También podría gustarte
- Torneado ParaleloDocumento19 páginasTorneado ParaleloMabel MonteroAún no hay calificaciones
- Mecanica Del Corte de Metales TeoriaDocumento9 páginasMecanica Del Corte de Metales TeoriaIsidro Rosales JeanAún no hay calificaciones
- Folleto Completo de Corte de MetalesDocumento97 páginasFolleto Completo de Corte de MetalesErnesto MoralesAún no hay calificaciones
- Deber 1Documento6 páginasDeber 1Juver RomeroAún no hay calificaciones
- Examen FinalDocumento5 páginasExamen FinalJorge Olortegui-YumeAún no hay calificaciones
- Manu Fact UraDocumento8 páginasManu Fact Uraedgararevir1234Aún no hay calificaciones
- Teoria de Krinberg-MerchantDocumento208 páginasTeoria de Krinberg-MerchantJuan Frech50% (2)
- Teoria de CorteDocumento206 páginasTeoria de CorteJulio Cesar Montoya DelgadoAún no hay calificaciones
- 4a. - CORTE ORTOGONAL Y Maquinas HerramientasDocumento41 páginas4a. - CORTE ORTOGONAL Y Maquinas HerramientasOrlando CapristanAún no hay calificaciones
- Trabajo 2Documento22 páginasTrabajo 2luis12345672Aún no hay calificaciones
- Descripción y Tipos de MaquinadoDocumento3 páginasDescripción y Tipos de MaquinadoMarcos Alfredo AbreuAún no hay calificaciones
- BrochadoDocumento8 páginasBrochadoMaria BrugesAún no hay calificaciones
- Formacion de Viruta Real Teroica y Temperatura de CorteDocumento15 páginasFormacion de Viruta Real Teroica y Temperatura de Corteveronica basalduaAún no hay calificaciones
- TOLERANCIASDocumento20 páginasTOLERANCIASAndi YauriciriacoAún no hay calificaciones
- Tarea 2 - Procesos de Mecanizacion - Francisco FernandezDocumento4 páginasTarea 2 - Procesos de Mecanizacion - Francisco FernandezFrancisco FernandezAún no hay calificaciones
- Parámetros de Corte PDFDocumento15 páginasParámetros de Corte PDFJoseManucci0% (1)
- Descripción y Tipos de MaquinadoDocumento8 páginasDescripción y Tipos de Maquinadorodrigo136100% (1)
- Unidad 1. Procesos de Maquinado Parte 1.Documento16 páginasUnidad 1. Procesos de Maquinado Parte 1.Dannis GanemAún no hay calificaciones
- Práctica 03 - TorneadoDocumento10 páginasPráctica 03 - TorneadoAnthony Joseph Flores CelisAún no hay calificaciones
- Guia Laboratorio Practica #4 MecanizadoDocumento7 páginasGuia Laboratorio Practica #4 MecanizadoVanessa Bertel MontesAún no hay calificaciones
- MerchantDocumento5 páginasMerchantRJ GilAún no hay calificaciones
- Tolerancias TTTDocumento44 páginasTolerancias TTTLuis Alberto Blas RiveraAún no hay calificaciones
- Formación de VirutaDocumento5 páginasFormación de VirutaMarco Antonio Puente CamachoAún no hay calificaciones
- VILAÑA DENNIS Consulta 8 PDFDocumento13 páginasVILAÑA DENNIS Consulta 8 PDFDennis VilañaAún no hay calificaciones
- Teoría Del Maquinado de MetalesDocumento5 páginasTeoría Del Maquinado de MetalesPedro GalvisAún no hay calificaciones
- Procesos de Manufactura I - Mecanica de CorteDocumento57 páginasProcesos de Manufactura I - Mecanica de CortejuancarlosjuaquinAún no hay calificaciones
- Apuntes Tecnologia MecanicaDocumento473 páginasApuntes Tecnologia Mecanicacarmelotomas94% (18)
- Apuntes Tecnologia MecanicaDocumento473 páginasApuntes Tecnologia Mecanicabtillo2607Aún no hay calificaciones
- Cuesteonario N1 de Proceso 1Documento7 páginasCuesteonario N1 de Proceso 1Nicolas MoralesMuñozAún no hay calificaciones
- PMecanización Homework2 PillasaguaOrdoñez Paralelo1Documento10 páginasPMecanización Homework2 PillasaguaOrdoñez Paralelo1Jorge PillasaguaAún no hay calificaciones
- Guia 3 Lab Tec MecDocumento5 páginasGuia 3 Lab Tec MecVALERIA ANDREA ZUBIETA MARTINEZAún no hay calificaciones
- Unidad 1. Procesos de Maquinado Parte 2.Documento20 páginasUnidad 1. Procesos de Maquinado Parte 2.Dannis GanemAún no hay calificaciones
- Teoría Del Maquinado de MetalesDocumento39 páginasTeoría Del Maquinado de MetalesJavier RamirezAún no hay calificaciones
- MetrologiaDocumento15 páginasMetrologiaNego LaraAún no hay calificaciones
- Geometria de EngranesDocumento6 páginasGeometria de EngranesleiAún no hay calificaciones
- PMecanización Homework1 PillasaguaOrdoñez Paralelo1Documento14 páginasPMecanización Homework1 PillasaguaOrdoñez Paralelo1Jorge Pillasagua100% (1)
- Informe de MecanizadoDocumento10 páginasInforme de MecanizadoAndreitash A. M HernandezAún no hay calificaciones
- Afilado de HerramientasDocumento6 páginasAfilado de HerramientasERNESTO RAUL QUISPE CALDERONAún no hay calificaciones
- JJ TeoradelmaquinadodemetalesDocumento41 páginasJJ TeoradelmaquinadodemetalesAnthonella AndreinaAún no hay calificaciones
- P2 ManufacturaDocumento162 páginasP2 ManufacturaAnthonella UllaguaryAún no hay calificaciones
- Tiempo de Maquinado y AvanceDocumento7 páginasTiempo de Maquinado y AvanceKiryuu Kurosaki Animemusic EmodarkAún no hay calificaciones
- RugosidadDocumento13 páginasRugosidadIriam Ali Lopez Zuniga100% (1)
- Capitulo Iv Teoria de Maquinado de Metales Procesos de Manufactura IDocumento61 páginasCapitulo Iv Teoria de Maquinado de Metales Procesos de Manufactura IEdward Orccon0% (1)
- Interaccion Hombre Maquina CNC SDocumento8 páginasInteraccion Hombre Maquina CNC SSiriux samAún no hay calificaciones
- Torno y Sus AccesoriosDocumento21 páginasTorno y Sus AccesoriosMarco Antonio Sosa JulcaAún no hay calificaciones
- Analisis MerchantDocumento55 páginasAnalisis MerchanttarindanielAún no hay calificaciones
- Clase 04-Fundamentos de CorteDocumento49 páginasClase 04-Fundamentos de CorteSandra Fernandez SanchezAún no hay calificaciones
- Equipos de Monofilo TaladroDocumento20 páginasEquipos de Monofilo TaladroWILMER QUISPE TINCOAún no hay calificaciones
- Especificaciones técnicas en procesos de mecanizado por corte y conformado. FMEH0209De EverandEspecificaciones técnicas en procesos de mecanizado por corte y conformado. FMEH0209Aún no hay calificaciones
- UF1213 - Técnicas de mecanizado y metrologíaDe EverandUF1213 - Técnicas de mecanizado y metrologíaCalificación: 4 de 5 estrellas4/5 (5)
- Operaciones de mecanizado manual. FMEE0208De EverandOperaciones de mecanizado manual. FMEE0208Aún no hay calificaciones
- UF1254 - Reparación o sustitución de elementos estructurales de vehículosDe EverandUF1254 - Reparación o sustitución de elementos estructurales de vehículosCalificación: 4.5 de 5 estrellas4.5/5 (3)
- Interpretación de planos en la fabricación de tuberías. FMEC0108De EverandInterpretación de planos en la fabricación de tuberías. FMEC0108Calificación: 1 de 5 estrellas1/5 (1)
- Especificaciones técnicas en procesos de mecanizado por arranque de viruta. FMEH0109De EverandEspecificaciones técnicas en procesos de mecanizado por arranque de viruta. FMEH0109Calificación: 4 de 5 estrellas4/5 (1)
- Preparación de útiles para el mecanizado por corte y conformado. FMEH0209De EverandPreparación de útiles para el mecanizado por corte y conformado. FMEH0209Aún no hay calificaciones
- Dibujo técnico para la transformación de polímeros. QUIT0209De EverandDibujo técnico para la transformación de polímeros. QUIT0209Aún no hay calificaciones
- Operaciones de máquinas-herramientas para punzonado y plegado. FMEH0209De EverandOperaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Aún no hay calificaciones
- Estructura de Un BiodigestorDocumento1 páginaEstructura de Un BiodigestorMiller Jhony Campos CosmeAún no hay calificaciones
- Diseño y Simulación de Flujo Incompresible A Través de Impulsores de Bombas CentrífugasDocumento11 páginasDiseño y Simulación de Flujo Incompresible A Través de Impulsores de Bombas CentrífugasMiller Jhony Campos CosmeAún no hay calificaciones
- Simulacion de Turbina Michell BankiDocumento24 páginasSimulacion de Turbina Michell BankiMiller Jhony Campos CosmeAún no hay calificaciones
- El Micrometro o PalmerDocumento1 páginaEl Micrometro o PalmerMiller Jhony Campos CosmeAún no hay calificaciones
- Planificacion de Manenimiento de Equipo PesadoDocumento5 páginasPlanificacion de Manenimiento de Equipo PesadoMiller Jhony Campos Cosme100% (1)
- Compuerta Taintor Grupo 4Documento29 páginasCompuerta Taintor Grupo 4Miller Jhony Campos CosmeAún no hay calificaciones
- Diseño de Un Inyector de Flujo LaminarDocumento16 páginasDiseño de Un Inyector de Flujo LaminarMiller Jhony Campos CosmeAún no hay calificaciones
- Cisternas para Transportar LíquidosDocumento22 páginasCisternas para Transportar LíquidosMiller Jhony Campos Cosme0% (1)
- Represas de AguaDocumento17 páginasRepresas de AguaMiller Jhony Campos CosmeAún no hay calificaciones
- Estabilización de SuelosDocumento8 páginasEstabilización de SuelosJhobani Vasquez VelasquezAún no hay calificaciones
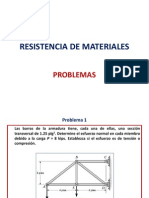
- Prob, Rem ChinchaDocumento52 páginasProb, Rem ChinchaJose David Tasayco Matias43% (7)
- Correas TZ ESDocumento7 páginasCorreas TZ ESIván Pérez ArtimeAún no hay calificaciones
- Procedimiento Pruebas RielDocumento14 páginasProcedimiento Pruebas RielJaviera Muñoz ValdésAún no hay calificaciones
- Evolución Arquitectónica: Arq. Mariella Díaz SantivañezDocumento48 páginasEvolución Arquitectónica: Arq. Mariella Díaz SantivañezJose Bustamante AguirreAún no hay calificaciones
- PDF Informe 6 CompressDocumento9 páginasPDF Informe 6 CompressDino Llanca LeonAún no hay calificaciones
- Uf190 Preguntas TestDocumento6 páginasUf190 Preguntas TestJoselyn Belén Gallardo AyalaAún no hay calificaciones
- Diseno de Equipos Industriales ESIQIE PDFDocumento189 páginasDiseno de Equipos Industriales ESIQIE PDFOscar Morato LópezAún no hay calificaciones
- Inspección de Galvanizados en CalienteDocumento51 páginasInspección de Galvanizados en CalienteMartin Hugo GiacomazziAún no hay calificaciones
- Clase 10 Curso Preparación de Mezclas y Concentrados Clase 10 TerminadaDocumento12 páginasClase 10 Curso Preparación de Mezclas y Concentrados Clase 10 TerminadaEstuardo de la CruzAún no hay calificaciones
- Absorcion de AguaDocumento15 páginasAbsorcion de AguaBlake Hunter Manchiny CastiñolyAún no hay calificaciones
- Manual de Operaciones de ErforacionDocumento115 páginasManual de Operaciones de ErforacionLUIS ANTONIO BARRIENTOSAún no hay calificaciones
- Presentación MUROS HIBRIDOS 05-04-14Documento63 páginasPresentación MUROS HIBRIDOS 05-04-14José SafnatpaneajAún no hay calificaciones
- 3.1 Calculos DesarrolladoDocumento13 páginas3.1 Calculos DesarrolladoJuve NiflaAún no hay calificaciones
- Acesco Images Stories Fotos PDF CATALOGO de PRODUCTOS CatalogoDeProductos2012Documento56 páginasAcesco Images Stories Fotos PDF CATALOGO de PRODUCTOS CatalogoDeProductos2012Diego Fernando SalamancaAún no hay calificaciones
- Presforzado JuanDocumento71 páginasPresforzado JuanJUAN DE DIOS MALPARTIDA ITURREGUIAún no hay calificaciones
- Tamizado Por Tamices VibratoriosDocumento18 páginasTamizado Por Tamices VibratoriosGerson G. Pachas LoyolaAún no hay calificaciones
- Acero 8620 Propiedades QuimicasDocumento3 páginasAcero 8620 Propiedades QuimicasJUAN ANTONIO RODRIGUEZ MARTINEZAún no hay calificaciones
- UntitledDocumento326 páginasUntitledVIDALESAún no hay calificaciones
- Informe N°2Documento48 páginasInforme N°2Tomás Delgado JaureguiAún no hay calificaciones
- Resumen de MetalesDocumento13 páginasResumen de MetalesPaz VerocayAún no hay calificaciones
- Informe Tableros ElectricosDocumento46 páginasInforme Tableros ElectricosbryanvelesacaAún no hay calificaciones
- Miguel Suca 2021 PDFDocumento19 páginasMiguel Suca 2021 PDFfranciscoAún no hay calificaciones
- Concreto PretensadoDocumento50 páginasConcreto PretensadoGMMBVVMMAún no hay calificaciones
- Unex - Charola Aislante PVC - Catalogo11Documento30 páginasUnex - Charola Aislante PVC - Catalogo11erika sampedroAún no hay calificaciones
- Homologacion 4G Jhordan Miranda IgnacioDocumento1 páginaHomologacion 4G Jhordan Miranda IgnacioDiego ChávezAún no hay calificaciones
- Soluciones para Utillajes de Trabajo en Frio para Aceros Avanzados de Alta ResistenciaDocumento40 páginasSoluciones para Utillajes de Trabajo en Frio para Aceros Avanzados de Alta ResistenciaSabino MéndezAún no hay calificaciones
- Linea de JabonDocumento10 páginasLinea de Jabonmaria bastardoAún no hay calificaciones
- Informe Del AceroDocumento12 páginasInforme Del AceroEstefani AlexandraAún no hay calificaciones
- Fundaciones CorridasDocumento4 páginasFundaciones CorridasAlexander MontenegroAún no hay calificaciones