También podría gustarte
- CNC Router 3018PRO User Manual EspañolDocumento52 páginasCNC Router 3018PRO User Manual EspañolAlessandro Villegas88% (26)
- Manual Taller HiluxDocumento246 páginasManual Taller HiluxJuan Carlos100% (29)
- Administracion Exitosa de ProyectosDocumento40 páginasAdministracion Exitosa de ProyectosOdilon Cruz Gonzalez14% (7)
- Norma Boliviana NB 1225001-1 CompDocumento408 páginasNorma Boliviana NB 1225001-1 CompRocio Hilari100% (1)
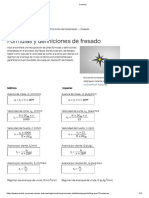
- Fresado PDFDocumento11 páginasFresado PDFPablito Alfa GtAún no hay calificaciones
- IN179-Examen Final-Con RespuestaDocumento4 páginasIN179-Examen Final-Con RespuestaJean Gonzales100% (1)
- Plantilla Hoja de Proceso Riel PoleaDocumento20 páginasPlantilla Hoja de Proceso Riel Poleadavid yovilAún no hay calificaciones
- Gestion de Administracion TR1 .Documento11 páginasGestion de Administracion TR1 .Pablito Huaman Yachas50% (2)
- Hoja de Procesos Pieza 2Documento5 páginasHoja de Procesos Pieza 2Yeltsin FrancoAún no hay calificaciones
- Maquinados CeniceroDocumento25 páginasMaquinados CeniceroBraiton HarrisonAún no hay calificaciones
- F. T. Alimentadores de Bagazo Caldera FW-3Documento12 páginasF. T. Alimentadores de Bagazo Caldera FW-3Manuel Mariñes DelgadoAún no hay calificaciones
- Informe Bola de RemolqueDocumento5 páginasInforme Bola de RemolqueKevinJosueAcostaAún no hay calificaciones
- Ciclo de FabricaciónDocumento14 páginasCiclo de FabricaciónKevin SaavedraAún no hay calificaciones
- Secuencia de Manufactura SOPORTEDocumento3 páginasSecuencia de Manufactura SOPORTESantiago Carballo SánchezAún no hay calificaciones
- Problemas Procesos de ManufacturaDocumento21 páginasProblemas Procesos de ManufacturaAndrea Ayón PAún no hay calificaciones
- Hoja de Procesos Practica de TornoDocumento4 páginasHoja de Procesos Practica de TornoJesus SerranoAún no hay calificaciones
- Tema A-Desarrollo-IN179-Examen Final-2021-2Documento6 páginasTema A-Desarrollo-IN179-Examen Final-2021-2Ana Cristina Fernandez VigilAún no hay calificaciones
- Excel Examen Final Cad CamDocumento11 páginasExcel Examen Final Cad CamEmerson Chávez CarbajalAún no hay calificaciones
- Ejemplo de Proyecto Voladura de RocasDocumento10 páginasEjemplo de Proyecto Voladura de RocasAndres BermudezAún no hay calificaciones
- CoroPlusToolGuide Report 2023-08-27Documento5 páginasCoroPlusToolGuide Report 2023-08-27Johonas JohonasAún no hay calificaciones
- Practica 5Documento8 páginasPractica 5Abigail MelendezAún no hay calificaciones
- Vtc-100-Valvula-De Toma-Term-De-Rosca-Conica-Larga-Concyssa-IndustrialDocumento1 páginaVtc-100-Valvula-De Toma-Term-De-Rosca-Conica-Larga-Concyssa-IndustrialAlan Belizario MAún no hay calificaciones
- Ets Tinoco Justo Jose de JesusDocumento6 páginasEts Tinoco Justo Jose de JesusHector SilAún no hay calificaciones
- Calculos para TornoDocumento20 páginasCalculos para TornoAP AndrewAún no hay calificaciones
- Estructura de Precios Unitarios de Labores Mina ExploradorDocumento30 páginasEstructura de Precios Unitarios de Labores Mina ExploradorYomar Zeballos HuaypunaAún no hay calificaciones
- Estacion Total Trimble m3Documento10 páginasEstacion Total Trimble m3Christian René MartinezAún no hay calificaciones
- Monografía 2.0Documento30 páginasMonografía 2.0ERNESTO RAUL QUISPE CALDERONAún no hay calificaciones
- Hojas de Procesos de FabricaciónDocumento9 páginasHojas de Procesos de FabricaciónJesus RinconAún no hay calificaciones
- Procesos de Mecanizado: 1 Andres Leonardo Gordillo Cabrejo 2 Jonnathan Mario Valencia CabezasDocumento2 páginasProcesos de Mecanizado: 1 Andres Leonardo Gordillo Cabrejo 2 Jonnathan Mario Valencia CabezasAndres GordilloAún no hay calificaciones
- Actividad 5 Procesos IndustrialesDocumento9 páginasActividad 5 Procesos IndustrialesJhon GomezAún no hay calificaciones
- EndodonciaDocumento18 páginasEndodonciaLlulita gilma Fasabi GuzmánAún no hay calificaciones
- Hoja de Calculo FresadoDocumento16 páginasHoja de Calculo FresadoCesar Vasquez PerezAún no hay calificaciones
- Hoja de ProcesoDocumento6 páginasHoja de ProcesoAnonymous 2QRQr9Aún no hay calificaciones
- JulcaniDocumento5 páginasJulcaniChocce Lima Fran FranciscoAún no hay calificaciones
- Medidor Bar Meter MT KTDocumento4 páginasMedidor Bar Meter MT KTLuis Anderson Cahuana AguilarAún no hay calificaciones
- Presentacion Matematica TaladrosDocumento8 páginasPresentacion Matematica TaladrosSkarleth GonzalezAún no hay calificaciones
- Fórmulas y Definiciones en Torneado General SANDVIK WORDDocumento21 páginasFórmulas y Definiciones en Torneado General SANDVIK WORDEDWIN FERRER SUCASACA AMBROCIOAún no hay calificaciones
- Hifu Feminine PDFDocumento14 páginasHifu Feminine PDFGD EileenAún no hay calificaciones
- Hoja de Procesos - CilindradoDocumento2 páginasHoja de Procesos - CilindradoIvan Dante Zarauz CastilloAún no hay calificaciones
- Carta de Fabricación Espiga Roscada SWDocumento24 páginasCarta de Fabricación Espiga Roscada SWDavid TraslaviñaAún no hay calificaciones
- Tema B Desarrollo IN179 Ex Final 2022 1Documento5 páginasTema B Desarrollo IN179 Ex Final 2022 1Darling Manuel Ramos ValleAún no hay calificaciones
- Tema B-Desarrollo-IN179-Ex-Final-2022-1 - 220705 - 095931Documento9 páginasTema B-Desarrollo-IN179-Ex-Final-2022-1 - 220705 - 095931Jorge Bautista FernandezAún no hay calificaciones
- RepuestosDocumento12 páginasRepuestosJuan Ignacio GoñiAún no hay calificaciones
- CoroPlusToolGuide Report 2023-08-27Documento5 páginasCoroPlusToolGuide Report 2023-08-27Johonas JohonasAún no hay calificaciones
- Inmobilizadores ItsaDocumento4 páginasInmobilizadores Itsaornitorrinco33Aún no hay calificaciones
- Pi Pit B Sgi Ti Tit PSVDocumento1 páginaPi Pit B Sgi Ti Tit PSVOscar Uriel MesuraAún no hay calificaciones
- Diseño de TanqueDocumento16 páginasDiseño de TanqueProgramas y masAún no hay calificaciones
- Performance 2058 Manual ES PDFDocumento98 páginasPerformance 2058 Manual ES PDFmaatAún no hay calificaciones
- Hoja de ProcesosDocumento7 páginasHoja de ProcesosAlejandro GallardoAún no hay calificaciones
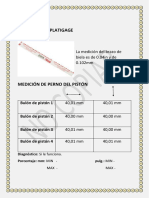
- Medición Del PlatigageDocumento6 páginasMedición Del PlatigageJuli Lubo LazoAún no hay calificaciones
- Formulas para Manufactura 2Documento16 páginasFormulas para Manufactura 2rey cetinaAún no hay calificaciones
- Ejemplo 1 Hoja de Procesos.Documento5 páginasEjemplo 1 Hoja de Procesos.Alfonso Ian De Jesus ServinAún no hay calificaciones
- Parte Desarrollo: Tecnologia de Los Procesos de Manufactura - In179 Examen Final Ciclo 2022-02Documento6 páginasParte Desarrollo: Tecnologia de Los Procesos de Manufactura - In179 Examen Final Ciclo 2022-02A ZAún no hay calificaciones
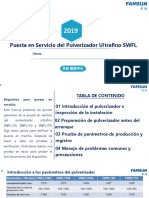
- 超微粉调试维护保养 ESDocumento65 páginas超微粉调试维护保养 ESrmcbAún no hay calificaciones
- Grapadora Omer - PR18 - 8Documento2 páginasGrapadora Omer - PR18 - 8Diego DiegoAún no hay calificaciones
- Preparación de útiles para el mecanizado por corte y conformado. FMEH0209De EverandPreparación de útiles para el mecanizado por corte y conformado. FMEH0209Aún no hay calificaciones
- Gpo (Sor)Documento7 páginasGpo (Sor)Loren Fernández TejeroAún no hay calificaciones
- CR Secundaria GuarayoDocumento41 páginasCR Secundaria GuarayoTelmo Daza CondoriAún no hay calificaciones
- Atlas Desarrollo Local Undp Pa Atlas2015 CorregidoDocumento100 páginasAtlas Desarrollo Local Undp Pa Atlas2015 CorregidoAnabella Andrade AAún no hay calificaciones
- Anã Lisis de Experimento Social Sobre Los Animales en La SociedadDocumento3 páginasAnã Lisis de Experimento Social Sobre Los Animales en La SociedadEliana Palacio RiosAún no hay calificaciones
- Geronimo-Pascacio-Simulacion Rio ChalacaDocumento4 páginasGeronimo-Pascacio-Simulacion Rio ChalacaEnrique PascacioAún no hay calificaciones
- Taller de Investigacion Aplicada IiDocumento7 páginasTaller de Investigacion Aplicada IiGisela margoth Lechuga vilcaAún no hay calificaciones
- ACTIVIDAD 4 Diplomado Docencia UniversitariaDocumento2 páginasACTIVIDAD 4 Diplomado Docencia UniversitariaGerardo A. Melo CuzaAún no hay calificaciones
- Tareas HUDocumento12 páginasTareas HUmiguel angel molina salasAún no hay calificaciones
- Eje 3 Saber ConocerDocumento21 páginasEje 3 Saber ConocerJohnatan Martinez SolanoAún no hay calificaciones
- Hostigamiento Sexual en El EmpleoDocumento62 páginasHostigamiento Sexual en El EmpleoLJL,LLCAún no hay calificaciones
- Ficha de Aprendizaje Decimo 32 y 33Documento2 páginasFicha de Aprendizaje Decimo 32 y 33Princesa MedinaAún no hay calificaciones
- Organizacion Escolar en VenezuelaDocumento3 páginasOrganizacion Escolar en VenezuelaLeonor Quijada100% (1)
- Capitulo 10Documento24 páginasCapitulo 10ever salasAún no hay calificaciones
- Rendimientos de Maquinaria para Aeropuerto 20220404Documento21 páginasRendimientos de Maquinaria para Aeropuerto 20220404Rodolfo De La Garza O.Aún no hay calificaciones
- Dilemas MoralesDocumento33 páginasDilemas Moralesacardona75Aún no hay calificaciones
- Esto Ya Existio en La AntiguedadDocumento217 páginasEsto Ya Existio en La AntiguedadAriel VerduzAún no hay calificaciones
- Plan de Preparacion Ancash 2023 - 2027Documento239 páginasPlan de Preparacion Ancash 2023 - 2027Jose Alberto Gutierrez RurushAún no hay calificaciones
- Hígado, Conducto Biliar y AnastomosisDocumento6 páginasHígado, Conducto Biliar y AnastomosisYuliana RamírezAún no hay calificaciones
- 30 Preguntas Sobre El MtiDocumento5 páginas30 Preguntas Sobre El MtiMilena LopezAún no hay calificaciones
- Diseño y Lanzamiento de Tijeras para Poda para El Consumidor. 1Documento94 páginasDiseño y Lanzamiento de Tijeras para Poda para El Consumidor. 1Luis AvilaAún no hay calificaciones
- Ciclo TermodinamicoDocumento12 páginasCiclo TermodinamicoWillmer StoneAún no hay calificaciones
- Optimizacion y Funcionamiento Eficiente Del Arrancador de Motor y Generador de Energia para La Bater 202312120119555whwDocumento17 páginasOptimizacion y Funcionamiento Eficiente Del Arrancador de Motor y Generador de Energia para La Bater 202312120119555whwdavid.caceres.mamani.333Aún no hay calificaciones
- Formato de PracticaDocumento8 páginasFormato de PracticaAntoni JoseAún no hay calificaciones
- Fisicoquímica Farmacéutica Clase 6. Calor, Trabajo Y EnergíaDocumento22 páginasFisicoquímica Farmacéutica Clase 6. Calor, Trabajo Y EnergíaJoansalome CampañaAún no hay calificaciones
- Formato de Lectura 5 - Carolina Ramos CoboDocumento2 páginasFormato de Lectura 5 - Carolina Ramos CoboCRQ_1994Aún no hay calificaciones
- Conclusiones y RecomendacionesDocumento3 páginasConclusiones y RecomendacionesKaty Oiñii100% (1)
- EticaDocumento2 páginasEticaMaria Camila JaimesAún no hay calificaciones