También podría gustarte
- Problemas resueltos de Hidráulica de CanalesDe EverandProblemas resueltos de Hidráulica de CanalesCalificación: 4.5 de 5 estrellas4.5/5 (7)
- Cap 7 EndulzamientoDocumento20 páginasCap 7 EndulzamientoRichard Caparicona MamaniAún no hay calificaciones
- Semana 2 - ProduccionDocumento48 páginasSemana 2 - ProduccionMarco Antonio Sánchez SoteloAún no hay calificaciones
- Procesamiento Del Gas NaturalDocumento50 páginasProcesamiento Del Gas NaturalWendell LopesAún no hay calificaciones
- Boletin Ejercicios BalancesDocumento2 páginasBoletin Ejercicios BalancesPrPl IránAún no hay calificaciones
- TratamientoDocumento26 páginasTratamientoHelen EnriquezAún no hay calificaciones
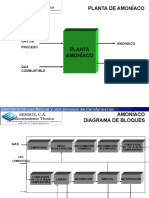
- ESQUEMA DEL PROCESO PARA LA PLANTA AMONIACO Y UREA (YPFB) Act07-08-2014Documento1 páginaESQUEMA DEL PROCESO PARA LA PLANTA AMONIACO Y UREA (YPFB) Act07-08-2014Mauricio AlvaradoAún no hay calificaciones
- Campo CarrascoDocumento37 páginasCampo CarrascoAlejandra LopezAún no hay calificaciones
- Parte 4. - Endulzamiento Del GasDocumento36 páginasParte 4. - Endulzamiento Del GasMartin GiraldoAún no hay calificaciones
- Proceso de Obtencion de UreaDocumento2 páginasProceso de Obtencion de UreaAyl Gaby0% (1)
- Ejemplos EndulzamientoDocumento60 páginasEjemplos EndulzamientoTatiana GomezAún no hay calificaciones
- Planteamientos Generales Endulzamiento-Guillermo Medda - Brenntag Argentina PDFDocumento171 páginasPlanteamientos Generales Endulzamiento-Guillermo Medda - Brenntag Argentina PDFMLuis777Aún no hay calificaciones
- Mod - 010 - Control Del Punto de RocioDocumento39 páginasMod - 010 - Control Del Punto de RocioEulogio Tarija SerrudoAún no hay calificaciones
- Examen Final-Ana Gabriela Apaza MamaniDocumento5 páginasExamen Final-Ana Gabriela Apaza MamanirichardAún no hay calificaciones
- Tarea 2023 - IDocumento9 páginasTarea 2023 - IKIARA MISHIRU PENA SAENZAún no hay calificaciones
- Endulzamiento Del Gas NaturalDocumento51 páginasEndulzamiento Del Gas NaturalDaia FixAún no hay calificaciones
- EndulzamientoDocumento45 páginasEndulzamientoLucia Peña50% (2)
- Proyecto de Endulzamiento de Gas Con Aminas (Bismar Medrano Jaillita)Documento55 páginasProyecto de Endulzamiento de Gas Con Aminas (Bismar Medrano Jaillita)Bismark MedranoAún no hay calificaciones
- Deshidratación Del GNDocumento51 páginasDeshidratación Del GNANDRES ROMEROAún no hay calificaciones
- Acido NitricoDocumento43 páginasAcido NitricoWilmerRamirezSalvadorAún no hay calificaciones
- Aspecto Social Y Economico para El Desarrollo de La Reguion Y El PaisDocumento15 páginasAspecto Social Y Economico para El Desarrollo de La Reguion Y El PaislizAún no hay calificaciones
- Procesamiento de Gas NaturalDocumento20 páginasProcesamiento de Gas NaturalAlbertt Aparicio MolinaAún no hay calificaciones
- Nº 6 Endulzamiento de AminasDocumento50 páginasNº 6 Endulzamiento de AminasDaniel Burgoa ZeballosAún no hay calificaciones
- Defensa de PracticasDocumento36 páginasDefensa de PracticasMeli RochaAún no hay calificaciones
- Proceso de Obtención de UreaDocumento2 páginasProceso de Obtención de UreaCarrillo Romer100% (1)
- Introduccion A La Ingenieria Del Gas NaturalDocumento31 páginasIntroduccion A La Ingenieria Del Gas Naturalreynaldo_9_12Aún no hay calificaciones
- Excel CuadernoDocumento4 páginasExcel CuadernoJhudit RamirezAún no hay calificaciones
- Modulo de Aprendizaje - Fraccionamiento Del LGNDocumento147 páginasModulo de Aprendizaje - Fraccionamiento Del LGNApoloniaGomezR100% (1)
- Procesamiento de Gas Natural EndulzamientoDocumento55 páginasProcesamiento de Gas Natural EndulzamientoKatherin SauerAún no hay calificaciones
- Presentación 1. Gas NaturalDocumento46 páginasPresentación 1. Gas NaturalCesar Alejandro Olguin MarquezAún no hay calificaciones
- Calculo Del Poder Calorifico - 12-06-2019Documento43 páginasCalculo Del Poder Calorifico - 12-06-2019BrendaArnezAún no hay calificaciones
- Características Del Gas NaturalDocumento28 páginasCaracterísticas Del Gas Naturaljair saravia ore0% (1)
- METANOL LurgiDocumento42 páginasMETANOL LurgiRodrigo Herbas Montaño100% (1)
- Sintesis de Amoniaco y UreaDocumento78 páginasSintesis de Amoniaco y UreaFelipeGonzalesAún no hay calificaciones
- Extracción de Líquidos Del Gas NaturalDocumento55 páginasExtracción de Líquidos Del Gas NaturalRodrigoAún no hay calificaciones
- 3 - Tratamiento de CrudoDocumento107 páginas3 - Tratamiento de CrudoAllison Jazmin Castro PionceAún no hay calificaciones
- Endulzamiento Con AminasDocumento51 páginasEndulzamiento Con AminasCristhian Zarco ArteagaAún no hay calificaciones
- DESACIDIFICACIONDocumento11 páginasDESACIDIFICACIONGerardo ZambranoAún no hay calificaciones
- Parcial 1 ProcesosDocumento3 páginasParcial 1 ProcesosJossely Sanchez ArevilcaAún no hay calificaciones
- Manejo y Acondicionamiento Del Gas.Documento100 páginasManejo y Acondicionamiento Del Gas.ejaleAún no hay calificaciones
- Amoniaco y UreaDocumento14 páginasAmoniaco y UreaRodrigo BuitragoAún no hay calificaciones
- Sesion 11aalcanosDocumento28 páginasSesion 11aalcanosdanielacswiAún no hay calificaciones
- RepasoDocumento8 páginasRepasoCesar JulcamoroAún no hay calificaciones
- Tema2.Propiedades de Hidrocarburos LíquidosDocumento81 páginasTema2.Propiedades de Hidrocarburos LíquidosDayver Pascual LazcanoAún no hay calificaciones
- Q Alquino2020-2Documento16 páginasQ Alquino2020-2ErickAntonyChavarríaGutiérrezAún no hay calificaciones
- Endulzamiento de Gas NaturalDocumento11 páginasEndulzamiento de Gas Naturaljuan pablo diaz loezaAún no hay calificaciones
- Jose Luis Carvajal Cuamara - Gas III - Ex FinalDocumento3 páginasJose Luis Carvajal Cuamara - Gas III - Ex FinalGabi TkmAún no hay calificaciones
- Procesos - PetroquimicosDocumento40 páginasProcesos - PetroquimicosMERLIN MOGOLLONAún no hay calificaciones
- PR HidrotratamientoDocumento39 páginasPR HidrotratamientoJOSE GONZALEZ VALEROAún no hay calificaciones
- Introduc Tratam GasDocumento48 páginasIntroduc Tratam GasGachy NtvgAún no hay calificaciones
- Diseño de PlantaDocumento19 páginasDiseño de PlantaGiovani Alexis Dorado CuellarAún no hay calificaciones
- Tablas Cengel9naDocumento192 páginasTablas Cengel9naOscarAún no hay calificaciones
- Exámen de Ingeniería de Procesos I - Damian Ramos Cristhian JesusDocumento7 páginasExámen de Ingeniería de Procesos I - Damian Ramos Cristhian JesusCristhian Damian RamosAún no hay calificaciones
- 1erap3áctica 2021 1Documento1 página1erap3áctica 2021 1Alexa TorresAún no hay calificaciones
- Propiedades de PetroleoDocumento12 páginasPropiedades de PetroleoErick LópezAún no hay calificaciones
- Practico 1 Campo San RoqueDocumento5 páginasPractico 1 Campo San Roquesergio terrazasAún no hay calificaciones
- Tarea Diagrama de FlujoDocumento3 páginasTarea Diagrama de FlujoJOSE LUIS NEYRA CCENCHOAún no hay calificaciones
- Balance de materia orientado a procesosDe EverandBalance de materia orientado a procesosAún no hay calificaciones
- Ejercicio Sobre Recaudaciones Tributarias en Millones de BolivianosDocumento2 páginasEjercicio Sobre Recaudaciones Tributarias en Millones de BolivianosMarieth Quenta RosalesAún no hay calificaciones
- Trabajo 1Documento2 páginasTrabajo 1Marieth Quenta RosalesAún no hay calificaciones
- Ejercicio Sobre Recaudaciones Tributarias en Millones de BolivianosDocumento2 páginasEjercicio Sobre Recaudaciones Tributarias en Millones de BolivianosMarieth Quenta RosalesAún no hay calificaciones
- Práctica en ClaseDocumento1 páginaPráctica en ClaseMarieth Quenta Rosales100% (1)
- Contabilidad de Costos IntroduccionDocumento85 páginasContabilidad de Costos Introducciondayana quenta rosalesAún no hay calificaciones
- Modulo I PepDocumento91 páginasModulo I PepMarieth Quenta RosalesAún no hay calificaciones
- El Negodio Del Siglo 21Documento4 páginasEl Negodio Del Siglo 21Marieth Quenta RosalesAún no hay calificaciones
- Ejercicio Guia de Metodo Vertical de 12 de Diciembre de 2020Documento4 páginasEjercicio Guia de Metodo Vertical de 12 de Diciembre de 2020Marieth Quenta RosalesAún no hay calificaciones
- PracticaDocumento2 páginasPracticaMarieth Quenta RosalesAún no hay calificaciones
- Capital de TrabajoDocumento3 páginasCapital de TrabajoMarieth Quenta RosalesAún no hay calificaciones
- Dayana Marieth Quenta RosalesDocumento12 páginasDayana Marieth Quenta RosalesMarieth Quenta RosalesAún no hay calificaciones
- Carta de Compromiso para El Curso Aspen Hysys V.8.8Documento1 páginaCarta de Compromiso para El Curso Aspen Hysys V.8.8Marieth Quenta RosalesAún no hay calificaciones
- Practica 4 Segundo ParcialDocumento2 páginasPractica 4 Segundo ParcialMarieth Quenta RosalesAún no hay calificaciones
- Admi VertivalDocumento2 páginasAdmi VertivalMarieth Quenta RosalesAún no hay calificaciones
- Banco PúblicoDocumento18 páginasBanco PúblicoMarieth Quenta RosalesAún no hay calificaciones
- Tarea para Sabado 17 de AbrikDocumento4 páginasTarea para Sabado 17 de AbrikMarieth Quenta RosalesAún no hay calificaciones
- Dayana Marieth Quenta RosalesDocumento12 páginasDayana Marieth Quenta RosalesMarieth Quenta RosalesAún no hay calificaciones
- Practica 1 Quenta Rosales Dayana MariethDocumento9 páginasPractica 1 Quenta Rosales Dayana MariethMarieth Quenta RosalesAún no hay calificaciones
- Practica 4 Segundo ParcialDocumento2 páginasPractica 4 Segundo ParcialMarieth Quenta RosalesAún no hay calificaciones
- Practica Sobre El Flujo de Fectivo en Colchones SRLDocumento8 páginasPractica Sobre El Flujo de Fectivo en Colchones SRLMarieth Quenta RosalesAún no hay calificaciones
- Gas Quenta Rosales Dayana MariethDocumento5 páginasGas Quenta Rosales Dayana MariethMarieth Quenta RosalesAún no hay calificaciones
- Tarea Ultimo RealizarDocumento10 páginasTarea Ultimo RealizarMarieth Quenta RosalesAún no hay calificaciones
- TEMA 8 (1ra PARTE)Documento11 páginasTEMA 8 (1ra PARTE)Marieth Quenta RosalesAún no hay calificaciones
- Tarea para 1 de MayoDocumento3 páginasTarea para 1 de MayoMarieth Quenta RosalesAún no hay calificaciones
- Quenta Rosales Dayana Marieth TP - C.B.Documento5 páginasQuenta Rosales Dayana Marieth TP - C.B.Marieth Quenta RosalesAún no hay calificaciones
- Producto DescontinuadoDocumento2 páginasProducto DescontinuadoMarieth Quenta Rosales100% (1)
- TFG Ana Sanchez LevosoDocumento81 páginasTFG Ana Sanchez LevosokimberlyAún no hay calificaciones
- PRODUCCION..Margen de Contribución - Adm - Pro - 22 - 05 - 2021Documento6 páginasPRODUCCION..Margen de Contribución - Adm - Pro - 22 - 05 - 2021Marieth Quenta RosalesAún no hay calificaciones
- PRODUCCION..Vender o ArrendarDocumento2 páginasPRODUCCION..Vender o ArrendarMarieth Quenta RosalesAún no hay calificaciones
- Tema # 3 Admi - coSTOS DE PRODUCCIÓNDocumento2 páginasTema # 3 Admi - coSTOS DE PRODUCCIÓNMarieth Quenta RosalesAún no hay calificaciones
- Enfeermedades Del Sistema RespiratorioDocumento15 páginasEnfeermedades Del Sistema RespiratorioMabel RomaniAún no hay calificaciones
- Mapa Conceptual Aparato CardiocirculatorioDocumento1 páginaMapa Conceptual Aparato CardiocirculatorioraquelAún no hay calificaciones
- Avance 4 MDocumento7 páginasAvance 4 MmariaAún no hay calificaciones
- PGC Q Sistemas Dispersos Equilibrio Químico Rev 20101 PDFDocumento5 páginasPGC Q Sistemas Dispersos Equilibrio Químico Rev 20101 PDFJose FloresAún no hay calificaciones
- Modelo de Plan de Clase 6Documento5 páginasModelo de Plan de Clase 6Kecrik Ernandes ChenAún no hay calificaciones
- ÁTOMOS Y MOLÉCULAS Unidad 2 Clase 1Documento28 páginasÁTOMOS Y MOLÉCULAS Unidad 2 Clase 1Master CursosAún no hay calificaciones
- Beneficios y Usos Que Le Puedes Dar A La Ceniza de MaderaDocumento6 páginasBeneficios y Usos Que Le Puedes Dar A La Ceniza de MaderatujefejuanAún no hay calificaciones
- ConjugaciónDocumento56 páginasConjugaciónOmar PopocaAún no hay calificaciones
- El Desarrollo de La Inteligencia A Temprana EdadDocumento9 páginasEl Desarrollo de La Inteligencia A Temprana Edadfernanda robalinoAún no hay calificaciones
- Solvente Dielectrico GHSDocumento17 páginasSolvente Dielectrico GHSMarcos Cruz MarioAún no hay calificaciones
- Contaminación - Alimentos PDFDocumento43 páginasContaminación - Alimentos PDFAna María CalderónAún no hay calificaciones
- Evaluación Actividad #01 - Miguel Angel Purizaca CastillaDocumento4 páginasEvaluación Actividad #01 - Miguel Angel Purizaca CastillaHector RetizAún no hay calificaciones
- Fp-Pas Peru-04-03 Iperc Continuo v-03Documento2 páginasFp-Pas Peru-04-03 Iperc Continuo v-03GinoPalaciosAún no hay calificaciones
- Teoria Social y Salud Floreal FerraraDocumento23 páginasTeoria Social y Salud Floreal FerraraManuelCárdenas100% (2)
- Estudios Placa HuellaDocumento15 páginasEstudios Placa HuellaTobon GildardoAún no hay calificaciones
- Informe AdministracionDocumento5 páginasInforme AdministracionDavid RivasAún no hay calificaciones
- Drogadiccion de Chiapa de corZODocumento47 páginasDrogadiccion de Chiapa de corZOPD ArquiticsAún no hay calificaciones
- Teoría Endosimbiotica y EvoluciónDocumento9 páginasTeoría Endosimbiotica y EvoluciónKenia MarleneAún no hay calificaciones
- 10 Freud Sobre Las Trasposiciones de La Pulsion en Particular Del Erotismo AnalDocumento9 páginas10 Freud Sobre Las Trasposiciones de La Pulsion en Particular Del Erotismo AnalEliana ColAún no hay calificaciones
- Esperanza IIIDocumento24 páginasEsperanza IIIedwinguitars6021Aún no hay calificaciones
- Bizcochitos de CheesecakeDocumento9 páginasBizcochitos de CheesecakeAdriana Lopez OrtegaAún no hay calificaciones
- Cargador de Batería Con Fuente PC ATXDocumento10 páginasCargador de Batería Con Fuente PC ATXFelix Ruiz100% (1)
- Programa Resp Civil Ii - Practica Iii.Documento2 páginasPrograma Resp Civil Ii - Practica Iii.rosalia rojasAún no hay calificaciones
- Man TequillasDocumento11 páginasMan TequillasjandrovalverdeAún no hay calificaciones
- Presentacion - BifosfonatosDocumento15 páginasPresentacion - BifosfonatosflorcithaAún no hay calificaciones
- INTERVENCIÓN Y PSICOTERAPIA EN CRISIS - Claudio Martínez - Abrio2020Documento18 páginasINTERVENCIÓN Y PSICOTERAPIA EN CRISIS - Claudio Martínez - Abrio2020maria emaAún no hay calificaciones
- Generación de Der. Humanos Las Diapos de ExamenDocumento6 páginasGeneración de Der. Humanos Las Diapos de Examenjennifer cassandra garciaAún no hay calificaciones
- Caso Clínico 3 ReumatologiaDocumento7 páginasCaso Clínico 3 ReumatologiaVane BustamanteAún no hay calificaciones
- LS024Documento31 páginasLS024CARLOS EDUARDOAún no hay calificaciones
- Mantenimiento Preventivo Heat TracingDocumento27 páginasMantenimiento Preventivo Heat TracingPablo Alberto AdAún no hay calificaciones