También podría gustarte
- Medición de longitudes: Libro de consulta acerca de los procedimientos de medición en fabricaciónDe EverandMedición de longitudes: Libro de consulta acerca de los procedimientos de medición en fabricaciónCalificación: 4 de 5 estrellas4/5 (1)
- Calibracion de Cronometros DigitalesDocumento28 páginasCalibracion de Cronometros DigitalesMeyler Villalobos BravoAún no hay calificaciones
- Calibracion y Verificacion-1Documento30 páginasCalibracion y Verificacion-1Leo Hdz100% (1)
- ME-001 Procedimiento para La Calibración de Medidores de Vacío DIGITALDocumento58 páginasME-001 Procedimiento para La Calibración de Medidores de Vacío DIGITALjosearrietacoAún no hay calificaciones
- Calibracion de Multimetros CemDocumento50 páginasCalibracion de Multimetros CemJonatan Buitrago100% (1)
- Calibración de Equipos VolumetricosDocumento117 páginasCalibración de Equipos Volumetricosmilalex1aAún no hay calificaciones
- Cinta MetricaDocumento9 páginasCinta MetricaBrandon MoralesAún no hay calificaciones
- Curso Calculo de IncertidumbreDocumento56 páginasCurso Calculo de IncertidumbreNoel Lara MartinezAún no hay calificaciones
- Calibracion de FlexometrosDocumento18 páginasCalibracion de Flexometrosjmrozo3Aún no hay calificaciones
- PDF Calibracion CalibracionParTorsional TORQUIMETROS CENAMDocumento14 páginasPDF Calibracion CalibracionParTorsional TORQUIMETROS CENAMAndré Luiz Lopes da SilvaAún no hay calificaciones
- Cinta de AforoDocumento22 páginasCinta de AforoHarry Tutillo100% (1)
- NTC4057 Intervalos de Calibracion Laboratorio de EnsayosDocumento9 páginasNTC4057 Intervalos de Calibracion Laboratorio de EnsayoslomelindanielAún no hay calificaciones
- Certificado de Calibracion CINTA METRICADocumento2 páginasCertificado de Calibracion CINTA METRICAKristofer Antony Cuzcano CalderónAún no hay calificaciones
- Calibracion Dimensional12 Oct 04Documento30 páginasCalibracion Dimensional12 Oct 04Reyes MileAún no hay calificaciones
- Clase 11Documento35 páginasClase 11profjnapoles0% (1)
- Procedimiento de Calibracion de Flexómetros y Cintas MetricasDocumento3 páginasProcedimiento de Calibracion de Flexómetros y Cintas MetricasJhony Valencia100% (2)
- De Megóhmetros: Procedimiento El-004 para La CalibraciónDocumento38 páginasDe Megóhmetros: Procedimiento El-004 para La CalibraciónJunior Villalobos ValdiviesoAún no hay calificaciones
- VP06 Recurso08 Reloj ComparadorDocumento6 páginasVP06 Recurso08 Reloj ComparadorEmilio MezaAún no hay calificaciones
- Procedimiento de Calibracio NDocumento54 páginasProcedimiento de Calibracio Nmiguel1360Aún no hay calificaciones
- Anteproyecto ENSAYODocumento8 páginasAnteproyecto ENSAYOKaren Vizconde Suarez100% (2)
- Procedimiento TH-005 para La Calibración Por ComparaciónDocumento50 páginasProcedimiento TH-005 para La Calibración Por ComparaciónMarcelo David Ruales100% (1)
- Metrologia Fisica Basica IDocumento74 páginasMetrologia Fisica Basica Isebastiantobon85Aún no hay calificaciones
- Rdi-239 Error Máx Permitido Equipos Rv.2 CemtDocumento1 páginaRdi-239 Error Máx Permitido Equipos Rv.2 CemthassanjarabaAún no hay calificaciones
- Ba LanzaDocumento108 páginasBa LanzaKarina PMAún no hay calificaciones
- Estimacion de La IncertidumbreDocumento11 páginasEstimacion de La IncertidumbrerayAún no hay calificaciones
- Me-001 Calibración de Medidores de Vacio PDFDocumento58 páginasMe-001 Calibración de Medidores de Vacio PDFAndres VegaAún no hay calificaciones
- Metrologia Dimensional 1Documento35 páginasMetrologia Dimensional 1ADOLFOAún no hay calificaciones
- NOM-093-SCFI-1994, Válvulas de Relevo de PresiónDocumento105 páginasNOM-093-SCFI-1994, Válvulas de Relevo de PresiónYeny PequesAún no hay calificaciones
- Curso - Taller CALIBRACIOM TEGMETROrev3 PDFDocumento287 páginasCurso - Taller CALIBRACIOM TEGMETROrev3 PDFLenin Bolaños IdrovoAún no hay calificaciones
- Curso Verif de Manometros - PPSX 2Documento44 páginasCurso Verif de Manometros - PPSX 2MIGUEL FELIPE ORDAZ HIGAREDAAún no hay calificaciones
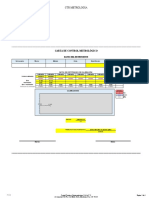
- Carta Control de DerivaDocumento3 páginasCarta Control de DerivaAlberto GarciaAún no hay calificaciones
- CEM ME-003e Ma No Metros Vacuometros ManovacuometrosDocumento37 páginasCEM ME-003e Ma No Metros Vacuometros ManovacuometrosLeidy Viviana Gutierrez GamboaAún no hay calificaciones
- Cabracion ManometrosDocumento20 páginasCabracion ManometrosRaúl González ParedesAún no hay calificaciones
- Di-016 Calibracion Patrones Cilindricos de DiametroDocumento26 páginasDi-016 Calibracion Patrones Cilindricos de DiametroJAVIERENSAYOSLLANTASAún no hay calificaciones
- El 014e PDFDocumento36 páginasEl 014e PDFcalibrator1Aún no hay calificaciones
- Procedimientodi-010comparadores MecanicosDocumento95 páginasProcedimientodi-010comparadores MecanicosMayra GonzalezAún no hay calificaciones
- Intervalos de Calibración PDFDocumento2 páginasIntervalos de Calibración PDFjennijohanaAún no hay calificaciones
- Error Versus Incertidumbre de La MediciónDocumento57 páginasError Versus Incertidumbre de La MediciónRicarditoAún no hay calificaciones
- Procedimiento de Calibracion para Calibres de Límites LisosDocumento6 páginasProcedimiento de Calibracion para Calibres de Límites LisosJoaquin GrAún no hay calificaciones
- El-001 Multimetros Digitales Menos 6 y MedioDocumento28 páginasEl-001 Multimetros Digitales Menos 6 y MedioJsjsjsAún no hay calificaciones
- 2 Calibracion Balanzasde PresionDocumento41 páginas2 Calibracion Balanzasde Presiongvo9Aún no hay calificaciones
- Paper R&RDocumento11 páginasPaper R&RAbel NightroadAún no hay calificaciones
- Cómo Solicitar La Calibración de Un InstrumentoDocumento4 páginasCómo Solicitar La Calibración de Un InstrumentoJeyson JuniorAún no hay calificaciones
- Como Calibrar Un Vernier y MicrometroDocumento8 páginasComo Calibrar Un Vernier y MicrometroNayrobi AcostaAún no hay calificaciones
- Libro de CalibracionDocumento69 páginasLibro de CalibracionTania Janina Aguinsaca100% (1)
- 6ej-Evalu Cenam Calculo IncertidumbresDocumento34 páginas6ej-Evalu Cenam Calculo IncertidumbresJose Domingo Palomino MartinezAún no hay calificaciones
- Influencia de La Estadistica en La MetrologiaDocumento80 páginasInfluencia de La Estadistica en La MetrologiaMaguiña Polanco Eric0% (1)
- Incertidumbre de Una MediciónDocumento3 páginasIncertidumbre de Una MediciónLuis Miguel Vergara GonzalezAún no hay calificaciones
- Calibracion y Certificacion de InstrumentosDocumento22 páginasCalibracion y Certificacion de InstrumentosGerard JuarezAún no hay calificaciones
- NTC4288Documento30 páginasNTC4288Charles Guzman0% (1)
- Ensayo de AptitudDocumento8 páginasEnsayo de AptitudStephane Lovon100% (1)
- Calibración de Indicadores de FlujoDocumento15 páginasCalibración de Indicadores de FlujoEulises De Lazaro ToribioAún no hay calificaciones
- Guia Termometros de Radiacion-2019!08!27Documento36 páginasGuia Termometros de Radiacion-2019!08!27enrique11882Aún no hay calificaciones
- ASEGURAMIENTOMETROLOGICODocumento38 páginasASEGURAMIENTOMETROLOGICOramakarunaAún no hay calificaciones
- Calibracin de InstrumentosDocumento34 páginasCalibracin de InstrumentosGoakofAún no hay calificaciones
- 15 Taller de Confirmación MetrológicaDocumento50 páginas15 Taller de Confirmación MetrológicaMr976100% (1)
- Como Calibrar en TemperaturaDocumento8 páginasComo Calibrar en TemperaturananizooAún no hay calificaciones
- Pruebas de AptitudDocumento16 páginasPruebas de AptitudFrancisco HernandezAún no hay calificaciones
- Trabajo Procedimiento NormalizadoDocumento6 páginasTrabajo Procedimiento NormalizadoSergio AltamarAún no hay calificaciones
- CEM EL-017 Cajas de CondensadoresDocumento46 páginasCEM EL-017 Cajas de CondensadoresRafael GarzónAún no hay calificaciones
- Verificación y Control de Piezas y Máquinas HerramientasDocumento7 páginasVerificación y Control de Piezas y Máquinas HerramientasPatricio LaraAún no hay calificaciones
- Tarea1 CON200Documento11 páginasTarea1 CON200Diego PeraltaAún no hay calificaciones
- Reporte Proyecto Formativo - 1004086 - Diseno y Fabricacion de Elementos MecánicosDocumento10 páginasReporte Proyecto Formativo - 1004086 - Diseno y Fabricacion de Elementos MecánicosthoroidAún no hay calificaciones
- Presentación LegoDocumento17 páginasPresentación LegothoroidAún no hay calificaciones
- CENAMDocumento9 páginasCENAMthoroidAún no hay calificaciones
- Ficha Técnica - Sonda de TemperaturaDocumento1 páginaFicha Técnica - Sonda de TemperaturathoroidAún no hay calificaciones
- Ficha Técnica Tq100 f1Documento1 páginaFicha Técnica Tq100 f1thoroidAún no hay calificaciones
- Manual Usuario GruplacDocumento29 páginasManual Usuario GruplacthoroidAún no hay calificaciones
- Guia de AprendizajeDocumento8 páginasGuia de AprendizajethoroidAún no hay calificaciones
- Primer Semestre Aseguramiento Metrológico IndustrialDocumento2 páginasPrimer Semestre Aseguramiento Metrológico IndustrialthoroidAún no hay calificaciones
- El Sitio Arqueologico de Quilla Rumi HuaDocumento14 páginasEl Sitio Arqueologico de Quilla Rumi HuaCristian SalvadorAún no hay calificaciones
- E Unidad 3 Act8 Tasa de Cambio Maria Guadalupe Santiago BautistaDocumento5 páginasE Unidad 3 Act8 Tasa de Cambio Maria Guadalupe Santiago BautistaDiegoAún no hay calificaciones
- Cuestionario Cap 8 CengelDocumento2 páginasCuestionario Cap 8 CengelNayeli Miranda ValdovinosAún no hay calificaciones
- Centro de PresionesDocumento24 páginasCentro de PresionesMartin Palma100% (1)
- Método de Los Coeficiente Del Aci 18.06.15Documento34 páginasMétodo de Los Coeficiente Del Aci 18.06.15editha_mejía100% (2)
- Nagel Hullen Anglica Cristina. Cidadania e Direitos Sociais No Brasil - Um LongDocumento15 páginasNagel Hullen Anglica Cristina. Cidadania e Direitos Sociais No Brasil - Um LongClara AssisAún no hay calificaciones
- Medidas de Tendencia CentralDocumento7 páginasMedidas de Tendencia CentralDaniela MuñozAún no hay calificaciones
- 5sol Uciones A Los Ejercicios y Problema PDFDocumento24 páginas5sol Uciones A Los Ejercicios y Problema PDFLuis SalinasAún no hay calificaciones
- Teoria DecimalesDocumento6 páginasTeoria DecimalesfelixperezvAún no hay calificaciones
- Diseño Geométrico de Vías: Alineamiento VerticalDocumento85 páginasDiseño Geométrico de Vías: Alineamiento VerticalCristian Daniel PossoAún no hay calificaciones
- Maximo EnteroDocumento6 páginasMaximo EnteroJavier SuarezAún no hay calificaciones
- Quiz 2 - Semana 6 - CB - Primer Bloque-Probabilidad - (Grupo3)Documento7 páginasQuiz 2 - Semana 6 - CB - Primer Bloque-Probabilidad - (Grupo3)Daniel SernaAún no hay calificaciones
- Expresiones AlgebraicasDocumento17 páginasExpresiones AlgebraicasPatricia Cortés SalazarAún no hay calificaciones
- Actividad 2Documento6 páginasActividad 2Prudencio Álvarez de la CruzAún no hay calificaciones
- Cómo Enseñar Matemáticas en Nivel InicialDocumento4 páginasCómo Enseñar Matemáticas en Nivel InicialWilder Carmona RojasAún no hay calificaciones
- Metabical FinalDocumento12 páginasMetabical FinalLeo MarotoAún no hay calificaciones
- BotadoresDocumento2 páginasBotadoresjhon jairo arangoAún no hay calificaciones
- Área de Regiones Poligonales y de Una Región Triangular - TeoríaDocumento16 páginasÁrea de Regiones Poligonales y de Una Región Triangular - Teoríafrancisco tarazona zuritaAún no hay calificaciones
- Suspension NeumaticaDocumento19 páginasSuspension NeumaticaPablo Cardo SanchisAún no hay calificaciones
- El Envite CientíficoDocumento3 páginasEl Envite CientíficoJose Luis Soberanis GaleanaAún no hay calificaciones
- Informe Rendimiento DBADocumento10 páginasInforme Rendimiento DBAGeorge007777Aún no hay calificaciones
- Aplicaciones de La DerivadaDocumento24 páginasAplicaciones de La DerivadaValentina Perez QuinteroAún no hay calificaciones
- Auditoría. Un Nuevo Enfoque Empresarial. Slosse.Documento124 páginasAuditoría. Un Nuevo Enfoque Empresarial. Slosse.Julio Roberto33% (3)
- Ficha de Actividades #05 Título de La Sesión: "Determinamos Las Dimensiones de Un Terreno"Documento3 páginasFicha de Actividades #05 Título de La Sesión: "Determinamos Las Dimensiones de Un Terreno"fabirun413Aún no hay calificaciones
- Calculo Dif.Documento6 páginasCalculo Dif.VG JoseAún no hay calificaciones
- Limites y Ley L'HopitalDocumento4 páginasLimites y Ley L'HopitalCristianAún no hay calificaciones