocumento6 páginasZ and T TablesNaman KhetpalAún no hay calificaciones
- Vero Ejercicicio Vida Útil AlumnosDocumento5 páginasVero Ejercicicio Vida Útil AlumnosVerónica Tovar RobledoAún no hay calificaciones
- ESTADISTICAS-9 TareaDocumento25 páginasESTADISTICAS-9 TareaJENNIFER ANGELICA ROBLES ESCOBARAún no hay calificaciones
- EstadísticA MELISSADocumento20 páginasEstadísticA MELISSAAlexandra GonzalezAún no hay calificaciones
- LefDocumento9 páginasLefevans_mbAún no hay calificaciones
- Cálculo de Proporciones para Distribución Normal y T de StudentDocumento11 páginasCálculo de Proporciones para Distribución Normal y T de StudentAskalosAún no hay calificaciones
- Tabla Distribucion Normal AcumulativaDocumento2 páginasTabla Distribucion Normal AcumulativaYeni Laura Felix HidalgoAún no hay calificaciones
- Estadística Aplicada TablasDocumento10 páginasEstadística Aplicada TablasJorge Alatrista RojasAún no hay calificaciones
- Tarea 1 Modelo Plan Producción Alumno Datos 20181029Documento1 páginaTarea 1 Modelo Plan Producción Alumno Datos 20181029ana.jimenezlAún no hay calificaciones
- Actividad 8Documento8 páginasActividad 8Santiago LanderosAún no hay calificaciones
- 3 ExaDocumento4 páginas3 ExaRusmael Lagos PeraltaAún no hay calificaciones
- Problemas de Cep CP y Cpk.Documento11 páginasProblemas de Cep CP y Cpk.lucas perezAún no hay calificaciones
- Metodo LG Sem II 2022 - AlumnosprofeDocumento6 páginasMetodo LG Sem II 2022 - AlumnosprofeMatix CodoceoAún no hay calificaciones
- Taller 1Documento9 páginasTaller 1Ramiirez AndresAún no hay calificaciones
- Informe Infiltracion de SueloDocumento11 páginasInforme Infiltracion de SueloSteven MamaniAún no hay calificaciones
- Proyecto Calidad 2016Documento11 páginasProyecto Calidad 2016Hugo CalixtroAún no hay calificaciones
- Estan Op paraDocumento4 páginasEstan Op paraSALVADOR ALCANTARA wilder DanielAún no hay calificaciones
- Tabla Z 2Documento1 páginaTabla Z 2Benjamin Hernandez MarquezAún no hay calificaciones
- Modulo 5 MSA Rev BDocumento30 páginasModulo 5 MSA Rev Bjuan carlos hernandez lopezAún no hay calificaciones
- Tabla de Consumo Aves Brown 2Documento4 páginasTabla de Consumo Aves Brown 2Robinson de jesus Calvo PayaresAún no hay calificaciones
- SelectionDocumento2 páginasSelectionjorgeAún no hay calificaciones
- Taller 3 Estimación de CostosDocumento17 páginasTaller 3 Estimación de CostosAnGie PallaRes100% (1)
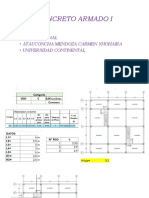
- Trabajo Final Concreto IDocumento32 páginasTrabajo Final Concreto ICARMEN YHOHAIRA ATAUCONCHA MENDOZAAún no hay calificaciones
- Compartir de AmigosDocumento9 páginasCompartir de AmigosBritsy Lopez RoncalAún no hay calificaciones
- Jesús Líder y SalvadorDocumento8 páginasJesús Líder y SalvadorBritsy Lopez RoncalAún no hay calificaciones
- GCP 2020i 3PC - 1158265880Documento3 páginasGCP 2020i 3PC - 1158265880Britsy Lopez RoncalAún no hay calificaciones
- GCP PresupuestosDocumento11 páginasGCP PresupuestosBritsy Lopez RoncalAún no hay calificaciones
- Plantilla PresupuestoDocumento2 páginasPlantilla PresupuestoBritsy Lopez RoncalAún no hay calificaciones
- Costos de DefectuososDocumento21 páginasCostos de DefectuososBritsy Lopez RoncalAún no hay calificaciones
- GCP 2020i 3PC - 1158265880Documento3 páginasGCP 2020i 3PC - 1158265880Britsy Lopez RoncalAún no hay calificaciones
- Costo EstándarDocumento43 páginasCosto EstándarBritsy Lopez RoncalAún no hay calificaciones
- Mapeo de ProcesoDocumento5 páginasMapeo de ProcesoBritsy Lopez RoncalAún no hay calificaciones
- Casos Presupuesto MaestroDocumento4 páginasCasos Presupuesto MaestroBritsy Lopez RoncalAún no hay calificaciones
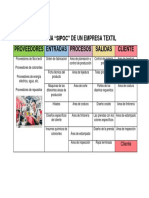
- SIPOCDocumento1 páginaSIPOCBritsy Lopez RoncalAún no hay calificaciones
- Ejercicios Semana 13xDocumento4 páginasEjercicios Semana 13xBritsy Lopez RoncalAún no hay calificaciones
- SIPOCDocumento1 páginaSIPOCBritsy Lopez Roncal40% (5)
- Foro Calificado 1 - ResueltoDocumento3 páginasForo Calificado 1 - ResueltoBritsy Lopez Roncal100% (1)
- Semanal EyG 1 BGUDocumento9 páginasSemanal EyG 1 BGUDoménica Chamba D.Aún no hay calificaciones
- Forma BDocumento4 páginasForma Bbenja heatsAún no hay calificaciones
- UNI7Documento61 páginasUNI7Jhon Smit Gonzales UscataAún no hay calificaciones
- Alimentos Ricos en VitaminasDocumento7 páginasAlimentos Ricos en VitaminasJessica Aguirre Crespo0% (1)
- Estadistica I - Evaluación 3 - Nota 5.0Documento5 páginasEstadistica I - Evaluación 3 - Nota 5.0senorx.hmAún no hay calificaciones
- Barrido Vertical TVDocumento17 páginasBarrido Vertical TVVictorSsantosAún no hay calificaciones
- La Hipotesis de GaiaDocumento16 páginasLa Hipotesis de GaiaMaría José Cisternas HormazábalAún no hay calificaciones
- Tarea 3 - Funcion Si.Documento7 páginasTarea 3 - Funcion Si.vivian marAún no hay calificaciones
- Informe PanchitoDocumento16 páginasInforme PanchitoCristian Barria HerreraAún no hay calificaciones
- Entrega Final Empresa NutresaDocumento15 páginasEntrega Final Empresa NutresaMireya100% (1)
- Reto Bto MDocumento39 páginasReto Bto MARELI CARDOZA GONZALEZAún no hay calificaciones
- INFORME MedicionesDocumento13 páginasINFORME MedicionesA Coy Pop Michael AndréAún no hay calificaciones
- Plan de Telecomunicaciones e Informatica y Servicios PostalesDocumento9 páginasPlan de Telecomunicaciones e Informatica y Servicios Postalesjose rojasAún no hay calificaciones
- FASE 4. El Sujeto TrascendenteDocumento6 páginasFASE 4. El Sujeto TrascendenteIvan Bolaño100% (2)
- Lissette Martinez - 5ta PracticaDocumento4 páginasLissette Martinez - 5ta PracticaLissette MartinezAún no hay calificaciones
- Cuestionario ExposicionesDocumento4 páginasCuestionario ExposicionesNicolás ContrerasAún no hay calificaciones
- Resolucion 9.70Documento2 páginasResolucion 9.70Dani SanchezAún no hay calificaciones
- Plan Estrategico Jardin Jose Cecilio Del ValleDocumento10 páginasPlan Estrategico Jardin Jose Cecilio Del ValleGloria OviedoAún no hay calificaciones
- Breve Introducción Al Peronismo EsotéricoDocumento2 páginasBreve Introducción Al Peronismo EsotéricoMaximiliano GálvezAún no hay calificaciones
- Relación 1 de Ejercicios de HTMLDocumento7 páginasRelación 1 de Ejercicios de HTMLCortés Medina Cristian JesúsAún no hay calificaciones
- SusecionesDocumento10 páginasSusecionesIgnacio SandovalAún no hay calificaciones
- Tarea 1. Analisis de La OperacionDocumento13 páginasTarea 1. Analisis de La OperacionBEYMAR ROJAS ZURITAAún no hay calificaciones
- OyM PD4 Grupo5Documento5 páginasOyM PD4 Grupo5Claudia Carolina Gomez CañazacaAún no hay calificaciones
- El Niño BerrinchudoDocumento35 páginasEl Niño BerrinchudoMary Pacheco0% (1)
- Matriz CategorialDocumento4 páginasMatriz CategorialAdri Gómez PastranaAún no hay calificaciones
- Productos Oficiales - Mas Natural Chile 2021Documento3 páginasProductos Oficiales - Mas Natural Chile 2021GonzaloAntonioAranedaVasconceloAún no hay calificaciones
- La Maestría Del AmorDocumento12 páginasLa Maestría Del AmorCesar Bautista MartinezAún no hay calificaciones
- Mar de AralDocumento15 páginasMar de AralDaniel GonzálezAún no hay calificaciones