También podría gustarte
- Cronologia BiblicaDocumento2 páginasCronologia BiblicafredmusividaAún no hay calificaciones
- San Cayetano Final 09 Nov 2022Documento317 páginasSan Cayetano Final 09 Nov 2022susanaAún no hay calificaciones
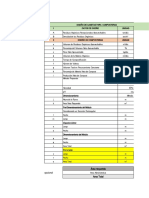
- Excel de Cálculo de Área para CompostajeDocumento2 páginasExcel de Cálculo de Área para CompostajeELIZABETH CHOCCE SOTOAún no hay calificaciones
- Diseno Calculo y Construccion de Un Trapiche Sin ContraseñaDocumento192 páginasDiseno Calculo y Construccion de Un Trapiche Sin ContraseñaAngela Centofanti Rodriguez100% (3)
- Diseño AljibeDocumento1 páginaDiseño AljibeYineth Alexandra GonzalezAún no hay calificaciones
- Como Hacer Un TrapicheDocumento44 páginasComo Hacer Un TrapicheAbrahan Pacheco100% (1)
- CARTA #36-2021-CZVI - FONDEPES-Liquidaciòn de ObraDocumento1 páginaCARTA #36-2021-CZVI - FONDEPES-Liquidaciòn de ObraMiguel Angel Otiniano ArribasplataAún no hay calificaciones
- Demanda de Titulo SupletorioDocumento5 páginasDemanda de Titulo SupletorioDaniel Mendo VizcondeAún no hay calificaciones
- PTAPDocumento29 páginasPTAPSofia NarvaezAún no hay calificaciones
- LOMBRIFILTROSDocumento6 páginasLOMBRIFILTROSFroilan MaraniAún no hay calificaciones
- Segadora Puno PDFDocumento178 páginasSegadora Puno PDFNestor Huan LupAún no hay calificaciones
- Primera Entrevista, GenogramaDocumento8 páginasPrimera Entrevista, GenogramaCarolina Sepulveda MuñozAún no hay calificaciones
- Informe de Análisis JoseDocumento8 páginasInforme de Análisis JoseJosé Luis Suarez Pinzón100% (1)
- Modos de Vida Nómadas y SedentariosDocumento6 páginasModos de Vida Nómadas y SedentariosMana ApicosmeticoAún no hay calificaciones
- Ejercicio SembradorasDocumento1 páginaEjercicio SembradorasDiana MéndezAún no hay calificaciones
- Troyano y Anaya Abonos de Coca SENA-Cauca Noviembre2017Documento34 páginasTroyano y Anaya Abonos de Coca SENA-Cauca Noviembre2017Aley MontoyaAún no hay calificaciones
- DISEÑO DE UN TRAPICHE PANELERO CON TRACCION MOTOR (Reparado)Documento137 páginasDISEÑO DE UN TRAPICHE PANELERO CON TRACCION MOTOR (Reparado)josef2014ever0% (1)
- Modelo de CroquisDocumento1 páginaModelo de CroquisArmand Ruiz SaldañaAún no hay calificaciones
- Panela ProcesoDocumento16 páginasPanela ProcesoAnonymous HeY0CFHpSZ100% (1)
- CatalogoDocumento25 páginasCatalogoJeisson Eduardo Ortiz100% (1)
- Visita A Planta de Tratamiento de Agua Potable de Puerto MallarinoDocumento6 páginasVisita A Planta de Tratamiento de Agua Potable de Puerto Mallarinojean poolAún no hay calificaciones
- Grupos Electrogenos Mercedes BenzDocumento7 páginasGrupos Electrogenos Mercedes Benzwalsystem22Aún no hay calificaciones
- Agroideas - AMPEDocumento19 páginasAgroideas - AMPEAlt SenAún no hay calificaciones
- TESIS DE MOLEDORA DE GRANOS FINAL-ImprimirDocumento75 páginasTESIS DE MOLEDORA DE GRANOS FINAL-ImprimirRicardo Leonardo HerreraAún no hay calificaciones
- Producción de Hortalizas Con Tecnología e InnovaciónDocumento3 páginasProducción de Hortalizas Con Tecnología e InnovaciónRepositorio de la Biblioteca de la DEA-MAG-PYAún no hay calificaciones
- CERTIFICADO ARL Protocolo de BIOSEGURIDAD PDFDocumento2 páginasCERTIFICADO ARL Protocolo de BIOSEGURIDAD PDFIara BelloAún no hay calificaciones
- Trapero QuimicoDocumento4 páginasTrapero Quimicoeesparza100% (3)
- LA POTENCIA Y LAS MAQUINAS AGRICOLAS Cap 1-2-3-4-5 OKDocumento157 páginasLA POTENCIA Y LAS MAQUINAS AGRICOLAS Cap 1-2-3-4-5 OKSERGIO ALBERTO CAMPOS VELASCOAún no hay calificaciones
- Modelo de Ocupación y Estructura Ecológica Principal de PastoDocumento16 páginasModelo de Ocupación y Estructura Ecológica Principal de PastoSergio GalindoAún no hay calificaciones
- Calculo de Instalaciones de La Planta de CompostajeDocumento12 páginasCalculo de Instalaciones de La Planta de Compostajedomingojgutierrez100% (1)
- Catalogo ConstructorDocumento268 páginasCatalogo ConstructorAndres GaonaAún no hay calificaciones
- PAGA Magdalena 2 UF4 Cap 6 Plan de Seguimiento y MonitoreoDocumento18 páginasPAGA Magdalena 2 UF4 Cap 6 Plan de Seguimiento y MonitoreoSam Silguera EspinalAún no hay calificaciones
- Ensayo Mosca de La FrutaDocumento10 páginasEnsayo Mosca de La FrutaAndrêsTocteAún no hay calificaciones
- Informe Practica CotoveDocumento45 páginasInforme Practica CotoveCata ManriquǝAún no hay calificaciones
- Listas de Chequeo o VerificacionDocumento3 páginasListas de Chequeo o VerificacionFrancheskaDuarteAún no hay calificaciones
- Serie N Soplador de Aire N-B-03-08 - Jazzi (08.2021)Documento2 páginasSerie N Soplador de Aire N-B-03-08 - Jazzi (08.2021)Simón floresAún no hay calificaciones
- LaboratorioDocumento6 páginasLaboratorioMauricio Aguilar SanchezAún no hay calificaciones
- DesgranadoraDocumento53 páginasDesgranadoraAstrild Pacherres Jimenez100% (1)
- Ficha Tecnica 06 Cultivo FrijolDocumento2 páginasFicha Tecnica 06 Cultivo FrijolRolando Avila100% (2)
- Análisis Fisico Quimicos-Granos y SemillasDocumento27 páginasAnálisis Fisico Quimicos-Granos y Semillassol100% (1)
- Estudio Final Zonificacion y Ordenamiento Zona Costera PDFDocumento216 páginasEstudio Final Zonificacion y Ordenamiento Zona Costera PDFJUAN FRANCISCO CABEZAS MARTINEZAún no hay calificaciones
- Programa SostenimientoDocumento62 páginasPrograma SostenimientoMarilyn PlataAún no hay calificaciones
- 05 Powerpoint Perfil Huapalas GDRDocumento74 páginas05 Powerpoint Perfil Huapalas GDRDeniss Rimaicuna Zurita100% (1)
- Sistema de Produccion Finca El VergelDocumento28 páginasSistema de Produccion Finca El VergelJorge Bermudez JaramilloAún no hay calificaciones
- COMO FUNCIONA UNA PLANTA EXTRACTORA DE ACEITE DE PALMA AFRICANA - INDUSTRIAS AVM - COLOMBIA - Spanish (AutoDocumento8 páginasCOMO FUNCIONA UNA PLANTA EXTRACTORA DE ACEITE DE PALMA AFRICANA - INDUSTRIAS AVM - COLOMBIA - Spanish (AutoHjalmar LinoAún no hay calificaciones
- Cafe y NogalDocumento17 páginasCafe y NogalRobinson Gonzalez GomezAún no hay calificaciones
- Pot Final Totoro - Volumen IIDocumento357 páginasPot Final Totoro - Volumen IIJuan KardAún no hay calificaciones
- Articulo Cientifico Sobre El Aceite de Cocina UsadoDocumento33 páginasArticulo Cientifico Sobre El Aceite de Cocina UsadoJORGE LUIS BERNARDAún no hay calificaciones
- Materiales Usados para Riego TecnificadoDocumento6 páginasMateriales Usados para Riego TecnificadoJorge L. VRAún no hay calificaciones
- Lectura Texto Básico SSTDocumento55 páginasLectura Texto Básico SSTElver GalargaAún no hay calificaciones
- 1 PDFDocumento2 páginas1 PDFDavid VelásquezAún no hay calificaciones
- PROYECTO MAIZ Chaco AbrilDocumento60 páginasPROYECTO MAIZ Chaco AbrilDianne NoyaAún no hay calificaciones
- Ficha Técnica Del MAÍZ ICA V 305Documento7 páginasFicha Técnica Del MAÍZ ICA V 305DIEGOGRACIAAún no hay calificaciones
- Riego Subfoliar en BananoDocumento74 páginasRiego Subfoliar en BananoJunior Loor100% (1)
- Tema 5. Sedimentación SecundariaDocumento42 páginasTema 5. Sedimentación Secundariaanon_362115992Aún no hay calificaciones
- Como - Instalar de Arcgis 10.5Documento22 páginasComo - Instalar de Arcgis 10.5santiago rhAún no hay calificaciones
- Informe de Ingenieria Hidrosanitaria - Ips TeusaquilloDocumento48 páginasInforme de Ingenieria Hidrosanitaria - Ips TeusaquilloOscar Barón GaonaAún no hay calificaciones
- Proyecto SPS Uso de La Semilla de AguacateDocumento6 páginasProyecto SPS Uso de La Semilla de Aguacatefelipe davilaAún no hay calificaciones
- Plan de Gestion Ambiental Empresa Grafica AlphaDocumento48 páginasPlan de Gestion Ambiental Empresa Grafica AlphaAna Amable67% (3)
- Exposicion Caña de AzucarDocumento14 páginasExposicion Caña de AzucarJohann Hurtado CordovaAún no hay calificaciones
- X ++Enfermedades+de+la+caña+-OvalleDocumento26 páginasX ++Enfermedades+de+la+caña+-OvalleMarlon Adolfo Cordova MilianAún no hay calificaciones
- Cereal EsDocumento16 páginasCereal EsLeonardo MendezAún no hay calificaciones
- Monografia MariaDocumento24 páginasMonografia Mariayessica llanos pAún no hay calificaciones
- Fase 2 - Maria GonzálezDocumento17 páginasFase 2 - Maria GonzálezMaria Fernanda GonzalezAún no hay calificaciones
- Fitopatógenos en El Cultivo de MaízDocumento15 páginasFitopatógenos en El Cultivo de Maízcristopher ledesmaAún no hay calificaciones
- Mi Casa Bien EquipadaDocumento4 páginasMi Casa Bien EquipadaHenry Jose OlavarrietaAún no hay calificaciones
- Informe-Dictamen Grafotecnico y Genealogia Forense Acta Nacimiento-De Nicolas-Maduro-Moros v1 (Unlocked by WWW - Freemypdf.com)Documento19 páginasInforme-Dictamen Grafotecnico y Genealogia Forense Acta Nacimiento-De Nicolas-Maduro-Moros v1 (Unlocked by WWW - Freemypdf.com)Henry Jose OlavarrietaAún no hay calificaciones
- Humor Y Amor de Aquiles NazoaDocumento116 páginasHumor Y Amor de Aquiles Nazoadarkking00100% (1)
- Matadero de CariacoDocumento27 páginasMatadero de CariacoHenry Jose OlavarrietaAún no hay calificaciones
- Horno de Tiro Invertido Final OkDocumento24 páginasHorno de Tiro Invertido Final OkHenry Jose OlavarrietaAún no hay calificaciones
- Asopado de MariscosDocumento3 páginasAsopado de MariscosHenry Jose OlavarrietaAún no hay calificaciones
- PanelDocumento4 páginasPanelMirko Neyra SayhuaAún no hay calificaciones
- Los SofistasDocumento4 páginasLos SofistasAna RestrepoAún no hay calificaciones
- Tarea 4 - 40004 - 101Documento7 páginasTarea 4 - 40004 - 101Rosa MillanAún no hay calificaciones
- 10 Tableros Electricos B.T Ensayos PDFDocumento9 páginas10 Tableros Electricos B.T Ensayos PDFcarlosAún no hay calificaciones
- Terreno Pumpac 1Documento8 páginasTerreno Pumpac 1Yoselin Liriòn ObregònAún no hay calificaciones
- Folleto Informativo Sobre El Sistema CirculatorioDocumento2 páginasFolleto Informativo Sobre El Sistema CirculatorionicoleAún no hay calificaciones
- Taller Clasificación de CuentasDocumento6 páginasTaller Clasificación de Cuentasvalentina valdezAún no hay calificaciones
- Bases Del Concurso Reliquias AntiguasDocumento5 páginasBases Del Concurso Reliquias AntiguasLeo TiconaAún no hay calificaciones
- Pavco CaliDocumento76 páginasPavco CalihectorgarciagaviriaAún no hay calificaciones
- HS BellisDocumento14 páginasHS BellisJhon CristhianAún no hay calificaciones
- 65-Texto Del Artículo-248-2-10-20190430 PDFDocumento23 páginas65-Texto Del Artículo-248-2-10-20190430 PDFCarol HAún no hay calificaciones
- ECV-Avance 01Documento4 páginasECV-Avance 01Mijael RiveraAún no hay calificaciones
- Page Informative Pro FleDocumento6 páginasPage Informative Pro FleMauricio R. SpíndolaAún no hay calificaciones
- Valvula Flotadora Liviana VFLDocumento2 páginasValvula Flotadora Liviana VFLedwin martinezAún no hay calificaciones
- Presentación Ophiostomatales. Hongos 2015Documento29 páginasPresentación Ophiostomatales. Hongos 2015Oliver NavarreteAún no hay calificaciones
- V I G I L A N T E.: VIGILANTE. Empleado de Una Empresa Cuya Labor Es Dar Protección A Personas Naturales oDocumento6 páginasV I G I L A N T E.: VIGILANTE. Empleado de Una Empresa Cuya Labor Es Dar Protección A Personas Naturales odarwinAún no hay calificaciones
- El Metabolismo Del Feto Es Anabólico o CatabólicoDocumento3 páginasEl Metabolismo Del Feto Es Anabólico o CatabólicoGianmarco Correa100% (2)
- LABORATORIO N°3 - Luis Alberto Sánchez RíosDocumento9 páginasLABORATORIO N°3 - Luis Alberto Sánchez RíosLUIS ALBERTO SANCHEZ RIOSAún no hay calificaciones
- 3S COM Sesiones 4BIM 2020Documento18 páginas3S COM Sesiones 4BIM 2020INGRID PAREDES VILLALOBOSAún no hay calificaciones
- Sujecion PermanenteDocumento13 páginasSujecion PermanenteEliana Calderon FloresAún no hay calificaciones
- Informe Gira Técnica - Javier MateusDocumento2 páginasInforme Gira Técnica - Javier MateusJavier MateusAún no hay calificaciones
- Establecer Mensajes y Estrategias de MediosDocumento2 páginasEstablecer Mensajes y Estrategias de MediosJose Alejandro Ponce CarpioAún no hay calificaciones
- 05 Evaluacion DiagnosticaDocumento2 páginas05 Evaluacion DiagnosticaJade Martinez De La CruzAún no hay calificaciones
- Triptico Sobre Cáncer de PróstataDocumento2 páginasTriptico Sobre Cáncer de PróstataAlberto CamachoAún no hay calificaciones
- Presentacion 1 Propiedades de Los FluidosDocumento65 páginasPresentacion 1 Propiedades de Los FluidosAndres Gilon VelaAún no hay calificaciones