También podría gustarte
- Diseño geométrico de carreteras - 2da ediciónDe EverandDiseño geométrico de carreteras - 2da ediciónAún no hay calificaciones
- Check List - RetroexcavadoraDocumento1 páginaCheck List - RetroexcavadoraLuis Miguel Mamani CastroAún no hay calificaciones
- Informe Reductor de Velocidad t6Documento24 páginasInforme Reductor de Velocidad t6mau_fumarolo5337100% (1)
- Planos de Cortadora NeumáticaDocumento6 páginasPlanos de Cortadora Neumáticaomar_tisalema100% (1)
- Planos PDFDocumento80 páginasPlanos PDFgemivert100% (1)
- Curso SQL TuningDocumento35 páginasCurso SQL Tuningamvt7100100% (1)
- Dobladora de Lamina Marco TeoricoDocumento7 páginasDobladora de Lamina Marco TeoricoPepe Perez0% (1)
- Proyecto TALADRO FINAL 1Documento10 páginasProyecto TALADRO FINAL 1Jacques Zevallos Ventura100% (2)
- Refrentado Agujero Cilindraro Taladrado PDFDocumento109 páginasRefrentado Agujero Cilindraro Taladrado PDFCRISTIAN ALEXANDER SALDANA GARZONAún no hay calificaciones
- Troqueladora NeumaticaDocumento33 páginasTroqueladora Neumaticatokio2424Aún no hay calificaciones
- Máquina PelitizadoraDocumento91 páginasMáquina PelitizadoraRamiro Hernandez rincon100% (1)
- Compresor de Botellas PET-1Documento20 páginasCompresor de Botellas PET-1MANUEL100% (1)
- Como Hacer Una Dobladora Manual para Lamina PDFDocumento2 páginasComo Hacer Una Dobladora Manual para Lamina PDFRafael German0% (1)
- Lesly Valderrama Tarea 3Documento4 páginasLesly Valderrama Tarea 3Lesly Zaret V. CepedaAún no hay calificaciones
- Diseño de Un Transportador Electromecanico Recto de GaseosasDocumento82 páginasDiseño de Un Transportador Electromecanico Recto de GaseosasLuis A100% (1)
- Roladora AutomaticaDocumento51 páginasRoladora AutomaticaMartin Carrasco TalaveraAún no hay calificaciones
- Conformado de Chapas MetálicasDocumento88 páginasConformado de Chapas MetálicascirellioAún no hay calificaciones
- Examn OleoDocumento20 páginasExamn OleoPauca LuisAún no hay calificaciones
- Estudio de Caso Magic BeautyDocumento2 páginasEstudio de Caso Magic BeautySolanghyCatalinaSolecitoOrtizMurillo57% (7)
- Compactadora de Viruta MetalicaDocumento37 páginasCompactadora de Viruta MetalicaPedro Cueva CalderonAún no hay calificaciones
- FastCAM SPANISH PDFDocumento290 páginasFastCAM SPANISH PDFPablo AndresAún no hay calificaciones
- Manual de Roladora de TuboDocumento29 páginasManual de Roladora de TuboLuis MuyulemaAún no hay calificaciones
- Heinrich Gerling Alrededor de Las Maquinas Herramientas PDFDocumento130 páginasHeinrich Gerling Alrededor de Las Maquinas Herramientas PDFPaulo Sebastián Roa Duran100% (3)
- Cómo Hacer Un Molino para PlásticosDocumento10 páginasCómo Hacer Un Molino para Plásticossagp75880% (5)
- TG DobladoraDocumento133 páginasTG DobladoraDavid Esteban Caicedo Pazos100% (2)
- Matriceria Bustamantesantiago Corregida PDFDocumento75 páginasMatriceria Bustamantesantiago Corregida PDFGloria MipazAún no hay calificaciones
- Anexo 1 Planos de DetalleDocumento50 páginasAnexo 1 Planos de DetalleBrianAndresMarinAún no hay calificaciones
- Kant ExpDocumento3 páginasKant ExpWilliam Canro50% (2)
- Cepilladora W - FDocumento32 páginasCepilladora W - Fyesi1188Aún no hay calificaciones
- Plegadora Hidraulica mp3003 CNC 997 1407268418 PDFDocumento70 páginasPlegadora Hidraulica mp3003 CNC 997 1407268418 PDFHugo G GuerreroAún no hay calificaciones
- MANUAL DE APLICACION DE OBRA DE BANCO Y SOLDADURAS DE MANTENIMIENTO LISTO Reparado PDFDocumento128 páginasMANUAL DE APLICACION DE OBRA DE BANCO Y SOLDADURAS DE MANTENIMIENTO LISTO Reparado PDFfrankAún no hay calificaciones
- Memoria de Matriz de CorteDocumento58 páginasMemoria de Matriz de CorteRuben Lazo OlivaresAún no hay calificaciones
- Bertrando Paolo Arcelloni Teresa - Las Hipotesis Son DialogosDocumento14 páginasBertrando Paolo Arcelloni Teresa - Las Hipotesis Son DialogosandreanavarretehAún no hay calificaciones
- Cizalla ManualDocumento6 páginasCizalla ManualSevee LpezAún no hay calificaciones
- Manual Tuneles de TermoencogidoDocumento27 páginasManual Tuneles de TermoencogidoNathan Denni RobbinsAún no hay calificaciones
- Trabajo de Innovasion - RoladoraDocumento24 páginasTrabajo de Innovasion - RoladoraDeyler Iglesias100% (3)
- Automatización de Una Troqueladora yDocumento171 páginasAutomatización de Una Troqueladora yhannyAún no hay calificaciones
- Corte y Plegado de ChapasDocumento22 páginasCorte y Plegado de Chapasnicoka50Aún no hay calificaciones
- Mesa para Soldar PDFDocumento10 páginasMesa para Soldar PDFHenry GuerreroAún no hay calificaciones
- Diseño de Una Trituradora de Recipientes PlásticosDocumento20 páginasDiseño de Una Trituradora de Recipientes PlásticosCamila VesgaAún no hay calificaciones
- Catalogo 11 de TornosDocumento36 páginasCatalogo 11 de Tornosadrimarcepc11Aún no hay calificaciones
- Manual Instrucciones mc200 Trifasica - 0 PDFDocumento35 páginasManual Instrucciones mc200 Trifasica - 0 PDFLuis AlarconAún no hay calificaciones
- Roladoras y Dobladoras-Alex Ivan Cuivin PaivaDocumento31 páginasRoladoras y Dobladoras-Alex Ivan Cuivin PaivaIngri CruzAún no hay calificaciones
- Unidad 1. Matriz de CorteDocumento31 páginasUnidad 1. Matriz de Cortethiagosibs100% (1)
- Maquinas Herramientas Basicas para Talleres 1Documento4 páginasMaquinas Herramientas Basicas para Talleres 1Nina DavisAún no hay calificaciones
- PDF Proyecto Lavadora de Zanahorias - CompressDocumento54 páginasPDF Proyecto Lavadora de Zanahorias - CompressRony MedinaAún no hay calificaciones
- Tesis de JanethDocumento51 páginasTesis de JanethkarlosAún no hay calificaciones
- Deber Torno 201720Documento4 páginasDeber Torno 201720Carlos Alberto Andrade Naranjo100% (1)
- Manual de PlegadoDocumento103 páginasManual de PlegadoWascar Manuel Poveda Palenque100% (2)
- Roladora PDFDocumento17 páginasRoladora PDFALBERTO ORIHUELA SANABRIA100% (1)
- Curvadora de Tubos y Perfiles MC200HDocumento6 páginasCurvadora de Tubos y Perfiles MC200HAlan Gomez DaviranAún no hay calificaciones
- Maquina Trituradora de Pet CorregidoDocumento35 páginasMaquina Trituradora de Pet CorregidoUlises Rodriguez100% (1)
- Extractor de Poleas de 2 UñasDocumento9 páginasExtractor de Poleas de 2 UñaskevinAún no hay calificaciones
- Rueda Caro Corte. Yolanda AmoresDocumento9 páginasRueda Caro Corte. Yolanda AmoresYoly AmoresAún no hay calificaciones
- Catalogo de Productos Vending Solutions Ecuador PDFDocumento15 páginasCatalogo de Productos Vending Solutions Ecuador PDFIsrael Merino0% (2)
- Bordonadoras RAS Modelos Aplicaciones para Rodillos de BordonadoraDocumento38 páginasBordonadoras RAS Modelos Aplicaciones para Rodillos de BordonadoraArielAún no hay calificaciones
- PDF 2 Manual Del Alumno Operador Bc3a1sico de Torno Paralelo DLDocumento56 páginasPDF 2 Manual Del Alumno Operador Bc3a1sico de Torno Paralelo DLFernando Fernandez QuispeAún no hay calificaciones
- 1g, Punteadas Hoja de ProcesoDocumento2 páginas1g, Punteadas Hoja de ProcesoBrian Nadin CondoriAún no hay calificaciones
- Máquina RoladoraDocumento25 páginasMáquina RoladoraMax Jefferson Revilla BrionesAún no hay calificaciones
- Manual de Uso y Mantenimiento - M1276sp2016Documento151 páginasManual de Uso y Mantenimiento - M1276sp2016JULIO EFRAIN DIAZ CABRERAAún no hay calificaciones
- PlanosDocumento14 páginasPlanosDaark Kniight100% (6)
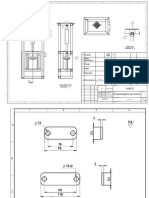
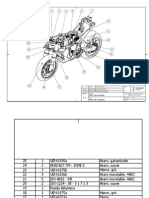
- Proyecto de Dibujo Mecanico - Segundo ParcialDocumento4 páginasProyecto de Dibujo Mecanico - Segundo ParcialXavier Mantilla MoránAún no hay calificaciones
- Forja - Determinación de Fuerzas y PotenciaDocumento20 páginasForja - Determinación de Fuerzas y PotenciaHerrera Diego100% (1)
- Partes de Un Taladro de Columna o ArbolDocumento19 páginasPartes de Un Taladro de Columna o ArbolFranco PereiraAún no hay calificaciones
- Diseño de Peladora de PiñasDocumento108 páginasDiseño de Peladora de PiñasEyner GonzalesAún no hay calificaciones
- Disco de SeguridadDocumento1 páginaDisco de SeguridadcasanaAún no hay calificaciones
- Anexo X - If-2021-70509792-Apn-Dgaapnac Memoria de CalculosDocumento33 páginasAnexo X - If-2021-70509792-Apn-Dgaapnac Memoria de CalculoscasanaAún no hay calificaciones
- CLASES VIRTUALES 4to A 2021Documento22 páginasCLASES VIRTUALES 4to A 2021casanaAún no hay calificaciones
- Resumen de ElectroquímicaDocumento9 páginasResumen de ElectroquímicacasanaAún no hay calificaciones
- Encuesta para Persona AdultaDocumento2 páginasEncuesta para Persona AdultacasanaAún no hay calificaciones
- TarifarioDocumento16 páginasTarifariocasanaAún no hay calificaciones
- Práctica N°1 de Química. TN. MAYO-2021Documento2 páginasPráctica N°1 de Química. TN. MAYO-2021casanaAún no hay calificaciones
- Notas WebSis EnvioDocumento4 páginasNotas WebSis EnviocasanaAún no hay calificaciones
- Primer Parcial Fisica 1Documento1 páginaPrimer Parcial Fisica 1casanaAún no hay calificaciones
- Cap 4 2Documento20 páginasCap 4 2casanaAún no hay calificaciones
- Qué Es Norma LRFDDocumento3 páginasQué Es Norma LRFDcasanaAún no hay calificaciones
- Vibraciones 1Documento4 páginasVibraciones 1casanaAún no hay calificaciones
- Cap 4 1Documento34 páginasCap 4 1casanaAún no hay calificaciones
- Actividad 4 Cuadro ComparativoDocumento8 páginasActividad 4 Cuadro ComparativolinajuliethpaezAún no hay calificaciones
- D-58 Armario de MetalDocumento1 páginaD-58 Armario de MetalJimmy Silvestre Corpus AcostaAún no hay calificaciones
- Proyecto de Vida Taller 10Documento5 páginasProyecto de Vida Taller 10Sharon MendezAún no hay calificaciones
- BildwissenschaftDocumento8 páginasBildwissenschaftrobertorubioAún no hay calificaciones
- TESIS Crowdfunding para Republica Dominicana GREICY - RUIZ - OLIVERODocumento91 páginasTESIS Crowdfunding para Republica Dominicana GREICY - RUIZ - OLIVEROCarlos BujosaAún no hay calificaciones
- Recibo 968831100391 MarzoDocumento2 páginasRecibo 968831100391 MarzoDaliana ReyAún no hay calificaciones
- EstrategiasDocumento6 páginasEstrategiasArmandoEspinozaReyesAún no hay calificaciones
- Clase No. 5: Evaluación de Alternativas Por Los Métodos Del Valor Presente y de Valor AnualDocumento3 páginasClase No. 5: Evaluación de Alternativas Por Los Métodos Del Valor Presente y de Valor AnualArturo ToribioAún no hay calificaciones
- Iinterpretacion JurisdiccionalDocumento88 páginasIinterpretacion Jurisdiccionalcojufes consultor100% (1)
- Evolución Histórica Del MantenimientoDocumento3 páginasEvolución Histórica Del MantenimientoKevin RemacheAún no hay calificaciones
- Proyecto Franco y RodriguezDocumento49 páginasProyecto Franco y RodriguezGuillermo Alexamder Sanchez YbañezAún no hay calificaciones
- Practica 7-Potencia Equivalente Eléctrico Del CalorDocumento4 páginasPractica 7-Potencia Equivalente Eléctrico Del CalorElvis Martinez Bravo0% (1)
- Conceptos: 11111601 11111601 5 H87 Tonelada 44.00 220.00Documento1 páginaConceptos: 11111601 11111601 5 H87 Tonelada 44.00 220.00CONTABILIDAD RHAún no hay calificaciones
- Crimi2 M1 U1 T3Documento15 páginasCrimi2 M1 U1 T3fran aranzanaAún no hay calificaciones
- Parcal 2Documento2 páginasParcal 2Eduardo Montaña0% (2)
- Torsion CircularDocumento8 páginasTorsion CircularJhon Humerez PairumaniAún no hay calificaciones
- Redes Generativas AdversariasDocumento3 páginasRedes Generativas AdversariasJhoao ZambranoAún no hay calificaciones
- Articuladores: Dr. Wilber Ticona CariDocumento76 páginasArticuladores: Dr. Wilber Ticona CariJack VásquezAún no hay calificaciones
- Arturo Ardao-Filosofía Americana y Filosofía de Lo Americano PDFDocumento5 páginasArturo Ardao-Filosofía Americana y Filosofía de Lo Americano PDFnatchumaAún no hay calificaciones
- Tablas EnsuciamientoDocumento2 páginasTablas EnsuciamientoAnyuryMenesesAún no hay calificaciones
- CreatividadDocumento7 páginasCreatividadElvia GomezAún no hay calificaciones
- Proyecciones de Vectores y Vectores OrtogonalesDocumento4 páginasProyecciones de Vectores y Vectores Ortogonalesrosana irlanda sandoval cujiAún no hay calificaciones
- Charla CBC - DelcrosaDocumento30 páginasCharla CBC - DelcrosaPool Martinez AlejandroAún no hay calificaciones
- Solucionario Sem 12-21-32Documento12 páginasSolucionario Sem 12-21-32Daniel AngelAún no hay calificaciones
- Evaluacion Nacional Psicologia EvolutivaDocumento16 páginasEvaluacion Nacional Psicologia EvolutivaKaren RubianoAún no hay calificaciones