También podría gustarte
- Pa N 01-Contabilidad de Costos Por Sectores EconomicosDocumento28 páginasPa N 01-Contabilidad de Costos Por Sectores EconomicosDeysi Carrillo88% (8)
- Reporte Practica 14 LEY DE LA CONSERVACIÓN DE LA MATERIADocumento7 páginasReporte Practica 14 LEY DE LA CONSERVACIÓN DE LA MATERIAThe Edward WorldAún no hay calificaciones
- Cianuracion y NitrocementacionDocumento6 páginasCianuracion y NitrocementacionJose Choque100% (1)
- Grupo 1 Informe de Cobreado AlcalinoDocumento9 páginasGrupo 1 Informe de Cobreado AlcalinoAngel Eduardo VillónAún no hay calificaciones
- Fundicion ORODocumento26 páginasFundicion OROdiogoAún no hay calificaciones
- 1.9 Tratamiento CianuradoDocumento3 páginas1.9 Tratamiento CianuradoLucero Yamicel Pimentel GonzàlezAún no hay calificaciones
- Problemas de Extrusión y Trefilado FinalDocumento14 páginasProblemas de Extrusión y Trefilado FinalGRACIELA QUISPE HUAMAN100% (1)
- 33 Trabajo de Cianuracion Como Tratamiento TermicoDocumento7 páginas33 Trabajo de Cianuracion Como Tratamiento TermicoWaldir Quispe YerbaAún no hay calificaciones
- Tratamiento TermoquimicoDocumento28 páginasTratamiento TermoquimicoKaren Pérez OlveraAún no hay calificaciones
- NITRURACIONDocumento26 páginasNITRURACIONCarlos100% (2)
- Expo Materiales para Ingenieria 2Documento12 páginasExpo Materiales para Ingenieria 2Carlitos Albeiro Hidalgo MasacheAún no hay calificaciones
- Procesosos (Cianuracion)Documento9 páginasProcesosos (Cianuracion)Dabby S RafaelAún no hay calificaciones
- Artículo Sobre El Tratamiento TérmicoDocumento4 páginasArtículo Sobre El Tratamiento TérmicoAndrés AriasAún no hay calificaciones
- CianuraciónDocumento16 páginasCianuraciónOscar412Aún no hay calificaciones
- CALESDocumento34 páginasCALESyuberAún no hay calificaciones
- Procesos Tratamiento Termico.Documento15 páginasProcesos Tratamiento Termico.Manuel Gomez FernandezAún no hay calificaciones
- Tratamientos TermoquimicosDocumento5 páginasTratamientos Termoquimicosomar92101749Aún no hay calificaciones
- NitruracionDocumento24 páginasNitruracionSantiago Ballesteros100% (1)
- Proceso de NitruracionDocumento15 páginasProceso de NitruracionJose Luis Torbisco Miranda100% (1)
- CIANURADODocumento4 páginasCIANURADOAndrés AriasAún no hay calificaciones
- Baño de Cobre A Base de Cianuro de PotasioDocumento6 páginasBaño de Cobre A Base de Cianuro de PotasioLizbethGinaPrietoFernández100% (1)
- NITRURACIÓNDocumento4 páginasNITRURACIÓNanthonyAún no hay calificaciones
- BronceDocumento51 páginasBronceJack Caceres100% (1)
- Propiedades Fisica y Quimicas Del Caco3Documento21 páginasPropiedades Fisica y Quimicas Del Caco3Eduard QuezadaAún no hay calificaciones
- Nitruracion LiquidaDocumento3 páginasNitruracion LiquidaMarioPiracocaAún no hay calificaciones
- REF AgDocumento26 páginasREF AgJose Carlos YvAún no hay calificaciones
- Fuentes Principales de Ingreso de Azufre Al AceroDocumento10 páginasFuentes Principales de Ingreso de Azufre Al Aceroalexander paucar quispe100% (1)
- Grupo 4 NiqueladoDocumento34 páginasGrupo 4 NiqueladoDai RomeroAún no hay calificaciones
- CU Alcalino CianuradoDocumento4 páginasCU Alcalino CianuradoYesenia Gutierrez0% (1)
- Tratamientos TermoquímicosDocumento17 páginasTratamientos TermoquímicosYazaret HernandezAún no hay calificaciones
- Tratamientos TermoquimicosDocumento42 páginasTratamientos TermoquimicosAlberto CarranzaAún no hay calificaciones
- PRACTICA Nro. 6 (CIANURACION)Documento7 páginasPRACTICA Nro. 6 (CIANURACION)jdanny57100% (2)
- Sem 01-Oro y PlataDocumento26 páginasSem 01-Oro y PlataMaricielo CerroAún no hay calificaciones
- Tratamientos SuperficialesDocumento25 páginasTratamientos SuperficialesBARTENDER_JLAún no hay calificaciones
- Escuela Superior Politécnica de Nitrurantes Mas UtilizadosDocumento7 páginasEscuela Superior Politécnica de Nitrurantes Mas UtilizadosCarla Mishell Perez RamosAún no hay calificaciones
- Cemento Andino-1Documento26 páginasCemento Andino-1Kilver SilvesterAún no hay calificaciones
- Cri SolesDocumento8 páginasCri SolesPaul Ruiz BaldeonAún no hay calificaciones
- Cianuración TecnmDocumento10 páginasCianuración TecnmOsmar PechAún no hay calificaciones
- NITURACIONDocumento17 páginasNITURACIONHenry Geovanny AvilaAún no hay calificaciones
- Intro Ducci OnDocumento30 páginasIntro Ducci OnSebastian MortaloniAún no hay calificaciones
- Clase 13 Carbonitruración.αVDocumento55 páginasClase 13 Carbonitruración.αVJulio GomezAún no hay calificaciones
- Manufactura 1 Presentacion Extra PDFDocumento39 páginasManufactura 1 Presentacion Extra PDFJ'uan M'anuel V'mAún no hay calificaciones
- Laboratorio de Cianuración y Cementación LíquidaDocumento8 páginasLaboratorio de Cianuración y Cementación LíquidaricardovdavidAún no hay calificaciones
- NitruraciónDocumento11 páginasNitruraciónALex PiCo MartinezAún no hay calificaciones
- Ensayo JominyDocumento20 páginasEnsayo JominyvhenriquezmAún no hay calificaciones
- Tratamiento CianuraciónDocumento2 páginasTratamiento CianuraciónGustavo Lobos MendezAún no hay calificaciones
- Tema-4 CALES WHDocumento18 páginasTema-4 CALES WHKaren Estefany Palomino TeránAún no hay calificaciones
- Proyecto Produccion de Acero para ClavosDocumento33 páginasProyecto Produccion de Acero para ClavosFernanda AlarcónAún no hay calificaciones
- Juan PabloBerrios Tarea4 RMDocumento5 páginasJuan PabloBerrios Tarea4 RMJuan Pablo Berrios RojasAún no hay calificaciones
- Planilla Tarea Semana 4 Resistencia de MaterialesDocumento8 páginasPlanilla Tarea Semana 4 Resistencia de MaterialesCESAR EDUARDO CALDERON RIOS100% (4)
- Copia de Practica - 4 (Bainitizado) 2007 IDocumento18 páginasCopia de Practica - 4 (Bainitizado) 2007 IMiguel ArguzAún no hay calificaciones
- Tratamientos Termoquímicos Del AceroDocumento11 páginasTratamientos Termoquímicos Del AceroSérgio Enrique Lara RgzAún no hay calificaciones
- Tipo de CementacionDocumento10 páginasTipo de CementacionEfrain SAAún no hay calificaciones
- Baños GalvanicosDocumento27 páginasBaños GalvanicosAndrés Mancilla BustamanteAún no hay calificaciones
- Crisoles de SiCDocumento15 páginasCrisoles de SiCJuan Cruz LambrechtsAún no hay calificaciones
- Cementación y CianuraciónDocumento11 páginasCementación y Cianuraciónleomar100% (1)
- Cementacion Del CobreDocumento10 páginasCementacion Del CobreMiguel Arguz0% (1)
- Capitulo 9 - MC 115Documento24 páginasCapitulo 9 - MC 115Macoto msAún no hay calificaciones
- Soldadura en el montaje de tuberías. FMEC0108De EverandSoldadura en el montaje de tuberías. FMEC0108Calificación: 3.5 de 5 estrellas3.5/5 (3)
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- La Música, Motivación para Mejorar El RendimientoDocumento2 páginasLa Música, Motivación para Mejorar El RendimientoGRACIELA QUISPE HUAMANAún no hay calificaciones
- Clase 02 - JunioDocumento13 páginasClase 02 - JunioGRACIELA QUISPE HUAMANAún no hay calificaciones
- IGVDocumento9 páginasIGVGRACIELA QUISPE HUAMANAún no hay calificaciones
- Diapositivas de Avance de CorteDocumento22 páginasDiapositivas de Avance de CorteGRACIELA QUISPE HUAMANAún no hay calificaciones
- Inf Practicas - Omar DominicDocumento46 páginasInf Practicas - Omar DominicGRACIELA QUISPE HUAMANAún no hay calificaciones
- SOLDADURA-RECUBRIMIENTO-DURO (Corregido)Documento56 páginasSOLDADURA-RECUBRIMIENTO-DURO (Corregido)GRACIELA QUISPE HUAMANAún no hay calificaciones
- Segundo Examen Parcial Teori 2020-I ResueltoDocumento2 páginasSegundo Examen Parcial Teori 2020-I ResueltoGRACIELA QUISPE HUAMANAún no hay calificaciones
- Unidad IiiDocumento1 páginaUnidad IiiGRACIELA QUISPE HUAMANAún no hay calificaciones
- Corrosión Informe 2Documento9 páginasCorrosión Informe 2GRACIELA QUISPE HUAMANAún no hay calificaciones
- 3er EXAMEN PRÁCTICO 2020-IDocumento1 página3er EXAMEN PRÁCTICO 2020-IGRACIELA QUISPE HUAMANAún no hay calificaciones
- Informe Final de Colada de EstañoDocumento21 páginasInforme Final de Colada de EstañoGRACIELA QUISPE HUAMANAún no hay calificaciones
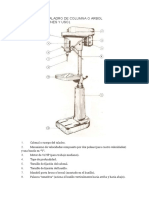
- Partes de Un Taladro de Columna o ArbolDocumento18 páginasPartes de Un Taladro de Columna o ArbolGRACIELA QUISPE HUAMANAún no hay calificaciones
- Examen de Analisis InstrumentalDocumento57 páginasExamen de Analisis InstrumentalGRACIELA QUISPE HUAMANAún no hay calificaciones
- Resumen Del Libro de Schay para MartesDocumento8 páginasResumen Del Libro de Schay para MartesGRACIELA QUISPE HUAMANAún no hay calificaciones
- DETERMINACIÒN QUÌMICA CUANTITATIVA DE ORO y PLATA ENSAYE AL FUEGODocumento7 páginasDETERMINACIÒN QUÌMICA CUANTITATIVA DE ORO y PLATA ENSAYE AL FUEGOGRACIELA QUISPE HUAMANAún no hay calificaciones
- Trabajo Ultimo de Teoria de SistemasDocumento10 páginasTrabajo Ultimo de Teoria de SistemasGRACIELA QUISPE HUAMANAún no hay calificaciones
- Practica 12-Tratamientos TermoquimicosDocumento13 páginasPractica 12-Tratamientos TermoquimicosGRACIELA QUISPE HUAMANAún no hay calificaciones
- Resumen Del Libro KapacllanDocumento10 páginasResumen Del Libro KapacllanGRACIELA QUISPE HUAMANAún no hay calificaciones
- SOLDADURA-RECUBRIMIENTO-DURO (Corregido)Documento56 páginasSOLDADURA-RECUBRIMIENTO-DURO (Corregido)GRACIELA QUISPE HUAMANAún no hay calificaciones
- El Proceso de Rechazado Consiste en Tres EtapasDocumento1 páginaEl Proceso de Rechazado Consiste en Tres EtapasGRACIELA QUISPE HUAMANAún no hay calificaciones
- 2do ANÁLISIS DE MINERALES POR ESPECTROFOTOMETRÍA DE ABSORCIÓN ATÓMICADocumento5 páginas2do ANÁLISIS DE MINERALES POR ESPECTROFOTOMETRÍA DE ABSORCIÓN ATÓMICAGRACIELA QUISPE HUAMANAún no hay calificaciones
- Defectos de FundicionDocumento15 páginasDefectos de FundicionGRACIELA QUISPE HUAMANAún no hay calificaciones
- Informe #6 NORMALIZADODocumento6 páginasInforme #6 NORMALIZADOGRACIELA QUISPE HUAMANAún no hay calificaciones
- Capitulo 7 (Diagrama de Fases)Documento7 páginasCapitulo 7 (Diagrama de Fases)Connie Espinoza MarchantAún no hay calificaciones
- Metales AlcalinoisDocumento6 páginasMetales AlcalinoisRossy Mendoza HuertaAún no hay calificaciones
- Proceso Del H2SO4Documento3 páginasProceso Del H2SO4FrancoAún no hay calificaciones
- Cuetionario Resuelto Tabla PeriodicaDocumento6 páginasCuetionario Resuelto Tabla PeriodicaaLAn tHe bIg bOSs100% (6)
- Actividad de Puntos Evaluables - Escenario 2 - SEGUNDO BLOQUE-CIENCIAS BASICAS - FUNDAMENTOS DE QUIMICA - (GRUPO9)Documento5 páginasActividad de Puntos Evaluables - Escenario 2 - SEGUNDO BLOQUE-CIENCIAS BASICAS - FUNDAMENTOS DE QUIMICA - (GRUPO9)Daniel SernaAún no hay calificaciones
- Exposición Halógenos Texto ReferenciaDocumento17 páginasExposición Halógenos Texto ReferenciaCINDY STEPHANY LEAL SANABRIA100% (1)
- Serie 3Documento7 páginasSerie 3JoseCorreaAún no hay calificaciones
- Producción de Metales No FerrososDocumento7 páginasProducción de Metales No FerrososWalter MoscolAún no hay calificaciones
- CatalizadoresDocumento3 páginasCatalizadoresJorge RamosAún no hay calificaciones
- Repaso EstequiometriaDocumento8 páginasRepaso EstequiometriaCarolina SalinasAún no hay calificaciones
- QUÍMICA - Clase 4 - Ejercicios Tabla Periódica ActualDocumento2 páginasQUÍMICA - Clase 4 - Ejercicios Tabla Periódica ActualVanessa Inga CahuanaAún no hay calificaciones
- Cationes Del Grupo 2Documento19 páginasCationes Del Grupo 2Carlos AlfaroAún no hay calificaciones
- La tabla periódica: Bloques, periódicos y grupos. Ubicación de los elementos. Propiedades periódicas: radio atómico, electronegatividad, energía de ionización, carácter metálico. Propiedades periódicas. Ejercicios y Problemas de aplicación.Documento36 páginasLa tabla periódica: Bloques, periódicos y grupos. Ubicación de los elementos. Propiedades periódicas: radio atómico, electronegatividad, energía de ionización, carácter metálico. Propiedades periódicas. Ejercicios y Problemas de aplicación.waldir marcelinoAún no hay calificaciones
- Tarea 4Documento10 páginasTarea 4liceth gutierrezAún no hay calificaciones
- FT Quantum EsDocumento1 páginaFT Quantum EscreomarketingdigitalAún no hay calificaciones
- Taller Concentracion de Soluciones Ciencias 9Documento4 páginasTaller Concentracion de Soluciones Ciencias 9jalilie nayibeAún no hay calificaciones
- 2-EXPERIMENTO 2 - Obtención de Oxígeno - QM 121-Guía Prof. AponteDocumento3 páginas2-EXPERIMENTO 2 - Obtención de Oxígeno - QM 121-Guía Prof. AponteMarielys VasquezAún no hay calificaciones
- Normas de Interpretacion RadiograficaDocumento38 páginasNormas de Interpretacion RadiograficaAndrea SugashimaAún no hay calificaciones
- TALLER Tercer ParcialDocumento3 páginasTALLER Tercer ParcialSantiago RuedaAún no hay calificaciones
- Formulacion OrganicaDocumento3 páginasFormulacion OrganicaatravatraAún no hay calificaciones
- Características Químicas Típicas Del Agua de Mar Sin DiluirDocumento6 páginasCaracterísticas Químicas Típicas Del Agua de Mar Sin DiluirAngeloAún no hay calificaciones
- Introduccion Al MecanizadoDocumento22 páginasIntroduccion Al MecanizadorubenAún no hay calificaciones
- Herreria RemanganaguaDocumento15 páginasHerreria RemanganaguarosmarysAún no hay calificaciones
- Reparacion Bomba de AceiteDocumento7 páginasReparacion Bomba de AceiteBryan SeguraAún no hay calificaciones
- Limpieza CeroDocumento29 páginasLimpieza CeroJonathan BarreraAún no hay calificaciones
- Halogenuros o Sales HaloideasDocumento4 páginasHalogenuros o Sales HaloideasKevin Valeriano HuilcañahuiAún no hay calificaciones
- Electrorefinacion Del PlomoDocumento9 páginasElectrorefinacion Del PlomoDick Chavez QuintanaAún no hay calificaciones
- Estequiometria Reactivo LimiteDocumento2 páginasEstequiometria Reactivo LimitemarinaAún no hay calificaciones