También podría gustarte
- Ram 100Documento17 páginasRam 100Leonardo Mendez GarciaAún no hay calificaciones
- Procedimiento de Holiday DetectorDocumento6 páginasProcedimiento de Holiday DetectorvalaypfbAún no hay calificaciones
- ASME W ResumenDocumento1 páginaASME W ResumenYeison ValdelamarAún no hay calificaciones
- Aplicación TUD5 VE: 0460484148Documento4 páginasAplicación TUD5 VE: 0460484148Jesús100% (1)
- Awwa c209 Norma para Recubrir Juntas y Accesorios Con CintasDocumento20 páginasAwwa c209 Norma para Recubrir Juntas y Accesorios Con CintasALEFENIX17Aún no hay calificaciones
- Door Fan Test PDFDocumento8 páginasDoor Fan Test PDFcchristtAún no hay calificaciones
- HICO0090 Detector de PorosidadDocumento7 páginasHICO0090 Detector de Porosidadmalota2108Aún no hay calificaciones
- PEMEX - Normas para TuberíasDocumento202 páginasPEMEX - Normas para TuberíasEmmanuel Cervantes Velázquez100% (1)
- Pr-Sem-Mecl-004 Procedimiento Aplicacion Técnica Del PolikenDocumento7 páginasPr-Sem-Mecl-004 Procedimiento Aplicacion Técnica Del PolikenJhon CarrionAún no hay calificaciones
- Procedimiento Hot Tap PS MDocumento11 páginasProcedimiento Hot Tap PS MED SA CAAún no hay calificaciones
- Astm g62 EspañolDocumento4 páginasAstm g62 Españolcontrerasmejiamarco100% (1)
- 3m Liquid Epoxy Coating 323 TraduccionDocumento2 páginas3m Liquid Epoxy Coating 323 Traduccionjuan100% (1)
- Procedimiento Bajado y Tapado TuberiaDocumento10 páginasProcedimiento Bajado y Tapado TuberiaDiego LaraAún no hay calificaciones
- Vit-Et-138 Pruebas Hidrostaticas A ManguerasDocumento12 páginasVit-Et-138 Pruebas Hidrostaticas A ManguerasGustavo HernandezAún no hay calificaciones
- Torqueo en Uniones BridadasDocumento14 páginasTorqueo en Uniones BridadasdegoavilAún no hay calificaciones
- Procedimiento Escrito para FlushingDocumento1 páginaProcedimiento Escrito para FlushingAlfonso Vasquez AmarisAún no hay calificaciones
- Astm A 105Documento1 páginaAstm A 105haniel_ramirezAún no hay calificaciones
- Procedimiento de Holliday DetectorDocumento5 páginasProcedimiento de Holliday DetectorCharles CisnerosAún no hay calificaciones
- 2018 MC RAMFILL Op Ficha Técnica A y BDocumento2 páginas2018 MC RAMFILL Op Ficha Técnica A y Bjihnos1100% (1)
- Presentacion EcdaDocumento100 páginasPresentacion EcdajorharsteAún no hay calificaciones
- Recomendaciones para Diseño de Sistemas de OxigenoDocumento1 páginaRecomendaciones para Diseño de Sistemas de Oxigenocarlos37Aún no hay calificaciones
- Viking Rociador Abierto Mod 811 - 817Documento13 páginasViking Rociador Abierto Mod 811 - 817Alex WilmerAún no hay calificaciones
- Estampas ASMEDocumento4 páginasEstampas ASMEAnonymous 8BKWZPEEmF100% (1)
- Procedimientos para Soldadura o Hot Tapping Sobre Equipos en Servicios Según API 2201Documento3 páginasProcedimientos para Soldadura o Hot Tapping Sobre Equipos en Servicios Según API 2201roberto c100% (1)
- Ing-Pr-001 Procedimiento Hot TapDocumento7 páginasIng-Pr-001 Procedimiento Hot TapNestor Armando Suarez Cetina100% (2)
- Nte - Inen 2316.2008Documento29 páginasNte - Inen 2316.2008David Villamarin100% (1)
- Norma Anexo II Tecnica Caja de VacioDocumento6 páginasNorma Anexo II Tecnica Caja de Vacioittsa100% (1)
- Recipientes A Presion PemexDocumento104 páginasRecipientes A Presion PemexLuis Carlos Assis D'Arco100% (1)
- Ficha T+®cnica Cinta Blanca 955-20 Protecci+ N Mec+ínicaDocumento1 páginaFicha T+®cnica Cinta Blanca 955-20 Protecci+ N Mec+ínicaErick Montenegro CastroAún no hay calificaciones
- Procedimiento para Pruebas HidrostaticasDocumento8 páginasProcedimiento para Pruebas HidrostaticasDante Alexander Rojas HuertaAún no hay calificaciones
- Presentacion Bombas Contra Incendios Basado en Nfpa 20 AnraciDocumento4 páginasPresentacion Bombas Contra Incendios Basado en Nfpa 20 Anracidavid80147179Aún no hay calificaciones
- Ficha Tecnica Adhesivo-EspañolDocumento3 páginasFicha Tecnica Adhesivo-Españolalexia cortazar50% (2)
- Aiqsa Polietileno Pehd Tope Socket Electrofusion BridasDocumento20 páginasAiqsa Polietileno Pehd Tope Socket Electrofusion BridasalbertoAún no hay calificaciones
- A.4) Normas ASTMDocumento1 páginaA.4) Normas ASTMCarlos PerezAún no hay calificaciones
- Procedimiento Revestimiento de TuberiasDocumento3 páginasProcedimiento Revestimiento de TuberiasAlvaro Jhoel Quinteros RAún no hay calificaciones
- Manual de Tinker Rf-It - En.esDocumento5 páginasManual de Tinker Rf-It - En.esAlbaro Sanchez100% (1)
- Inspeccion y Carga de Nitrogeno Acumuladores de BladderDocumento5 páginasInspeccion y Carga de Nitrogeno Acumuladores de BladderlvicencioaAún no hay calificaciones
- Isa-Hse-Pdt-104 - Reemplazo de Empaquetadura de Sección Cuadrada de Estopa de Válvula CompuertaDocumento9 páginasIsa-Hse-Pdt-104 - Reemplazo de Empaquetadura de Sección Cuadrada de Estopa de Válvula Compuerta8q5tgtfn7tAún no hay calificaciones
- Examen ErdzDocumento35 páginasExamen ErdzRicardo Bravo GutiérrezAún no hay calificaciones
- Construir Un Negatoscopio PDFDocumento8 páginasConstruir Un Negatoscopio PDFjuanAún no hay calificaciones
- Venteos y Drenajesde Prueba HidrostáticaDocumento1 páginaVenteos y Drenajesde Prueba HidrostáticaALAAN89100% (1)
- Revestimiento y Proteccion CatodicaDocumento10 páginasRevestimiento y Proteccion CatodicaJanneth Herrera Flores100% (1)
- Tolerancias para Construccion de EdificiosDocumento6 páginasTolerancias para Construccion de Edificiosjose alberto sanchez torresAún no hay calificaciones
- Curso VT - MT Ricardo Aguirre RamirezDocumento2 páginasCurso VT - MT Ricardo Aguirre RamirezAlex Silva VincesAún no hay calificaciones
- P-0210-ESP Fixturlaser XA Manual 3rd Ed 20071003Documento170 páginasP-0210-ESP Fixturlaser XA Manual 3rd Ed 20071003Jaime Espinoza100% (1)
- Sci Fajas TransportadorasDocumento2 páginasSci Fajas TransportadorasHugo Otiniano Plasencia0% (1)
- CO-P-9 PRUEBA DE HERMETICIDAD EN TUBERIAS DE PE v6Documento8 páginasCO-P-9 PRUEBA DE HERMETICIDAD EN TUBERIAS DE PE v6B. Misael Huaman ZamoraAún no hay calificaciones
- Swe-Plat-Prod-218 Pruebas de Presion A Valvulas (Rev.1)Documento14 páginasSwe-Plat-Prod-218 Pruebas de Presion A Valvulas (Rev.1)dark2072100% (1)
- Manual para FabricacionesDocumento35 páginasManual para Fabricacionesvicvarg3235Aún no hay calificaciones
- Listado de Normas PFIDocumento24 páginasListado de Normas PFIdarthamtaroAún no hay calificaciones
- End G2 2020a D2 AndradeDocumento3 páginasEnd G2 2020a D2 AndradeMate al InstanteAún no hay calificaciones
- Fichas Técnicas Bombas BarmesaDocumento2 páginasFichas Técnicas Bombas BarmesaroyvindasAún no hay calificaciones
- Aislamiento Tuberia NomalockDocumento2 páginasAislamiento Tuberia Nomalockjoaquin perezAún no hay calificaciones
- GTC 94 - Guia para La Inspección Visual y Recalificación de Cilindros de Alta Presión Reforzados Con FibraDocumento6 páginasGTC 94 - Guia para La Inspección Visual y Recalificación de Cilindros de Alta Presión Reforzados Con FibrajfdussanAún no hay calificaciones
- Especialistas en Relevado de EsfuerzosDocumento8 páginasEspecialistas en Relevado de EsfuerzosOscar TapiaAún no hay calificaciones
- AWWA STD C209 Revestimiento en Cinta Aplicada en Fríio (1990)Documento20 páginasAWWA STD C209 Revestimiento en Cinta Aplicada en Fríio (1990)Joel CristobalAún no hay calificaciones
- Manual Técnico GRPDocumento11 páginasManual Técnico GRPAlberto MoralesAún no hay calificaciones
- ESTÁNDAR AWWA PARA TUBOS DE AGUA DE ACERO DE 6 PULGADAS. ResumenDocumento5 páginasESTÁNDAR AWWA PARA TUBOS DE AGUA DE ACERO DE 6 PULGADAS. ResumensalvadorlibanogarciamendozaAún no hay calificaciones
- Especificación Técnica Tuberias de PRFV Rev.1Documento12 páginasEspecificación Técnica Tuberias de PRFV Rev.1Anonymous RW8gIK9bmC100% (1)
- Nch184 - 2 of 2001 Fabricacion Tuberias de HormigonDocumento33 páginasNch184 - 2 of 2001 Fabricacion Tuberias de HormigonEnrique Jorge Romero Martínez100% (1)
- Awwa C216 Norma Mangas Termocontraibles PDFDocumento14 páginasAwwa C216 Norma Mangas Termocontraibles PDFJuan Carlos Contreras CherresAún no hay calificaciones
- Registro de Comprobantes de Pago - ProveedoresDocumento11 páginasRegistro de Comprobantes de Pago - ProveedoresAngela Milagros gomero PérezAún no hay calificaciones
- Trabajo Comunicacion Tecnicas de SupervisiónDocumento7 páginasTrabajo Comunicacion Tecnicas de SupervisiónNotisandiegoNotisandiegoAún no hay calificaciones
- CaracterizacionDocumento126 páginasCaracterizacionAlexis Mena Romaña0% (1)
- Configurar Un TX y RX AuroraDocumento14 páginasConfigurar Un TX y RX AuroraAndresEduardoCortesAún no hay calificaciones
- Hoja Informativa N 03 - Las Funciones Vitales de Los Organismos - 5 Grado - 2021Documento4 páginasHoja Informativa N 03 - Las Funciones Vitales de Los Organismos - 5 Grado - 2021ESTEFANO ANDREY GARCIA ACUÑAAún no hay calificaciones
- Dewpoint HygrometerDocumento3 páginasDewpoint HygrometerEliseo PardoAún no hay calificaciones
- Gestion de Costos de Un ProyectoDocumento27 páginasGestion de Costos de Un ProyectoYeltsin Davis Fernandez NeyraAún no hay calificaciones
- COMUNA 14 (3) Definitiva PDFDocumento66 páginasCOMUNA 14 (3) Definitiva PDFAsesoría de Participación Ciudadana - Alcaldía de CaliAún no hay calificaciones
- Modelo de SolowDocumento3 páginasModelo de SolowGamer GamerAún no hay calificaciones
- JUAN - AGUILAR - SP-SCOE-1602-B1 - 001 - U3. Evidencia de Aprendizaje - La Lectura y Escritura Como Proceso de ConocimientoDocumento5 páginasJUAN - AGUILAR - SP-SCOE-1602-B1 - 001 - U3. Evidencia de Aprendizaje - La Lectura y Escritura Como Proceso de ConocimientoCharly AguilarAún no hay calificaciones
- Ficha Tecnica R 507a Gas ServeiDocumento4 páginasFicha Tecnica R 507a Gas Serveimaron75Aún no hay calificaciones
- Curva de Davies MantenimientoDocumento9 páginasCurva de Davies MantenimientoSteeven LoorAún no hay calificaciones
- Analisis y Metodos de Direccionalidad de ArmónicosDocumento26 páginasAnalisis y Metodos de Direccionalidad de ArmónicosEduardo Ramírez GálvezAún no hay calificaciones
- Guía para El Desarrollo Del Componente Práctico y Rúbrica de Evaluación - Tarea 5 - Componente Práctico - Prácticas SimuladasDocumento8 páginasGuía para El Desarrollo Del Componente Práctico y Rúbrica de Evaluación - Tarea 5 - Componente Práctico - Prácticas SimuladaswendyAún no hay calificaciones
- Barra de Progreso Con Un AsynctaskDocumento4 páginasBarra de Progreso Con Un Asynctaskjamesvama1Aún no hay calificaciones
- Condiciones y Usos de Las TicDocumento5 páginasCondiciones y Usos de Las TicFlor GrandeAún no hay calificaciones
- Metodo Cientificola Caja NegraDocumento2 páginasMetodo Cientificola Caja NegraPaulaMed2Aún no hay calificaciones
- Protocolo de MP Gem 3000Documento2 páginasProtocolo de MP Gem 3000María Morh'Aún no hay calificaciones
- 5820-O&M-MDD1-I-477 V1 - BOMBA CENTRIFUGA GOULDS 3196XLI-ST-MT CPFsDocumento11 páginas5820-O&M-MDD1-I-477 V1 - BOMBA CENTRIFUGA GOULDS 3196XLI-ST-MT CPFsjairo ardilaAún no hay calificaciones
- 3323787221julio-2022 SD SC 0Documento4 páginas3323787221julio-2022 SD SC 0paulAún no hay calificaciones
- Curriculum Vitae PDFDocumento3 páginasCurriculum Vitae PDFIvan VejarAún no hay calificaciones
- S2 Lectura de Norma ISA 5 1 PDFDocumento12 páginasS2 Lectura de Norma ISA 5 1 PDFJavier GuerreroAún no hay calificaciones
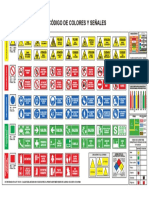
- Codigo de ColoresDocumento1 páginaCodigo de ColoresRoger ReyesAún no hay calificaciones
- Sistema Nacional de AbastecimientoDocumento65 páginasSistema Nacional de AbastecimientoPonciano Callata100% (1)
- Partes Del TornoDocumento12 páginasPartes Del TornoStephanie AlexandraAún no hay calificaciones
- KJNJNJ 2012Documento1 páginaKJNJNJ 2012결경0% (1)
- Rastreo Del Pasaporte Visado PDFDocumento5 páginasRastreo Del Pasaporte Visado PDFRuben VladimirAún no hay calificaciones
- Unidad 4Documento39 páginasUnidad 4jesusballesterosramiAún no hay calificaciones
- Ejercicios de Comprensión - 2Documento3 páginasEjercicios de Comprensión - 2Efrén Zamora Asprilla0% (1)