También podría gustarte
- Miluchaca 2Documento1 páginaMiluchaca 2Arq KamiAún no hay calificaciones
- 1 PropuestaDocumento1 página1 PropuestaPaul CcanaAún no hay calificaciones
- Plano de Medidas de Asotea-ModeloDocumento1 páginaPlano de Medidas de Asotea-Modeloroque5flores5vargasAún no hay calificaciones
- Planos Estructurales - Proyecto 02 (2) - E3Documento1 páginaPlanos Estructurales - Proyecto 02 (2) - E3Fredy Tinco ParedesAún no hay calificaciones
- Dibujo1 ModeloDocumento1 páginaDibujo1 Modeloroque5flores5vargasAún no hay calificaciones
- Planos de distribución de dormitorios y baños en casa de 3 dormitoriosDocumento1 páginaPlanos de distribución de dormitorios y baños en casa de 3 dormitoriosjenry alexander casas sernaqueAún no hay calificaciones
- Ever 1Documento1 páginaEver 1Cañas AndradeAún no hay calificaciones
- Modulacion ModeloDocumento1 páginaModulacion ModeloCarlos Atuan100% (1)
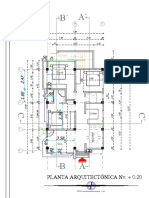
- Planta Arquitectónica Nv. + 0.20: ArribaDocumento1 páginaPlanta Arquitectónica Nv. + 0.20: ArribaEdwin JavierAún no hay calificaciones
- 3.arquitectura 1Documento1 página3.arquitectura 1Josuel Cerrón De la CruzAún no hay calificaciones
- Salud PublicaDocumento23 páginasSalud PublicaANGIE SUAREZAún no hay calificaciones
- Facultad Sistemas Oct 2022Documento1 páginaFacultad Sistemas Oct 2022Isabel CastilloAún no hay calificaciones
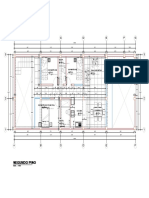
- Planta Primer PisoDocumento1 páginaPlanta Primer PisoOmar Urteaga CabreraAún no hay calificaciones
- Planta Baja Casa SimpsonsDocumento1 páginaPlanta Baja Casa SimpsonsemilceAún no hay calificaciones
- Planos 1Documento1 páginaPlanos 1Antonio CiroAún no hay calificaciones
- Electricas Piso 2Documento1 páginaElectricas Piso 2Freddy EspinozaAún no hay calificaciones
- CIM1Documento1 páginaCIM1Malena Mtzc CoelloAún no hay calificaciones
- TAJUMULCO Halel EDWARD PazDocumento1 páginaTAJUMULCO Halel EDWARD PazRolando LopezAún no hay calificaciones
- Audi IiapDocumento1 páginaAudi IiapKevin barbaran zambranoAún no hay calificaciones
- Vale 10.10 PBDocumento1 páginaVale 10.10 PBGiuliano512fretesAún no hay calificaciones
- Plano CasaDocumento1 páginaPlano Casagsd SanchezAún no hay calificaciones
- Electricas Piso 4Documento1 páginaElectricas Piso 4Freddy EspinozaAún no hay calificaciones
- Alan Plano PDFDocumento1 páginaAlan Plano PDFyenhson alan delgado carranzaAún no hay calificaciones
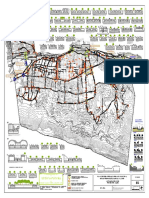
- Plan de Desarrollo Urbano Municipal: Proyectos VialesDocumento1 páginaPlan de Desarrollo Urbano Municipal: Proyectos VialesvaricochaAún no hay calificaciones
- H - Unpa - VII - Diseño Vii - Trabajo Familia - Proyecto1 - Plano - 2-4 - Plantas ArqDocumento1 páginaH - Unpa - VII - Diseño Vii - Trabajo Familia - Proyecto1 - Plano - 2-4 - Plantas Arqjhon einar valencia vidalAún no hay calificaciones
- Planta 1Documento1 páginaPlanta 1JUAN MARTINEZAún no hay calificaciones
- CONSULTORIOSDocumento1 páginaCONSULTORIOSOSCAR FABIAN PEÑA ORTIZAún no hay calificaciones
- Ue SR Arq Tinglado 002Documento2 páginasUe SR Arq Tinglado 002Andres chamby guzmanAún no hay calificaciones
- Medidas planta arquitectónica 13.67m2Documento1 páginaMedidas planta arquitectónica 13.67m2Aderlin VilcaAún no hay calificaciones
- Areas Tributarias - Diseño EtabsDocumento27 páginasAreas Tributarias - Diseño Etabsoggy43Aún no hay calificaciones
- Arquitectura Primer NicelDocumento1 páginaArquitectura Primer Nicelelmer luisAún no hay calificaciones
- PRIM MergedDocumento6 páginasPRIM MergeddannyAún no hay calificaciones
- Arquitectura Primer Nivel 1Documento1 páginaArquitectura Primer Nivel 1elmer luisAún no hay calificaciones
- Gráfico de distribución de espaciosDocumento1 páginaGráfico de distribución de espaciosDeyvi Juarez CruzAún no hay calificaciones
- Plano de SemisotanoDocumento1 páginaPlano de SemisotanoEvelyn Zussetty Vaness Sernaque VelaAún no hay calificaciones
- 4 PropuestaDocumento1 página4 PropuestaPaul CcanaAún no hay calificaciones
- Informe Actual Viviena Metalica.Documento1 páginaInforme Actual Viviena Metalica.Alfonso JoseAún no hay calificaciones
- 1 Primera Planta - ArquitecturaDocumento1 página1 Primera Planta - Arquitecturaelmer luisAún no hay calificaciones
- Plano ChiclayoDocumento1 páginaPlano ChiclayoJerson VelásquezAún no hay calificaciones
- Distribución plano vivienda multifamiliarDocumento1 páginaDistribución plano vivienda multifamiliarbartolome occ muñozAún no hay calificaciones
- A-01 Planos ArquitecturaDocumento1 páginaA-01 Planos ArquitecturaJeremi ValdezAún no hay calificaciones
- Valicha Saxo TenorDocumento1 páginaValicha Saxo TenorAnonymous IjsyOKnrJAún no hay calificaciones
- 7 Primera Planta - Instalaciones TomacorrienteDocumento1 página7 Primera Planta - Instalaciones Tomacorrienteelmer luisAún no hay calificaciones
- Modelo 02Documento1 páginaModelo 02Alex RuizAún no hay calificaciones
- Estadísticas descriptivas y análisis de notas de alumnosDocumento11 páginasEstadísticas descriptivas y análisis de notas de alumnosCB ChristianAún no hay calificaciones
- Arquitectura Segundo NivelDocumento1 páginaArquitectura Segundo NivelValeria JamancaAún no hay calificaciones
- Brisa 29 ELECTRICO-3Documento1 páginaBrisa 29 ELECTRICO-3Moises ZuñigaAún no hay calificaciones
- Call Center Oficial-plantaDocumento1 páginaCall Center Oficial-plantaBrandon HernandezAún no hay calificaciones
- Ie 01Documento1 páginaIe 01VientnamAún no hay calificaciones
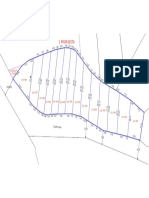
- Plano LoteoDocumento1 páginaPlano LoteoRicardo PachonAún no hay calificaciones
- ARQUITECTURADocumento1 páginaARQUITECTURAnancyAún no hay calificaciones
- JoseLuis - ProyectoDocumento7 páginasJoseLuis - ProyectoJuan Carlos Huaman ChihuanAún no hay calificaciones
- Planos Ultimos Corregidos-A-3Documento1 páginaPlanos Ultimos Corregidos-A-3Martin JoseAún no hay calificaciones
- ARCHICAD ENTREGADocumento3 páginasARCHICAD ENTREGA202010162Aún no hay calificaciones
- Planta Baja Entrega 1Documento1 páginaPlanta Baja Entrega 1emilceAún no hay calificaciones
- Optimizado plano casaDocumento1 páginaOptimizado plano casaWilliam Quispe ConzaAún no hay calificaciones
- Planta BajaDocumento1 páginaPlanta BajaMauricio MedinaAún no hay calificaciones
- 2do - 10mo PisoDocumento1 página2do - 10mo PisoManuel BazanAún no hay calificaciones
- Arquitectura Planta CASA A1 OK-ModelDocumento1 páginaArquitectura Planta CASA A1 OK-ModelDelarc DarioAún no hay calificaciones
- Libro Grande de Destrezas Prácticas Para la Vida Gr. 9-12+De EverandLibro Grande de Destrezas Prácticas Para la Vida Gr. 9-12+Aún no hay calificaciones
- Resumen - Fabiola VerasDocumento2 páginasResumen - Fabiola VerasFabiola VerasAún no hay calificaciones
- Caso #1, Cadena de SuministroDocumento2 páginasCaso #1, Cadena de SuministroFabiola VerasAún no hay calificaciones
- Caso Village Volvo - Fabiola VerasDocumento3 páginasCaso Village Volvo - Fabiola VerasFabiola VerasAún no hay calificaciones
- Calendario Academico General 2020 2021Documento5 páginasCalendario Academico General 2020 2021Fabiola VerasAún no hay calificaciones
- Ways of Engaging Consumers in Co-Production. - FVDocumento2 páginasWays of Engaging Consumers in Co-Production. - FVFabiola VerasAún no hay calificaciones
- Cadena de Suministros y Cadena de Valor.Documento2 páginasCadena de Suministros y Cadena de Valor.Fabiola VerasAún no hay calificaciones
- Manual de Un Buen CateprofeDocumento13 páginasManual de Un Buen CateprofeFabiola VerasAún no hay calificaciones
- The Experience EconomyDocumento1 páginaThe Experience EconomyFabiola VerasAún no hay calificaciones
- Cadena de Suministro de ZARADocumento3 páginasCadena de Suministro de ZARAFabiola VerasAún no hay calificaciones
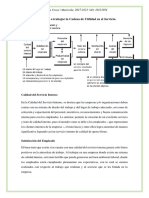
- Cómo Poner A Trabajar La Cadena de Utilidad en El Servicio - Fabiola VerasDocumento3 páginasCómo Poner A Trabajar La Cadena de Utilidad en El Servicio - Fabiola VerasFabiola VerasAún no hay calificaciones
- Cadena de Suministros y Cadena de Valor.Documento2 páginasCadena de Suministros y Cadena de Valor.Fabiola VerasAún no hay calificaciones
- Caso 1 - Espinal - Troncoso - Veras - IIS-451 - 3606.Documento9 páginasCaso 1 - Espinal - Troncoso - Veras - IIS-451 - 3606.Fabiola VerasAún no hay calificaciones
- Foro Debate 1 El Sacerdocio Femenino - Iglesia en La ActualidadDocumento6 páginasForo Debate 1 El Sacerdocio Femenino - Iglesia en La ActualidadFabiola VerasAún no hay calificaciones
- Primera Clase de SeguimientoDocumento1 páginaPrimera Clase de SeguimientoFabiola VerasAún no hay calificaciones
- Teoría de RestriccionesDocumento55 páginasTeoría de RestriccionesFabiola VerasAún no hay calificaciones
- Planeación MRP - Proceso de transformación de insumos en salidasDocumento29 páginasPlaneación MRP - Proceso de transformación de insumos en salidasFabiola VerasAún no hay calificaciones
- 7 Estrategias para Las Amenazas y Oportunidades en ProyectosDocumento2 páginas7 Estrategias para Las Amenazas y Oportunidades en ProyectosFabiola VerasAún no hay calificaciones
- II-418-T Riesgo - Cap 8Documento13 páginasII-418-T Riesgo - Cap 8Fabiola VerasAún no hay calificaciones
- Tarea PalomitasDocumento10 páginasTarea PalomitasFabiola VerasAún no hay calificaciones
- Curva de AprendizajeDocumento18 páginasCurva de AprendizajeFabiola VerasAún no hay calificaciones
- Función de pérdida de Taguchi y su uso en el diseño de procesos y toleranciasDocumento4 páginasFunción de pérdida de Taguchi y su uso en el diseño de procesos y toleranciasFabiola VerasAún no hay calificaciones
- Plantilla PERTDocumento8 páginasPlantilla PERTFabiola VerasAún no hay calificaciones
- II-418-T Cierre - Cap 9Documento8 páginasII-418-T Cierre - Cap 9Fabiola VerasAún no hay calificaciones
- Análisis R&R estudio tamaño partícula PVCDocumento16 páginasAnálisis R&R estudio tamaño partícula PVCFabiola VerasAún no hay calificaciones
- Caso 2 - Espinal - Troncoso - Veras - IIS-451 - 3606.Documento8 páginasCaso 2 - Espinal - Troncoso - Veras - IIS-451 - 3606.Fabiola VerasAún no hay calificaciones
- Ejercicios de Repaso - ConfiabilidadDocumento13 páginasEjercicios de Repaso - ConfiabilidadFabiola VerasAún no hay calificaciones
- Ejercicios de Repaso Prueba Corta 3Documento2 páginasEjercicios de Repaso Prueba Corta 3Fabiola VerasAún no hay calificaciones
- Primera Entrega - Proyecto CECDocumento18 páginasPrimera Entrega - Proyecto CECFabiola VerasAún no hay calificaciones
- Qué Es Justo A TiempoDocumento4 páginasQué Es Justo A TiempoFabiola VerasAún no hay calificaciones
- Ejercicio 2, Grupo 4Documento3 páginasEjercicio 2, Grupo 4Fabiola VerasAún no hay calificaciones
- PROYECTO INTEGRADOR #1 Resistencia de MaterialesDocumento4 páginasPROYECTO INTEGRADOR #1 Resistencia de MaterialesPedro Remigio PérezAún no hay calificaciones
- Registros de Cable Herramientas de PerfilajeDocumento11 páginasRegistros de Cable Herramientas de PerfilajeNino PumaAún no hay calificaciones
- Los Tejidos VegetalesDocumento7 páginasLos Tejidos VegetalesAlexandra Nery Huaman MamaniAún no hay calificaciones
- Metodo A, B, C para InventariosDocumento10 páginasMetodo A, B, C para InventariosCésar Augusto Luna Hurtado100% (1)
- PTAR La ChiraDocumento13 páginasPTAR La ChirajosueAún no hay calificaciones
- BosquejoDocumento3 páginasBosquejoMariaFabiolaAún no hay calificaciones
- Cine, Derecho y ConflictosDocumento2 páginasCine, Derecho y ConflictosLuis David Diez GallegoAún no hay calificaciones
- Examen Final Comportamiento Del ConsumidorDocumento11 páginasExamen Final Comportamiento Del ConsumidorAldair Estrada75% (4)
- Estudiar temaIIIDocumento18 páginasEstudiar temaIIIpylyAún no hay calificaciones
- Las Cuatro Constelaciones de La PersonalidadDocumento5 páginasLas Cuatro Constelaciones de La PersonalidadCarlos ValdiviaAún no hay calificaciones
- Enfocate ProduccionesDocumento5 páginasEnfocate ProduccionesAlexandra StephaniieAún no hay calificaciones
- Cómo redactar una no conformidad de forma clara y concisaDocumento2 páginasCómo redactar una no conformidad de forma clara y concisaCésar LGAún no hay calificaciones
- Taller Gerencia y Contratacion de ObrasDocumento7 páginasTaller Gerencia y Contratacion de Obrasandres jaimesAún no hay calificaciones
- Calidad de Vida y TrabajoDocumento24 páginasCalidad de Vida y TrabajoTaty VargasAún no hay calificaciones
- 4.-Prueba de Entrada 2020 Seminario de TesisDocumento3 páginas4.-Prueba de Entrada 2020 Seminario de TesisYormanAún no hay calificaciones
- Power Point AspergerDocumento10 páginasPower Point AspergerRodAún no hay calificaciones
- Actividad 5.mapa Conceptual FinanzasDocumento10 páginasActividad 5.mapa Conceptual FinanzasPaola CarreñoAún no hay calificaciones
- Catalogo Pro-Series HypernovaDocumento22 páginasCatalogo Pro-Series HypernovaGu Zh100% (1)
- Análisis DOFA software fiduciarioDocumento2 páginasAnálisis DOFA software fiduciarioStiven Andres DelgadoAún no hay calificaciones
- Introduccion Taller de DiabetesDocumento2 páginasIntroduccion Taller de DiabetesCarlos UrkisAún no hay calificaciones
- Conceptos de Aptitudes Evaluadas Por El PMADocumento1 páginaConceptos de Aptitudes Evaluadas Por El PMAGaby T.Aún no hay calificaciones
- 2BASES SUPERVISION IEP MANUEL BURGA PUE Segunda Conv 20211008 142258 781Documento60 páginas2BASES SUPERVISION IEP MANUEL BURGA PUE Segunda Conv 20211008 142258 781Handy VallejosAún no hay calificaciones
- CombinatoriaDocumento13 páginasCombinatoriaGuillermo MorelliAún no hay calificaciones
- Relaciones en ProgramaciónDocumento2 páginasRelaciones en ProgramaciónGiovany Santana Buenaño100% (3)
- RSC empresas españolasDocumento6 páginasRSC empresas españolasJesus Romero IglesiasAún no hay calificaciones
- Prueba Ippv Aryf-0089Documento2 páginasPrueba Ippv Aryf-0089JMAún no hay calificaciones
- Tarea 4 de Filosofia GeneralDocumento5 páginasTarea 4 de Filosofia Generaljuan de jesus Caba paulinoAún no hay calificaciones
- Escala Norton valoración riesgo úlceras presiónDocumento2 páginasEscala Norton valoración riesgo úlceras presiónJennifer Herrera100% (1)
- Caso de EstudioDocumento3 páginasCaso de EstudioElmer Romero0% (1)