También podría gustarte
- Actividad 2Documento8 páginasActividad 2Carlos RuizAún no hay calificaciones
- Guía Meter Toledo - Clasificación de Zonas PeligrosasDocumento48 páginasGuía Meter Toledo - Clasificación de Zonas PeligrosasJohan Bernal Chavez C.Aún no hay calificaciones
- IKS - Procurement of AOCC and MSI - IKUSI SPIDER - 24072017 - V3.en - EsDocumento60 páginasIKS - Procurement of AOCC and MSI - IKUSI SPIDER - 24072017 - V3.en - EsLUIS GIRALDOAún no hay calificaciones
- Instrucciones PLC DL06 WX y RX (Esp) PDFDocumento26 páginasInstrucciones PLC DL06 WX y RX (Esp) PDFDelio DuranAún no hay calificaciones
- PLC dl06Documento13 páginasPLC dl06Haniel MartinezAún no hay calificaciones
- Curso ISA Fieldbus Foundation Agosto 2013Documento226 páginasCurso ISA Fieldbus Foundation Agosto 2013Jose Francisco GonzalezAún no hay calificaciones
- KoyoDocumento76 páginasKoyoroomelAún no hay calificaciones
- CirosRobotics 2013 I HSDocumento50 páginasCirosRobotics 2013 I HSDaniel Henao SantanaAún no hay calificaciones
- Controladores Lógicos Programables PLCS: Msc. July Andrea Gómez CamperosDocumento43 páginasControladores Lógicos Programables PLCS: Msc. July Andrea Gómez Camperosluis chaustreAún no hay calificaciones
- HaiwellHappy - ManualDocumento488 páginasHaiwellHappy - ManualJose Enrique Aguilar CarbajalAún no hay calificaciones
- ProgramacionDocumento370 páginasProgramacionAriel Hernandez JimenezAún no hay calificaciones
- Comunicación OPCDocumento16 páginasComunicación OPCChristian Supe100% (1)
- Guia - PLC Del SemaforoDocumento4 páginasGuia - PLC Del SemaforoLuis Eduardo Aguayo SaldivarAún no hay calificaciones
- Aplicaciones OPC ServerDocumento13 páginasAplicaciones OPC ServerJorge VargasAún no hay calificaciones
- Introducción A HMI (Interfaz Hombre Máquina)Documento5 páginasIntroducción A HMI (Interfaz Hombre Máquina)Teckelino100% (1)
- Introducción al lenguaje de programación LadderDocumento9 páginasIntroducción al lenguaje de programación Ladderjose marquezAún no hay calificaciones
- Automatismo Programable Por PLCDocumento19 páginasAutomatismo Programable Por PLCHenry Blas SolanoAún no hay calificaciones
- DcsDocumento7 páginasDcsIgnacio Antonio Arevalo Budaleo100% (1)
- 1.teoría de DrivesDocumento87 páginas1.teoría de DrivesGerard Taip AliagaAún no hay calificaciones
- Programacion Basica Del PLCDocumento14 páginasProgramacion Basica Del PLCBrian Ubillús RodríguezAún no hay calificaciones
- ISA S53 Presentacion - PDFDocumento22 páginasISA S53 Presentacion - PDFNorvelis SolerAún no hay calificaciones
- Manual IntouchDocumento57 páginasManual IntouchCristhian Cevallos EstupiñanAún no hay calificaciones
- Protocolos de Comunicaciones IndustrialesDocumento9 páginasProtocolos de Comunicaciones IndustrialesErick Fernando RivasAún no hay calificaciones
- Sistema Internacional de Unidades y sus aplicaciones en instrumentos de pesajeDocumento31 páginasSistema Internacional de Unidades y sus aplicaciones en instrumentos de pesajeLuispompillaAún no hay calificaciones
- Instrumentación Capacitación 2022Documento150 páginasInstrumentación Capacitación 2022Fernando BustamanteAún no hay calificaciones
- Micrologix1500 Modulo EniDocumento12 páginasMicrologix1500 Modulo EniAguirre Castillo Jose de JesusAún no hay calificaciones
- s11 Ai II 2021 ProfibusDocumento7 páginass11 Ai II 2021 ProfibusJUAN QUESQUEN QUISPEAún no hay calificaciones
- Manual IND780Documento120 páginasManual IND780Jesus FloresAún no hay calificaciones
- Lampara Led de Fototerapia para Neonatos.Documento17 páginasLampara Led de Fototerapia para Neonatos.Pablo De Jesus Aguirre LeivaAún no hay calificaciones
- Tutorial Intouch 1 - AnimacionDocumento3 páginasTutorial Intouch 1 - AnimacionJuan Carlos Gonzalez0% (1)
- LPAIC2010Documento189 páginasLPAIC2010Oskar RockdriguezAún no hay calificaciones
- Intouch ProgramacionDocumento22 páginasIntouch ProgramacionYonel Silva PariAún no hay calificaciones
- Automatización comunicaciones fibra óptica PLCDocumento5 páginasAutomatización comunicaciones fibra óptica PLCJOHANAAún no hay calificaciones
- WirelessHART Bolivia 2017Documento62 páginasWirelessHART Bolivia 2017rogelio surco100% (1)
- Protocolos Industriales CIPDocumento48 páginasProtocolos Industriales CIPPaul EcheverríaAún no hay calificaciones
- Protocolo Foundation FIELDBUS: Comunicaciones digitales para automatización industrialDocumento25 páginasProtocolo Foundation FIELDBUS: Comunicaciones digitales para automatización industrialbrayan arley diaz diazAún no hay calificaciones
- PLC - Informacion GeneralDocumento46 páginasPLC - Informacion GeneralGilberto MottoAún no hay calificaciones
- ModbusDocumento13 páginasModbusKevin MogrovejoAún no hay calificaciones
- Interfaz de Comunicación COMMGRDocumento37 páginasInterfaz de Comunicación COMMGRIvan SilvaAún no hay calificaciones
- Acceso Datos Instrumento InteligenteDocumento30 páginasAcceso Datos Instrumento Inteligentepablosky33Aún no hay calificaciones
- Manual Direc LogicDocumento52 páginasManual Direc LogicJulita SalcedoAún no hay calificaciones
- As IDocumento13 páginasAs IlcastroqAún no hay calificaciones
- Lab 06 - OPC Con Intouch Vs1Documento7 páginasLab 06 - OPC Con Intouch Vs1Richard Fleyder Sosa SolisAún no hay calificaciones
- ProfibusDocumento46 páginasProfibusAaron Palomino Ramirez100% (1)
- SCADA para control de bombeo de aguaDocumento40 páginasSCADA para control de bombeo de aguaÓscarAún no hay calificaciones
- Informe de Protocolos de Comunicacion y Sus Componetes en PLCDocumento14 páginasInforme de Protocolos de Comunicacion y Sus Componetes en PLCWilson N GarciaAún no hay calificaciones
- Analogicas PDFDocumento7 páginasAnalogicas PDFagrcastAún no hay calificaciones
- Cableado Profibus SiemensDocumento36 páginasCableado Profibus SiemensFernando David Siles NatesAún no hay calificaciones
- PROFINETDocumento14 páginasPROFINETAlejandro AlfaroAún no hay calificaciones
- Tutorial Configuración Wifi FlexyDocumento12 páginasTutorial Configuración Wifi FlexyRoberto GarridoAún no hay calificaciones
- Manual de Instalacion y Uso de Kit FUNDAMENTOS DE TRANSDUCTORES LAB-VOLTDocumento7 páginasManual de Instalacion y Uso de Kit FUNDAMENTOS DE TRANSDUCTORES LAB-VOLTDaniel Rocha UgaldeAún no hay calificaciones
- Esquema Mtu y RtuDocumento2 páginasEsquema Mtu y RtuMiguel BscAún no hay calificaciones
- Documento PLC OmronDocumento18 páginasDocumento PLC OmronWilliam JoyaAún no hay calificaciones
- Aplicaciones DistribuidasDocumento11 páginasAplicaciones DistribuidasLcda. Ekmairen Valecillos100% (1)
- Tutorial de Simulación en RSLogix 5000Documento35 páginasTutorial de Simulación en RSLogix 5000Xiaomi RedmiAún no hay calificaciones
- Laboratorio 2Documento11 páginasLaboratorio 2Cesar Cordova FuentesAún no hay calificaciones
- Manual Del CursoDocumento43 páginasManual Del CursoRoberto Asencion AlcantarAún no hay calificaciones
- Laboratorio AutomatizacionDocumento8 páginasLaboratorio AutomatizacionAndres Felipe Vasquez RojasAún no hay calificaciones
- Lab1 Comunicacion Relays - Koyo Modbus UfpsDocumento13 páginasLab1 Comunicacion Relays - Koyo Modbus UfpsMarilyn Martinez Villamizar100% (1)
- Sistema ScadaDocumento8 páginasSistema ScadaMario RHAún no hay calificaciones
- Guia Variador de Velocidad PWMDocumento6 páginasGuia Variador de Velocidad PWMPEDROAún no hay calificaciones
- Guia Laboratorio TriacDocumento11 páginasGuia Laboratorio TriacPEDROAún no hay calificaciones
- Guia Laboratorio SCRDocumento16 páginasGuia Laboratorio SCRPEDROAún no hay calificaciones
- Ejercicio de AutomatizacionDocumento9 páginasEjercicio de AutomatizacionPEDROAún no hay calificaciones
- Lab1 Comunicacion Relays - Koyo Modbus UfpsDocumento13 páginasLab1 Comunicacion Relays - Koyo Modbus UfpsMarilyn Martinez Villamizar100% (1)
- Comandos básicos de Excel para principiantesDocumento33 páginasComandos básicos de Excel para principiantesVictorOrozcoAún no hay calificaciones
- Comandos básicos de Excel para principiantesDocumento33 páginasComandos básicos de Excel para principiantesVictorOrozcoAún no hay calificaciones
- Comandos básicos de Excel para principiantesDocumento33 páginasComandos básicos de Excel para principiantesVictorOrozcoAún no hay calificaciones
- Tipo Deva Riad orDocumento8 páginasTipo Deva Riad orPEDROAún no hay calificaciones
- Manual Fc202Documento260 páginasManual Fc202Cristian Lemus Borja100% (1)
- Tesisespaña PDFDocumento148 páginasTesisespaña PDFPEDROAún no hay calificaciones
- Integrales ImpropiasDocumento10 páginasIntegrales ImpropiasJose Vilca LugoAún no hay calificaciones
- Practica 2Documento13 páginasPractica 2MISANEAún no hay calificaciones
- Ensayo Therac 25 SoDocumento5 páginasEnsayo Therac 25 SoEdsonD.Apari100% (1)
- Lista de AsistenciaDocumento1 páginaLista de AsistenciaYanella AlcocerAún no hay calificaciones
- Manual de SeguridadDocumento5 páginasManual de SeguridadCamilo IbarraAún no hay calificaciones
- MERCHANDISING Y VISUAL PARA GANAR EN EL PUNTO DE VENTADocumento8 páginasMERCHANDISING Y VISUAL PARA GANAR EN EL PUNTO DE VENTAAngela Maria Galindo RomeroAún no hay calificaciones
- EjerciciosDocumento4 páginasEjerciciosMonica JaraAún no hay calificaciones
- 749 Importacion de Cuentas y Polizas A CF2Documento23 páginas749 Importacion de Cuentas y Polizas A CF2JorgeManriquezAún no hay calificaciones
- Vogel Semi FODA 2dias PDFDocumento8 páginasVogel Semi FODA 2dias PDFJenifer UCAún no hay calificaciones
- Guía de Osciloscopios B&K PrecisionDocumento35 páginasGuía de Osciloscopios B&K PrecisionwaltergamAún no hay calificaciones
- Cuatro Extensiones Útiles para Google ChromeDocumento4 páginasCuatro Extensiones Útiles para Google ChromekarlaflechaAún no hay calificaciones
- Ejemplo de Formulario VBA en ExcelDocumento6 páginasEjemplo de Formulario VBA en ExcelEdson LópezAún no hay calificaciones
- TAAC Técnicas de Auditoría Asistidas Por ComputadoraDocumento8 páginasTAAC Técnicas de Auditoría Asistidas Por ComputadoramariaAún no hay calificaciones
- Ejercicios NorthwindDocumento4 páginasEjercicios NorthwindSlash2x50% (4)
- BEA 150/250/350 InstruccionesDocumento32 páginasBEA 150/250/350 InstruccionesElio Custodio HuachacaAún no hay calificaciones
- Algoritmo de EuclidesDocumento7 páginasAlgoritmo de EuclidesJoseph Pinchi VargasAún no hay calificaciones
- Salvar datos Knoppix LiveCDDocumento4 páginasSalvar datos Knoppix LiveCDpatricio8008Aún no hay calificaciones
- Manual Revit 2011 2Documento31 páginasManual Revit 2011 2Jackieli Janet PalmaAún no hay calificaciones
- MONT IonizadorDocumento3 páginasMONT IonizadorConde JuanjoAún no hay calificaciones
- HT Harfang UtpaDocumento8 páginasHT Harfang Utpahenry_zambranoAún no hay calificaciones
- Guia de ProgramacionDocumento8 páginasGuia de ProgramacionJose CamposAún no hay calificaciones
- Creación de tablas para base de datos de gimnasio con restriccionesDocumento9 páginasCreación de tablas para base de datos de gimnasio con restriccionesewjfAún no hay calificaciones
- Plan de Superacion2 8ºDocumento15 páginasPlan de Superacion2 8ºmatematicasbgAún no hay calificaciones
- Caso Coca ColaDocumento3 páginasCaso Coca ColaJennifer PillacaAún no hay calificaciones
- 03DESCRIPCIONFISICAYTECNICADELFISIOGRAFODocumento7 páginas03DESCRIPCIONFISICAYTECNICADELFISIOGRAFOjesusrosales111Aún no hay calificaciones
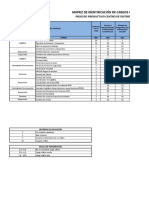
- Matriz de Identificación de Cargos CríticosDocumento3 páginasMatriz de Identificación de Cargos CríticosAlfonso Valdivia67% (3)
- Evidencia Guia 3Documento1 páginaEvidencia Guia 3Callejas Polanco JavierAún no hay calificaciones
- Desing ThinkingDocumento100 páginasDesing ThinkingDarWin VinueZa100% (1)
- PDF DR-C240Documento4 páginasPDF DR-C240Orlando Valderrama HernandezAún no hay calificaciones
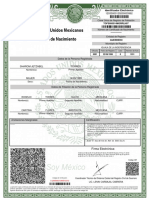
- Acta NacimientoDocumento1 páginaActa NacimientoSharom Torres FloresAún no hay calificaciones
- LAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.De EverandLAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.Calificación: 4.5 de 5 estrellas4.5/5 (54)
- 7 tendencias digitales que cambiarán el mundoDe Everand7 tendencias digitales que cambiarán el mundoCalificación: 4.5 de 5 estrellas4.5/5 (87)
- Clics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaDe EverandClics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaCalificación: 4.5 de 5 estrellas4.5/5 (116)
- Influencia. La psicología de la persuasiónDe EverandInfluencia. La psicología de la persuasiónCalificación: 4.5 de 5 estrellas4.5/5 (14)
- Resumen de El cuadro de mando integral paso a paso de Paul R. NivenDe EverandResumen de El cuadro de mando integral paso a paso de Paul R. NivenCalificación: 5 de 5 estrellas5/5 (2)
- Lean Seis Sigma: La guía definitiva sobre Lean Seis Sigma, Lean Enterprise y Lean Manufacturing, con herramientas para incrementar la eficiencia y la satisfacción del clienteDe EverandLean Seis Sigma: La guía definitiva sobre Lean Seis Sigma, Lean Enterprise y Lean Manufacturing, con herramientas para incrementar la eficiencia y la satisfacción del clienteCalificación: 4.5 de 5 estrellas4.5/5 (5)
- Investigación de operaciones: Conceptos fundamentalesDe EverandInvestigación de operaciones: Conceptos fundamentalesCalificación: 4.5 de 5 estrellas4.5/5 (2)
- ¿Cómo piensan las máquinas?: Inteligencia artificial para humanosDe Everand¿Cómo piensan las máquinas?: Inteligencia artificial para humanosCalificación: 5 de 5 estrellas5/5 (1)
- Excel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteDe EverandExcel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteCalificación: 1 de 5 estrellas1/5 (1)
- Minería de Datos: Guía de Minería de Datos para Principiantes, que Incluye Aplicaciones para Negocios, Técnicas de Minería de Datos, Conceptos y MásDe EverandMinería de Datos: Guía de Minería de Datos para Principiantes, que Incluye Aplicaciones para Negocios, Técnicas de Minería de Datos, Conceptos y MásCalificación: 4.5 de 5 estrellas4.5/5 (4)
- Estructuras de Datos Básicas: Programación orientada a objetos con JavaDe EverandEstructuras de Datos Básicas: Programación orientada a objetos con JavaCalificación: 5 de 5 estrellas5/5 (1)
- ChatGPT Ganar Dinero Desde Casa Nunca fue tan Fácil Las 7 mejores fuentes de ingresos pasivos con Inteligencia Artificial (IA): libros, redes sociales, marketing digital, programación...De EverandChatGPT Ganar Dinero Desde Casa Nunca fue tan Fácil Las 7 mejores fuentes de ingresos pasivos con Inteligencia Artificial (IA): libros, redes sociales, marketing digital, programación...Calificación: 5 de 5 estrellas5/5 (4)
- Excel 2021 y 365 Paso a Paso: Paso a PasoDe EverandExcel 2021 y 365 Paso a Paso: Paso a PasoCalificación: 5 de 5 estrellas5/5 (12)
- Excel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másDe EverandExcel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másCalificación: 2.5 de 5 estrellas2.5/5 (3)
- EL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.De EverandEL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Calificación: 4 de 5 estrellas4/5 (51)
- El trading online de una forma sencilla: Cómo convertirse en un inversionista online y descubrir las bases para lograr un trading de éxitoDe EverandEl trading online de una forma sencilla: Cómo convertirse en un inversionista online y descubrir las bases para lograr un trading de éxitoCalificación: 4 de 5 estrellas4/5 (30)
- Aprender Illustrator 2020 con 100 ejercicios prácticosDe EverandAprender Illustrator 2020 con 100 ejercicios prácticosAún no hay calificaciones
- Auditoría de seguridad informática: Curso prácticoDe EverandAuditoría de seguridad informática: Curso prácticoCalificación: 5 de 5 estrellas5/5 (1)
- La biblia del e-commerce: Los secretos de la venta online. Más de mil ideas para vender por internetDe EverandLa biblia del e-commerce: Los secretos de la venta online. Más de mil ideas para vender por internetCalificación: 5 de 5 estrellas5/5 (7)
- Organizaciones Exponenciales: Por qué existen nuevas organizaciones diez veces más escalables y rentables que la tuya (y qué puedes hacer al respecto)De EverandOrganizaciones Exponenciales: Por qué existen nuevas organizaciones diez veces más escalables y rentables que la tuya (y qué puedes hacer al respecto)Calificación: 4.5 de 5 estrellas4.5/5 (11)
- AngularJS: Conviértete en el profesional que las compañías de software necesitan.De EverandAngularJS: Conviértete en el profesional que las compañías de software necesitan.Calificación: 3.5 de 5 estrellas3.5/5 (3)
- El mito de la inteligencia artificial: Por qué las máquinas no pueden pensar como nosotros lo hacemosDe EverandEl mito de la inteligencia artificial: Por qué las máquinas no pueden pensar como nosotros lo hacemosCalificación: 5 de 5 estrellas5/5 (2)
- Reparar (casi) cualquier cosa: Cómo ajustar los objetos de uso cotidiano con la electrónica y la impresora 3DDe EverandReparar (casi) cualquier cosa: Cómo ajustar los objetos de uso cotidiano con la electrónica y la impresora 3DCalificación: 5 de 5 estrellas5/5 (6)
- La Vida Útil de los Alimentos y sus Principales Reacciones: ¿Qué pasa en los alimentos con el tiempo?De EverandLa Vida Útil de los Alimentos y sus Principales Reacciones: ¿Qué pasa en los alimentos con el tiempo?Calificación: 2 de 5 estrellas2/5 (1)