Documentos de Académico
Documentos de Profesional
Documentos de Cultura
1129-Texto Del Artículo-3586-1-10-20171027 PDF
Cargado por
Jose Segundo Alvarado CardenasTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
1129-Texto Del Artículo-3586-1-10-20171027 PDF
Cargado por
Jose Segundo Alvarado CardenasCopyright:
Formatos disponibles
INFORMADOR TECNICO
LA LUBRICACION DE LAS
MAQUINAS-HERRAMIENTA
Por KIOber Lubrication, Alemania
LUBRICANTES ESPECIAL ES • Perfecta transmisiOn de fuerza Las grasas especiales ISOFLEX
PARA LA INDUSTRIA DE LAS • Funcionamiento libre de pueden ser utilizadas en cojinetes
MAQUINAS-HERRAMIENTA mantenimiento de husillo con un diametro interior
• Sin problemas de eliminaciOn de hasta 60 mm: factor de velocidad
Las maquinas-herramienta (n° revoluciones x diametro medio
modernasestan sometidas a unas Estos son algunos de los factores del cojinete) 1,3 millones con una
exigencias cada vez mayores en más significativos. ligera tension previa de los cojinetes.
cuanto a potencia, precision y
seguridad en su funcionamiento. LUBRICACION . DE COJINETES Dependtendo del tiempo de funcio-
DE HUSILLO namiento diario. en general se
Las construcciones que apuntan alcanzan periodos de marcha en
hacia el futuro requieren lubricantes Lubricarperfectamente con los cojinetes de husillo, de cinco
especiales con una capacidad de altos indices de revoluciones arms sin mantenimiento.
rendimiento notablemente superior
para poder adaptar el sistema de El comportamiento termico de un Las grasas especiales ISOFLEX
funcionamiento maquina/lubricante husillo tiene una importancia se utilizan en todo el mundo para la
a las exigencias tecnicas. decisiva para la precisi6n de giro y lubrie,aciOn de husillos de maquinas-
de trabajo y este especialmente herramienta de alta velocidad,
Asimismo, los procedimientos de influenciado aparte de su construc- gracias a su capacidad de rendi-
fabricacion no contaminantes al cion, por la fnccion de los cojinetes. miento y fiabilidad.
medio ambiente y, por lo tanto, Un aumento del indice de
neutros en la eliminacion de los revoluciones ocasiona un lndicaciones para una correcta
desechos, estan adquiriendo una calentamiento de los cojinetes. aplicaciOn
importancia cada vez mayor.
Hasta hace pocos anos, la 1. Limpieza
En una colaboracion que data ya lubricaciOn de cojinetes de husillo
de muchos arios con los fabricantes de alta velocidad solo era posible, Antes del nuevo engrase con las
de rodamientos, de cojinetes de en su mayor parte, con aceites grasas especiales ISOFLEX, es
deslizamiento y de maquinana, lubricantes mediante complicados imprescindible limpiar a fondo los
KLUBER ha desarrollado una serie sistemas pulverizadores y cojinetes. La limpieza sirve para
de lubricantes especiales para este dosificadores. eliminar peliculas existentes de
sector de la industria. aceite, grasa o protectores de la
Con el desarrollo de las grasas corrosion. y facilita una buena
Con los lubricantes especiales lubricantes especiales ISOFLEX de humectabilidad de las superficies
KLUBER se pueden dominar inclu- KLUBER, se puede eliminar este del cojinete con las grasas
so, condiciones de funcionamiento aparatoso procedimiento de lubricantes ISOFLEX .
criticas : lubricaciOn.
SENA CCA/ASTIN 55- 1997 7
INFORMADOR TECNICO
cojinetes, estos deberan quedar Velocidad maxima :
totalmente engrasados, mientras 2800 revoluciones por minuto
que el espacio colectordebe quedar Grasa ISOFLEX NBU 15
libre de grasa. Si debido a las
mayores exigencias de rigidez del
husillo, los espacios colectores de
grasa no fueran suficientemente
grandes, se recomienda Ilenar de
Fase I 1111 Temperatura
grasa el volumen libre del cojinete c1.1
copnete
hasta un 30 o 40% y dejarigualmen- SC( 'OM +SOO SX.7 ISM V.X
1 1 1 1 1
te sin rellenar los espacios colec- 15 no se IOTTIO
tores de grasa. 15 min 70 C
15 mn 70 C
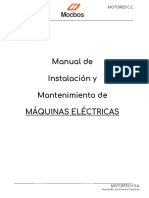
3. Rodaje 15 min no se tolls
2 15 min 1 70 L
El rodaje debe iniciarse a bajo 15 mtn 80 C
25 min SO se trynC,
numero de revoluciones, el cual se
15 min 1 no Se
ira aumentando una vez se haya 3
10 min no se tomo
alcanzado una temperatura estable 10 min 74 C
del cojinete. Este proceso conti- 10 min no SO tOMO
nuara hasta que se produzca un 4 10 mm 70 C
aumento repentino y rapido de 10 min 65 C
temperatura: la consecuencia de 5 min 40 C
estoes un aumento de las tensiones 5. 15 min 40
30 min 40
iniciales. A continuaciOn se debera
En regimen con6nuo ae 37
dejar enfriar el husillo a temperatura tuncionamtento
ambiente. Posteriormente se
arranca de nuevo con un mayor
numero de revoluciones, hasta que
se produzca otra subida de Tambien es posible el rodaje con
temperatura. Este ciclo numero de un indice de revoluciones
revoluciones/aumento de tempera- constante.
tura/enfriado se repite hasta que la
temperatura se haya estabilizado En este caso, los cojinetes giran a
con el maxim° numero de maxima velocidad durante unos 30
revoluciones de funcionamiento del segundos.
husillo (ver diagrama). Durante el
arranque en frio puede aparecer al Despues de parar se obtiene la
Humllo de una fresadorn principio un fuerte ruido, que en misma temperatura en todo el
cojinetes de rodillos puede ser cojinete; de este modo se evita un
debido a un ajuste defectuoso del peligroso aumento de la
2. Cantidad de grasa cojinete, y el cual se puede subsa- temperatura.
nar regulando de nuevo el juego
La cantidad de grasa se elegira de axial. Al terminar el proceso de El tiempo de parada se ajusta a as
tal modo que tras el rodaje de los rodaje desaparecen estos ruidos. particularidadesconstructivas, pero
cojinetes (ver punto 3) se encuentre en general deberia ser al menos
una cantidad de grasa suficiente a Ejemplo para un proceso de cinco veces mayor que el tiempo
su alrededor. la cual complementa rodaje : de rodaje. Este proceso se repite
la lubricacion de las superficies de hasta que se consiga una
funcionamiento de los cojinetes. Cojinete de rodillos cOnicos temperatura constante del cojinete.
Si existe un amplio espacio colec- 68712 B
tor de grasa muy cercano a los
8 SENA CCA/ASTIN 55 -1997
INFORMADOR TECNICO
Grasas 1SOFLEX Color Punto de Campo de Factor de PenetraclOn Cons's- lAscosIdad Ambitos de aplicacion,
gots temperaturas velocidad trabajada tencia dinamica Datos para election
de servicio n d.,,■ DIN ISO 2137 NLGI aparente
(ASTM-D 217) DIN 25 L
25'C 51818 ImPa si
I0,1 num
!SOF EX LOS 18 SPECIAL A amarillo 190 -50 + 120 105 265._295 2 3000 Para coonetes a bolas de husillo con
carga peguena y altos indices de
revoluciones. Pam constructions de
cojinetes de husillo con rozamiento
lateral y carga retativamente atta.
ISOFLEX NBU 15 beige 220 -30... +130 106 265 ... 295 2 4500 Prete ribles pare cojinetes a bolas de
ISOFLEX TOPAS NO 52 beige 240 -50 ... +150 106 265 ... 295 2 5000 husillo con indices de revoluciones
extremadamente altos o con carga
tambien elevada.
Especialmente eficaces pars cojinetes
a bolas de husillo con jaula de material
sintetico endurecido.
En caso de carga baja tarnb•en pars
copnetes de husillo con rozamiento
Ala yenta tambten en forma de dispersiones en un disolvente. lateral y alto indite de revoluciones.
GraSsmetirreixxlad 300s'
LUBRICACION DE HUSILLOS
Recomendaciones para el rodaje A BOLAS Y HUSILLOS DE
RODILLOS SA TELITE
Los husillos a bolas y los husillos
satelites se aplican sobre todo
donde los movimientos lineales son
más simples en rozamiento, pero
tienen que realizarse con gran
exactitud ciclica.
En principio para su lubricaciOn, se
pueden utilizar los mismos lubri-
cantes que para los rodamientos,
es decir, tanto aceites como grasas
lubricantes.
En comparaciOn con los rodamien-
tos, la temperatura maxima de
trabajo de estos accionamientos
es mucho más significativa, debido
a que la dilatation longitudinal
influye en la precision del
accionamiento.
SENA CCA/ASTIN 55 - 1997 9
INFORMAIX)R TECNICO
Al mismo tiempo, los acciona-
mientos pueden estar sometidos
en mayor medida a la influencia de
sustancias de elaboracion de meta-
les y de lubricantes refrigerantes.
Tambien en este caso de aplicaciOn,
KLUBER ha desarrollado
lubricantes especiales adecuados.
Aceites lubricantes
La lubricacion por aceite es aplicada
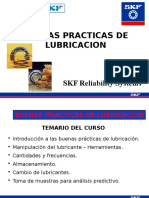
para husillos a bolas si existe una Accionanuento de bolas rodantes FAG
instalacibn de lubricacion. La visco- a = husillo roscado
sidad del aceite a utilizar depende b = tuetca doble con brida
en primer lugar del numero de c = copnete
revoluciones y de la temperatura
ambiente, asi como de la carga.
Para garantizar una pelicula
lubricante suficiente en cualquier
regimen de marcha se recomienda
una viscosidad algo más alts que la
indicada
Para estas aplicaciones han
demostrado ser eficaces nuestros
aceites especiales
LAMORA y
LAMORA SUPER POLADD.
Los aceites lubricantes LAMORA
cumplen las exigencias CLP segun
DIN 51517, es decir, muestran una
mayor proteccion frente al enve- Husillo de rodillos satelite
Para la determinaciOn de la
jecimiento, desgaste y corrosion. viscosidad nominal adecuada. se
Estos aceites estan disponibles en puede determinar la viscosidad de
las viscosidades ISO 46 hasta 680. funcionamiento (vk) con la ayuda
del grafico viscosidad de funciona-
Los aceites lubricantes LAMORA miento vs diametro nominal La
SUPER POLADD estan dotados viscosidad de funcionamiento del
de un especial efecto de afinidad al aceite depende del indice de
metal y son por tanto especial- revoluciones medio del husillo y el
mente adecuados para estas diametro nominal
aplicaciones. Estan encuadrados
en la norma CG "Aceites para vias Con la viscosidad de funcionamiento
de deslizamiento" (DIN 51502)y se hallada asi (v,) y la temperatura de
pueden suministrar en diferentes funcionamiento, se puede avenguar,
viscosidades ISO. Accionamiento de bolas rodantes FAG con la ayuda del diagrama
en un centro de mecanizado CNC (del viscosidad-temperatura, la
hbro FAG "Rodamtentos")
viscosidad nominal necesaria.
1NFORMADOR TE.CNICO
100
4
90 ...A
80 t■o.‘04‘
70 '00
60
‘1,6 ....,,020,„,,100
Viscosidad 50 fit.,,
de so°
funcionamiento
40
1400
VK
2000
30 000
00
o
20 63
20 25 32 40 50
Olametro nominal do (mm]
Viscosidad de funcionamiento vs Diametro nominal d. (Procedente de InforrnaciOn Tecnica FAG No. 1154 de octubre de 1984)
120
Vscosidad nominal [mm2/4] ,
110 a 40 °C
100
90
80
70
60
Temperatura de tuncionamiento [ 'C]
50
40
30
20
104 6 8 10 20 30 40 60 100 200 300
Viscosidad de tuncionamiento v )me/s)
Diagram viscosidad-temperatura (Infonnacian Tecnica FAG No. 1154 de octubre de 1984)
SENA CCA/ASTIN 55- 1997 11
INFORMADOR TECNICO
La temperatura de funcionamiento cojinete x revoluciones por minuto) LubricaciOn de engranajes con
es la temperatura medida en la en el cojinetey/o 250.000 (diametro aceites sinteticos de alto
tuerca fija, que en general suele ser medio del cojinete x revoluciones rendimiento
aproximadamente de 30' C. por minuto) en la rosca, recomen-
damos 1SOFLEX NBU 15 o Los aceites para engranajes
La viscosidad nominal es la ISOFLEX LDS 18 SPECIAL A. SYNTHESO D/EP son especial-
viscosidad del aceite lubricante a mente adecuados para engranajes
400 C. En el diagrama viscosidad- Otra ventaja es la unificacion con helicoidales. Es posible aumentar
temperatura se han indicado las los tipos ISOFLEX aplicados para su rendimiento en un 10% aproxi-
viscosidades ISO VG (DIN 51519). el cojinete del husillo. madamente, reduciendo simulta-
neamente la temperatura de
La cantidad de aceite necesaria Por debajo de estos factores de servicio. La perdida de potencia
por giro de bolas es de 3 - 6 cm'/h. velocidad, recomendamos condicionada por el rozamiento del
En caso de lubricaciOn por inmer- STABURAGS NBU 8 EP por los engranaje helicoidal se reduce en
sien es suficiente con que el nivel aspectos de : un 30% aproximadamente en
de aceite se mantenga hasta la relaciOn can los aceites minerales.
mitad del cuerpo rodante situado • Resistencia a los medios
en la posiciOn mas inferior en caso •Proteccion anti-corrosiva Los aceites lubricantes SYN-
de instalaciones horizontales. • Elevada resistencia a cargas THESO D/EP proporcionan de este
modo un considerable ahorro de
Grasas lubricantes energia. En engranajes de corona
LUBRICACIDN DE dentada, rodamientos y cojinetes
La lubricaciOn por grasa se ofrece ENGRANAJES de deslizamiento, se consiguen
cuando no es posible contar con adernas importantes ventajas en
instalaciones de lubricacion, y Los lubricantes para engranajes cuanto a lubricacion de larga
tambien en caso de husillos a bolas KLUBER LUBRICATION son du racian y/o reducclOn de la
con un bajo indice de revoluciones. recomendados y/o prescritos por temperatura.
Sus ventajas son muchos fabricantes de engranajes
y maquinas-herramienta Los aceites para engranajes SYN-
•Mejor efecto obturador THESO D/EPson neutros frente al
• Se evita la marcha en seco Segun sea el tipo de engranaje acero y practicamente todos los
• Independencia de la posicion de (frontal, angular, helicoidal ) y el metales no ferricos. Esto es valid°
montaje caso de aplicaciOn, se utilizan paratodas aquellas piezas humede-
convenientemente aceites o grasas cidas solamente can lubricante.
Para husillos a bolas de giro rapid° lubncantes En caso de esfuerzo dinamico co-
superando un factor de velocidad mo, por ejemplo, de deslizamiento
de 500.000 (diarnetro rnedio del entre acero y aleacion de aluminio
y/oalu-bronce, deberian realizarse
STABURAGS Color Punto de Campo de Penetraciem Consistencia Viscosidad Factor de
gota temperaturas trabajada dinAmica velocidad
de servicio aparente
DIN ISO 2176 (°C) DIN ISO 2137 NLGI 25"C (n . dm)
(°C) (ASTM-D 217) DIN 51818 (mPa s)
25°C )
(0,1mm)
STABURAGS pardusco > 220 -20 140 265...295 2 8000 5 x 105
NBU 8 EP
1) Gradiente de velocidad: 300 S't
12 SENA CCA/ASTIN 55 - 1997
INFORMADOR TECNICO
II a 15
al= wix.
.,„
-p•
o ss.--J Afo 4W•91/4
i• 3
Engranajes de avance de una magutna fresadora
tests de desgaste, especialmente VMQ (vindometilpolisiloxano). que recomendamos utilizar lacas
a temperaturas de funcionamiento Estos materiales de obturaciOn son de dos componentes (lacas de
elevadas de > 100° C. estables frente a los aceites reaction) o lacas al fuego, para el
SYNTHESO D/EP. Dada la vane- lacado interior. Las mirillas de nivel
Con materiales obturadores de dad de las cualidades de junta que de aceite deberian ser de vidrio
goma elastica no se producen, en se encuentran en el mercado, se natural o de poliamida. Otras
general, variaciones inadmisibles. recomienda al cambiar a un nuevo materias sinteticas transparentes,
Atemperaturas continuas de 100°C lubricante para engranajes hacer como por ejemplo, el
maxim° se pueden utilizar juntas que el fabricante de elastOmeros polimetracrilato (plexiglas) tienen
NBR, pero debe tenerse en cuenta realice siempre una prueba de tendencia a la tensofisuracian
que los tipos NBR de distintos estabilidad. Los aceites para Especialmente en aplicaciones en
fabricantes son diferentes en su engranajes SYNTHESO D/EP sere recomendamoscomprobar la
comportamiento. A temperaturas pueden atacar, como todos los idoneidad de los materiales a utilizar
superiores deben utilizarse juntas aceites sinteticos, las lacas en cuanto a su comportamiento
a base de FKM (fluorocarbono) o simples de las maquinas. por lo frente a SYNTHESO D/EP.
Aceites ISO VG Densidad Viscosidad Indite de Punto de Pour Point
SYNTHESO Viscosidad Inflamaciein
0/EP
DIN 51519 DIN 51757 DIN 51561(ASTM-D 2515) DIN ISO 2909 DIN ISO 2592 DIN ISO 3016
(ASTM-D 1298) (mmis) a "C (ASTM-D 2270) (ASTM-D 1310) ("C)
a 20 °C (g/m1) -20 20 40 100 (°C)
z-,
SYNTHESO D 32 EP 32 0,98 2100 78 32 7,2 170 > 200 -45
SYNTHESO D 68 EP 1.04 4500 200 80 16 210 > 200 -40
SYNTHESO D 100 EP 100 1,04 5800 255 100 19.8 220 > 200 -40
SYNTHESO D 150 EP 150 1,05 9000 400 150 27,5 220 > 200 -40
SYNTHESO D 220 EP 220 1,05 14000 550 220 41 240 > 200 -35
SYNTHESO D 460 EP 460 1,05 34000 1200 460 82 260 > 200 -35
SYNTHESO D 680 EP 680 1,05 58000 1900 680 107 260 > 200 -30
SYNTHESO D 1000 EP 1000 1,05 70000 2600 1000 170 290 > 200 -30
SENA CCA/ASTIN 55 - 1997 13
1NFORMADOR TECNICO
Los aceites para engranajes LubricaciOn de engranajes con sobre la lubrication de husillos de
SYNTHESO D/EP no son mez- grasas fluidas a base de aceite maquinas-herramienta con un alto
clables con aceites minerales Para sintetico nOmero de revoluciones, como por
alcanzar su plena capacidad de ejemplo, en cabezales de husillo.
rendimiento deberian eliminarse En la practice, as grasas fluidas La limitaciOn de los tipos de
mediante sistemas de lavado los especiales tambien han demos- lubricantes utilizados representa
restos de aceites minerales ad he- trado su eficacia. Por ello, reco- una ventaja adicional.
ridos o de peliculas protectoras mendamos para engranajes de
contra la corrosion de los puntos de maquinas-herramienta La aplicaciOn de grasas para
lubricaciOn. engranajes depende de manera
STRUCTOVIS P 00 y decisive de las velocidades
Aceites para engranajes a base STRUCTOVIS P LIQUID. perifericas de los engranajes. En
de aceite sintetico general, rigen los siguientesvalores
Estas grasasfluidasproporcionan : limite
Los aceites para engranajes
SYNTHESO D/EP son muy •Gran resistencia al envejecimiento Engranajes helicoidales (tornillo
estables al envejecimientoy poseen • Eficacia lubricante sinfin sumergido)
un excelente poder sustentador de • Poder sustentador de cargas < 4 metros por segundo (rueda
carga (nivel FZG> 12) segun DIN 51 sumergida)
354. Se calcula que su duraciOn de Su rendimiento supera el nivel de < 1 metro por segundo
uso es mas de 4 veces superior a la carga de darios FZG 12 (segiin DIN
de los aceites para engranajes a 51354). Engranajes frontales y de rueda
base de aceite mineral, sus cOnica (sumergidos)
principales ventajas son : Debido a su comportamiento tixo- < 4 metros por segundo
tropo, bajo carga actOan como un
•Larga duraciOn aceite lubricante; por el contrario, Tratamiento previo con barnices
• Alta protection contra el desgaste en situation de descarga en estado de deslizamiento
• Excelente poder sustentador de estacionario. adquieren una
cargas consistencia grasa. En cuanto a Mediante un tratamiento previo de
• Bajos indices de rozamiento su rendimiento sus valores son los flancos con nuestro barniz
• Muy buen comportamiento comparables con los de los aceites deslizante de secado al aire
viscosidad-temperatura lubricantes SYNTHESO D/EP. UN/MOLY C 220 se aumenta por
• Amplio campo de temperaturas un lado, el porcentaje de contacto
de uso En muchos casos, tambien pueden de los flancos, y por otro, se mejora
ser utilizadas las grasas especiales la humectabilidad de nuestros
ISOFLEX ind icadas en el apartado aceites y grasas para engranajes.
GRASAS Color Penetraci6n Consistencia Viscosidad Punto de Campo de
STRUCTOVIS P Trabajada Dinamica Gota Ternperaturas
Aparente de Servicio
DIN ISO 2137 NLGI 25 °C DIN ISO 2176 ( C)
(ASTM-D 217) DIN 51818 (mPa s) (°C)
25 °C 1)
(0,1 mm)
STRUCTOVIS P no pardusco 410 00 1500 > 130 -40 120
STRUCTOVIS P
LIQUID verdoso fluida 1000 -35 130
1) Gradiente de velocidad 300 s
14 SENA CCA/ASTIN 55- 1997
INFORMADOR TECNICO
UN1MOLY C 220 se pulveriza sobre
las superficies previamente desen-
grasadas en forma de fina pelicula
lubricante (maxim° 8 micras).
Una vez endurecida la pelicula lubri-
cante seca, se debera poner en
movimiento en seco o compactar
mediante un disco de pan°. Poste-
riormente se efectila la lubricaciOn
con el lubricantepropiamentedicho.
LUBR1CACION DE CA DENAS
La lubricaciOn de cadenas forma
parte de los casos problematicos
de la tecnica de lubricaciOn. Dado
que las articulaciones de cadena
son comparables con los cojinetes
de deslizamiento oscilantes de
movimiento lento. no es posible la
formaci6n de una pelicula lubricante
sustentadora. Como consecuencia,
aparece especialmente un roza-
miento mixto. Si a estas condi-
ciones desfavorables se suman
influencias del ambiente, como
polvo y humedad, la capacidad de
funcionamiento y la duraciOn de as
cadenas quedan reducidas. Las
articulaciones de cadena tienen
tendencia a funcionar pesa-
damente; consecuencias de ello
son: perdidas de rendimiento,
desgaste y danos de corrosion por
rozamiento.
Las cadenas lubricadas con Robot industrial (Cia, REIS, Obemburg)
POLYLUB HVT 50 A SPRAY o
HOTEMP 2000 SPRAY tienen un
Productos Color Densidad Viscosidad Punto de
funcionamiento mejor y mas InfIamacion
prolongado. El aceite penetra en
las articulaciones de cadena y las DIN 51757 DIN 51561 DIN ISO 2592
mantiene en movimiento. (ASTM-D 1298) (ASTM-D 2515) (ASTM-D 1310)
a 20 °C a 40 °C (CC)
(g/m1) (mm2/s)
Gracias a su buena ad herencia, el
lubricante se mantiene en los
puntos de rozamiento de la cadena.
POLYLUB HVT 50 A Marr6n oscuro 1,1 45000') > 300
Como consecuencia, se obtiene HOTEMP 2000 verde 0,94 2000 > 260
un funcionamiento sin averias.
1) Valor has evaporaciOn del disolvente
SENA CCA/ASTIN 55- 1997 15
INFORMADOR TECNICO
Junta de
perfil KHP Anillo dispersor
Anillo en
suspension Disco obturador
Boquilla de engrase
• — IP ni ,...g MR
hi
f 1 WWI
awe: Tornillo hexagonal
1111E01 interior
Chaveta
Mordaza principal
Casquillo guia
Pistin
Valvula gemela
de retroceso
desbloqueable
Tornillo de cierre
Cuerpo del mandril
Tapa del pistil)
Cilindro
Anillo de \\
centraje Anillo de tapa
Conexion neumatica
r.*)r)(fril
LUBRICACION DE MANDRILES Para averiguar la capacidad de productos a base de disulfuro de
rendimiento de los lubricantes para molibdeno :
La progresiva evoluciOn en la cons- mandriles. el Institute pare la Tecnica
truccion de maquinas-herramienta de las Maquinas-Herramienta y la Mandril de curve plane : + 50%
tambien ha ejercido influencia en la Tecnica de FabricaciOn de la Mandril de barra de curia :+ 30%
importancia de una lubricacion Universidad Tecnica de Berlin, Mandril de espiral plena : +10%
Optima de los dispositivos de apriete realize investigaciones con
(mandril y rodamientos). diferentes lubricantes ofertados o Tambien se investigb la cantidad
utilizados pare tal fin Estas pruebas optima de lubricante. En los man-
Precision y fuerza tensora estable se efectuaron en los dispositivos driles de curve plane y de barra de
son las exigencias principales del tensores mascorrientes (mandriles curia (diametro 250 mm) se mostro
mandril. Una fuerza tensora debil de barras de curia, de curves planas suficiente una cantidad de lubricante
puede tener como consecuencia y de espiral plane). Los mejores de 16 cm3, en los mandriles de
que la pieza trabajada se suelte del resultados se obtuvieron con la espiral plena, una cantidad de 20
mandril. pasta de montaje blanca, ALTEMP cm3.
Q NB 50.
Para aumentar la capacidad de Las grasas lubricantes y las pastas
tension, pero tambien la duraciOn Se registraron los siguientes que contienen disulfuro de molib-
de los mandriles giratorios, es aumentos de rendimiento en los deno tienen tendencia a aumentar
imprescindible una lubricacion diferentes mecanismos tensores las fuerzas de rozamiento y, junto
eficaz de las piezas del mandril. en comparacion con los mejores con liquidos refrigerantes o de corte,
16 SENA CCA/ASTIN 55-1997
INFORMADOR TECNICO
Otras ventajas
ALTEMP Q NB 50
• Evita el deslizamiento a sacu-
didas (stick-slip) en guias verticales
• Act0a contra la tribocorrosiOn
(corrosion por rozamiento y &id°
interajuste)
• Aumenta el rendimiento y pro-
longa la duracion de los mandriles
AplicaciOn
Limpiar y desengrasar las super-
ficies. Aplicar una fina capa de
ALTEMP Q NB 50con pincel o con
un trapo que no sea de fibra,
cubriendo el metal. No frotar.
Intervalos de mantenimiento
Debido al inevitable ensuciamiento,
debe preverse una limpieza y una
relubricaciOn adaptada a las
Datos ALTEMP Q NB 50
caracteristicos
Color beige
Densidad
a 20 °C aprox 1,40 g/cm3
a Grasa con MoS Penetracien
b Pasta de MoS, trabajada DIN ISO
c Grasa de 11110 2137 (ASTM-D 217)
d Grasa de libo 25 "C aprox 260 0,1mm
e ALTEMP 0 NB 50
Taman() de las 03. 5µm
particulas max. 25 lim
Temperatura de use -30. 150 °C
Fuerza tensora en funciOn del par de giro tensor y del lubncante (diametro 250 mm Coeficiente de roza- aprox 0.15,
Bibliografia Spannung Von Drehtellen - SpannmOglichkeiten - Bauformen and miento. Indicador de no se produce
Schmierung, G. Spur y J Egged: Maschinenmarkt 79 (1973) 86. deslizamiento segun stick-slip
Tannert
a originar deslizamiento a más resistente a las grasas o Carga de soldadura
sacudidas (stick-slip). pastas universales convencionales VKA DIN 51350 T4 > 4000 N
frente a los liquidos refrigerantes y
Resistencia al agua
ALTEMP Q NB 50 es resistente al de corte. DIN 51807 T1, 3h/90 °C 0-90
agua y, gracias a su espesante,
SENA CCA/ASTIN 55- 1997 17
INFORMADOR TECNICO
condiciones de funcionamiento.
Los intervalos no deberian ser
Conexion neumatica R 114" para proceso de aflojamiento
demasiado largos.
Pieza de apriete
Soporte fijador --
ofisawiess, intermedia
ALTEMP Q NB 50 requiere, en if - AP
para cubierta de i` Him =iic\
general, una relubricacion cada cilindro (a fabricar 4- 4
por el ciente)
200 horas de funcionamiento; los Muelle recuperador
productos con contenido de disulfuro
de molibdeno cada 8 horas de
funcionamiento. Segmento de
mordaza principal
Rodamiento
LUBRICACION DE MANDRILES estriado axial
(DISPOSITIVOS DE
Cuerpo principal
RODAMIENTOS)
Como en los cojinetes de husillo, PistOn
tambien aqui el punto clave son las
altas velocidades perifericas. Los Soporte de mordaza
indices de revoluciones superan Cilindro
parcialmente los Ilmites pare Ia v ,/& kr&
Anillo de cierre
lubricacion de grasa. Muchas veces
no es posible una modificaciOn
k•c........masfirl■ Junta de laberinto
N.
constructive para lubricar con
aceite. L Conexion neumatica para
Rodamiento estriado proceso de tensado
97
axial
KLUBER ofrece igualmente para Junta de laberinto
este caso el lubricante ideal :
ISOFLEX NBU 15. De este modo
se tiene en cuenta tambien, el Mandril de trinquete de husillo multiple para tomos
interes de Ia estandarizacion del
taller de fabricaciOn. Anillo obturador
Cojinete a bolas Cojinete a bolas
Tornillo hexagonal interior
Ventajas Cuerpo principal Tana del cilindro
• Bajas temperatures constantes Disco Disco de cierre
del cojinete Tomillo hexagonal
• Escasa perdida de rendimiento interior
Manguito de presion
de pinzas
Lubricacion inicial / limpieza
Ver lubricacion del husillo.
Relubricacion / intervalo de
mantenimiento
Anillo Seeger
Tomillo hexagonal interior
La duracion de las grasas ISOFLEX Bloque de resortes
depende del tamano de los cojine- Resortes de disco Disco de laberinto
tes, Indice de revoluciones y carga. Disco de laberinto
Como tiempo minimo de servicio Cilindro Anillo Conexion neumatica
obturador
se puede partir de 5000 h de funcio-
namiento segun las experiencias Mediciones en rodamientos a bolas oblicuos
18 SENA CCAJAST1N 55- 1997
1NFORMADOR TECNICO
obtenidas. Antes de engrasar de •Alto poder sustentador de cargas recomendamos un tratamiento
nuevo se debe limpiar el cojinete. previo con WOLPASIT SECURO
• Extraordinaria afinidad al metal FLUID.
gracias a su pronunciado efecto
LUBRICACION DE ViAS DE polar AplicaciOn
DESLIZAMIENTO Y GUiAS
Para evitar el fen6meno del stick- Una condici6n basica para un buen
A fin de garantizar la precisiOn de slip, es particularmente importante anclaje de WOLPASIT SECURO
fa bricaciOn y de ajuste de la la coordination entre la superficie FLUID, es que la superficie metalica
maquina-herramienta, es condiciOn de la via de bancada y el lubricante. este absolutamente limpia y sin
previa que las vias de deslizamiento Nuestros aceites lubricantes restos de aceite o grasa. Para ello
y guias permitan un movimiento de LAMORA SUPER POLADD son se puede efectuar un lavado a fondo
aceleracion y de retardo : idOneos desde el punto de vista de con acetona o con 1 .1.1.-
esta action reciproca. tricloroetano. La exigencia de una
• Suave limpieza sin residuos de la super-
• Sin sacudidas sin (stick-slip) Se puede obtener otra mejora ficie a tratar no solo afecta las ma-
• Sin choques decisiva del comportamiento de quinas nuevas, sino tambien las
deslizamiento activando la super- maquinas ya usadas. Para corn-
El deslizamiento a sacudidas (stick- ficie de la via de bancada con un probar la limpieza es recomendable
slip) es un factor de averia muy reactivo especial mediante un repasar con un pan° limpio de color
extendido en el sector de las proceso de tratamiento adecuado claro que no sea de fibra.
maquinas-herramienta y espe- conduciendo asi una lubricaciOn
cialmente danino para la precision. sistematica. Por ello, para vias de WOLPASIT SECURO FLUID
Este fenomeno se produce cuando deslizamiento en maquinas- debe agitarse bien antes de usar, a
existen bajas velocidades de herramienta de alta precisi6n fin de conseguir una distribuci6n
deslizamiento y una lubricacion uniforme. La aplicacion mas pratica
inadecuada que origins precision se realiza mediante pistola pulve-
insuficiente de fabricaci6n y ajuste. rizadora con una presion de alimen-
taciOn de 4 a 6 bar. Al realizar esta
Con el desarrollo de los aceites operation, debe asegurarse un aire
para via de bancada LAMORA comprimido exento de aceite. La
SUPER POLADD y del procedi- regulacion de la pistola se efectuara
miento WOLPASIT SECURO, del modo siguiente
KLOBER LUBRICATION ha
conseguido los requisitos previos a) A traves de la boquilla de
que permiten un aumento de la pulverizaciOn se regulars un chorro
precisi6n de fabricacion y de ajuste, O SOO 1000 1000 2000 2000 3000 3000
fino
incluso en los casos más dificiles. mm/mln
b) Para la dosificaciOn se utilizara
Los aceites para vias de bancada solamente el tornillo limitador
RepercusiOn de los diferentes tipos de
LAMORA SUPER POLADD se lubricantes sobre la fuerza de avance
situado en la parte posterior de la
destacan por su : con diferentes velocidades de pistola. Este se regulars de modo
deslizamiento. que con el peso del grifo abierto
•Excelente efecto lubricante y des- 1.Aceite normal para via de bancada totalmente se produzca un chorro,
2. Aceite normal para via de bancada today ia visible de WOLPASIT
lizamiento sin sacudidas incluso
con una pnmera capa de WOLPASIT
a bajas velocidades SECURO. SECURO FLUID
3. Aceite especial para via de bancada
• ReducciOn del r,-)zamiento de LAMORA SUPER POLADD 150 La distancia de pulverizaciOn debe
4. LAMORA SUPER POLADD 150 con serde 15a 20 cm. Debera aplicarse
arranque
primera capa de WOLPASIT
SECURO perpendicularmente a la superficie
•Buena humectabilidad 5. WOLPASIT SECURO sin aceite para y es conveniente levantar de nuevo
via de bancada el grifo de la pistola en cada punto
SENA CCA/AST1N 55 - 1997 19
INFORMADOR TECNICO
final de los movimientos giratorios,
para evitar la obstruccibn de la
boquilla por WOLPASIT SECURO
FLUID.
Con una aplicacian correcta, la
capa de WOLPASIT SECURO
FLUID tiene que ser de 1 a 2
micras. El fondo metalico tiene
que transparentar.
Dejar reaccionar la capa durante 30
minutos.
Tras la aplicacibn y el secado de la
capa de WOLPASIT SECURO
FLUID, situar el carro encima y
hacerlo funcionar de un lado a otro
(de acuerdo con la carga especifica) Husillo estandar de alta velocidad para un centro de mecanizado de alta velocidad
hasta que se distingan los puntos
sustentadores con un brillo mate y
queden completamente lisos.
La velocidad de deslizamiento
durante el proceso de rodaje no
deberia superar los 500 mm por
minuto.
Finalmente, levantar el carro y
humedecer la via de bancada en su
longitud total con aceite lubricante
LAMORA SUPER POLADD de la
viscosidad necesaria. Cuidar que
los pasos de entrada de aceite no
estén obstruidos. Si este fuera el
caso, debera eliminarse de ellos el
WOLPASIT SECURO FLUID Husillo de una fresadora vertical
depositado, para que no impida el
flujo de aceite. para un centro de mecanizado de
ATENCION !
alta velocidad/cambio de
A partir de este momento, la via de Si la construccibn de la via de herramienta automatic° controlado
bancada este lista para su funciona- bancada exige un rodaje previo el por CNC.
miento, durante el cual se debera procedimiento WOLPASIT
seguir trabajando con aceite SECURO FLUID solo se puede Rodamiento de bolas oblicuo
lubricante LAMORA SUPER realizar posteriormente. (d = 60mm: D = 90mm, B = 15mm).
POLADD.
CASOS PRACTICOS DE Motor electrico de 4,4 Kilowatios
Si en el funcionamiento se observan APLICACION hora con 11000 revoluciones por
puntos de abrasion, estos se minuto (n dm= 880 000 mm por
deberan desengrasar y tratar de Ejemplo de aplicaciOn: minuto)
nuevo con WOLPASIT SECURO Tension previa: 560 Newton
FLUID. Husillo estandar de alta velocidad
20 SENA CCA/AST1N 55- 1997
INFORMADOR TECNICO
Husillo de una fresadora
La temperatura de funcionamiento No se contemplo la posibilidad de Problema:
se estabiliz6 en 37°C, indepen- lubricar con aceite, por los
d ientemente del indice de siguientes motivos: Debe obtenerse un alto grado de
revoluciones y la carga del husillo exactitud de la marcha circular
durante el proceso de mecanizado. • Position vertical del husillo: no se (2urn ) a una velocidad de 30000
ISOFLEX LDS 18 SPECIAL A, toleraba el goteo min-' . Ello es solamente posible a
demostro ser la Unica grasa bajas temperatures.
lubricante que cumplia as • La lubricacion de aceite no podria
exigencias_ reducir suficientemente el calor Solution del problema:
de rozamiento del cojinete ISOFLEXNBU 15
SETCO Industries Inc. ha fabricado
durante los seis Ultimos arios • La pelicula de aceite no habria Con lubricacion de larga duration.
cientos de estos husillos con garantizado una suficiente capaci- Se obtuvo la temperatura más baja
buenos resultados. dad sustentadora ni rigidez del del cojinete.
husillo
Ejemplo de aplicacion: Ejemplo de aplicacion:
• Problemas de eliminaciOn del
Husillo de una fresadora vertical, aceite Cojinete de muela en una
fabricado por SETCO industries Inc. rectificadora de desbastado.
(EE.UU.) SoluciOn del problema:
ISOFLEXNBU 15 Problema:
Rodamiento de bolas oblicuo de
alta precision (ISO 4) La temperatura de funcionamiento Fallos del cojinete debido a obs-
(d= 100 mm; D = 125 mm; se ajusto a 50 °C. El husillo estuvo trucciones de las boquillas en la
B = 20 mm) funcionandodurante5anosy medio lubricaciOn por pulverization del
/ 7 dias de trabajo /funcionamiento aceite.
Accionamiento del husillo: en 3 turnos.
motor de corriente alterna - 2 Solucion del problema:
velocidades (1800 a 3600 [p.m.) Ejemplo de aplicacion: ISOFLEX NBU 15
(n = 410 000 mm por minuto)
TensiOn previa : 900 Newton Husillo de una fresadora El intervalo de cambio de grasa es
SENA CCA/ASTIN 55- 1997 21
INFORMADOR TECNICO
de 18 meses. La temperatura del
cojinete descendi6 entre 5 y 8 °C a
43 - 48 °C.
Ejemplo de aplicacion:
Rodamiento a bolas axial de un
mandril de husillo multiple para
tornos.
Problema:
Alto indice de revoluciones: 900 a
1400 r.p.m. (limite de revoluciones
con lubricaciOn de grasa: 800 a
1100 r.p.m.)
Solucion del problema :
Ejemplos: ISOFLEX NBU 15
Relubricacion: Solo cada 5000
horas de funcionamiento.
Ejemplo de aplicaciOn:
Para mejorar las propiedades de
deslizamientode las piezas mOviles
del mandril y para una optima
transmisi6n de la fuerza tensora se
aplico la pasta ALTEMP Q NB 50,
con resultados satisfactorios. (Esta
pasta lubricante evita tambien la
corrosion por rozamiento y la
formaciOn de Oxido interajuste).
Con STRUCTOVIS P 00 se lubrican perfectamente los cabezales portabrocas pianos.
Cuando el juego es muy reducido, los pihones, los dentados y pinolas son lubricados Es necesaria la relubricaciOn
con seguridad. La grasa evita las pOrdidas por fugas y protege contra la penetracion despues de aproximadamente 200
del fluido refrigerante. horas de funcionamiento.
BIBLIOGRAFIA
KLOBER LUBRICATION
--. La lubricaciOn de las maquinas-
herramienta. -- Munich: Ed. Kluber
Lubrication, 1993, 22 p.
Los cabezales de cambio de la herramienta reciben STRUCTOVIS P 00 como ilenado
de larga duracidn para 5 ahos. Las coronas y los cojinetes de agujas estén perfectamente
lubricados,
22 SENA CCA/ASTIN 55- 1997
IN FORMA DOR TECNICO
STRUCTOVIS P 00 es el lubricante de
large duracKin para este cabezal porta-
brocas multiple
STRUCTOVIS P 00 es el lubricants de
baja temperature pare la lubricacien de
large duracion de accionamientos
reguladores.
Agradecimientos
Ala firma HANSEATICA CIA LTDA.
representante en Colombia de la
firma KLOBER LUBRICATION, por
su gestiOn para hacer posible la
reproducciOn de esta informaciOn.
Los lectores interesados en obtener
mayorinformaciOn sobre este tema
y de los productos de la firma KlOber
Lubrication de Alemania pueden
dirigirse a la siguiente direccion:
Hanseatica Cia Ltda.
Calle 17 No. 69B-06 A.A. 14467
Tels: 2922118, 2926973
Santa Fe de Bogota
SENA CCA/ASTIN 55- 1997 23
También podría gustarte
- Final de Algebra 2 FiubaDocumento6 páginasFinal de Algebra 2 FiubaalexzAún no hay calificaciones
- MANUAL DE TALLER VOLVO TAMD 61,62.63P-1-63L.7172 (48-88) (20-40) (09-18) .En - EsDocumento10 páginasMANUAL DE TALLER VOLVO TAMD 61,62.63P-1-63L.7172 (48-88) (20-40) (09-18) .En - Esedgar luis75% (4)
- Triptico LubricacionDocumento3 páginasTriptico LubricacionDerguimd E Afanador A100% (1)
- Plan de Aceite y Grasa de Un TornoDocumento8 páginasPlan de Aceite y Grasa de Un TornoWilson Cardona EcheverriAún no hay calificaciones
- Buenas Practicas LubricacionDocumento43 páginasBuenas Practicas LubricacionRobert Mendoza100% (4)
- Diagnostico TrapicheDocumento2 páginasDiagnostico TrapicheLUFE BAAún no hay calificaciones
- Nav 3662Documento8 páginasNav 3662guyuyuAún no hay calificaciones
- Mantenimiento Mecánico de Molinos SESIÓN 6Documento55 páginasMantenimiento Mecánico de Molinos SESIÓN 6Pol KhaloAún no hay calificaciones
- Unidad 3 LubricacionDocumento17 páginasUnidad 3 LubricacionJavier AldereteAún no hay calificaciones
- Sistemas de Lubricación y RefrigerantesDocumento27 páginasSistemas de Lubricación y Refrigerantesmelvito0782% (11)
- Consejo 083-Reengrase de RodamientosDocumento2 páginasConsejo 083-Reengrase de RodamientosFER-ARTAún no hay calificaciones
- Chain LubeDocumento8 páginasChain LubeAndres Elias Fernandez PastorAún no hay calificaciones
- Manual de Mantenimiento de Maquinas ElectricasDocumento19 páginasManual de Mantenimiento de Maquinas ElectricasEver HerbasAún no hay calificaciones
- Lubricacion EvaluacionDocumento10 páginasLubricacion EvaluacionMac GoriAún no hay calificaciones
- Consulta de Los Metodos de LubricacionDocumento8 páginasConsulta de Los Metodos de LubricacionJoseph Mera ZambranoAún no hay calificaciones
- Fundamentos de RodamientosDocumento24 páginasFundamentos de RodamientosFelipe OsorioAún no hay calificaciones
- G. Plan de MantenimientoDocumento7 páginasG. Plan de MantenimientoFaty MoralesAún no hay calificaciones
- Buenas Practicas LubricacionDocumento43 páginasBuenas Practicas LubricacionIsrael RiquelmeAún no hay calificaciones
- Cuidado y Mantenimiento de TurbinasDocumento2 páginasCuidado y Mantenimiento de TurbinasIvan Dario Lourido balantaAún no hay calificaciones
- Tribologia. Motor ElectricoDocumento9 páginasTribologia. Motor Electricokingkole 143Aún no hay calificaciones
- Molino Eje VerticalDocumento1 páginaMolino Eje VerticalOliver Pardo Del PinoAún no hay calificaciones
- Compresor de PaletaDocumento4 páginasCompresor de PaletaPUBG MOBILE SG9Aún no hay calificaciones
- Lubricacion Automatica ChestertonDocumento29 páginasLubricacion Automatica ChestertonPatricia AlfaroAún no hay calificaciones
- Motor ElectricoDocumento9 páginasMotor Electricokingkole 143Aún no hay calificaciones
- Grasas LubricantesDocumento52 páginasGrasas Lubricantescamilo ZambranoAún no hay calificaciones
- Lubricacion U4Documento17 páginasLubricacion U4Xchelyairs HernandezAún no hay calificaciones
- Trabajo Lubricacion AutomaticaDocumento8 páginasTrabajo Lubricacion AutomaticaCRISS RYUZAKYAún no hay calificaciones
- Shell Tonna Oil TDocumento2 páginasShell Tonna Oil TPablo EstradaAún no hay calificaciones
- Compresores de RefrigeraciónDocumento1 páginaCompresores de RefrigeraciónEduardo TapiaAún no hay calificaciones
- SP Stud 10 Oil WhirlingDocumento20 páginasSP Stud 10 Oil WhirlingYimmy Alexander Parra MarulandaAún no hay calificaciones
- Catálogo Estandar JIT LubrucacionDocumento36 páginasCatálogo Estandar JIT LubrucacionMatiasAún no hay calificaciones
- Zaranda Vibratoria Industria ArroceraDocumento14 páginasZaranda Vibratoria Industria ArroceraJhoel Ortiz0% (1)
- Fracionamento A Seco - Tecnologia ComprovadaDocumento2 páginasFracionamento A Seco - Tecnologia ComprovadaJorgeRodriguesBelfortFilhoAún no hay calificaciones
- Actividad Lubricación RodamientosDocumento15 páginasActividad Lubricación Rodamientosjohn jairo Diaz GomezAún no hay calificaciones
- B-001 Consistencia de Las GrasasDocumento4 páginasB-001 Consistencia de Las GrasasAlberto Floresávila Leyva67% (3)
- 6A Módulo VI - Engrase Centralizado FM 930E-5Documento21 páginas6A Módulo VI - Engrase Centralizado FM 930E-5seba paezAún no hay calificaciones
- Capitulo 7 DIAGNOSTICO UTILIZANDO LOS PARAMETROS ACELERACION Y ENVOLVENTEDocumento38 páginasCapitulo 7 DIAGNOSTICO UTILIZANDO LOS PARAMETROS ACELERACION Y ENVOLVENTEnestor gpe100% (1)
- Sistemas de LubricacionDocumento7 páginasSistemas de LubricacionGasp Sanchez0% (1)
- CENTOPLEX GLP 500-spDocumento1 páginaCENTOPLEX GLP 500-spCleiton Luiz Cordeiro100% (1)
- TribologiaDocumento5 páginasTribologiaAndrea ChicaizaAún no hay calificaciones
- 398SGB0173A00Documento102 páginas398SGB0173A00tecnicomanelAún no hay calificaciones
- 14 LubricaciónDocumento4 páginas14 LubricaciónMiguel Angel Cejas VillodresAún no hay calificaciones
- Analisis de Modos y Efectos de Falla - Filtros Molinos JhonyDocumento8 páginasAnalisis de Modos y Efectos de Falla - Filtros Molinos Jhonydiego alberto seron floresAún no hay calificaciones
- Tactic EmvDocumento3 páginasTactic EmvJavier CernaAún no hay calificaciones
- Bomba de Vacio-SuperevacDocumento12 páginasBomba de Vacio-SuperevacJesus RicherAún no hay calificaciones
- Cabrestantes 22Documento14 páginasCabrestantes 22Jhousep steven Mesia gonzalesAún no hay calificaciones
- Sistema de LubricaciónDocumento30 páginasSistema de LubricaciónJessica HernandezAún no hay calificaciones
- Brunido en Los Cilindros de Los MotoresDocumento4 páginasBrunido en Los Cilindros de Los MotoresAndres Bueno BSCAún no hay calificaciones
- Instructivo Lubricacion 261Documento15 páginasInstructivo Lubricacion 261David Higueras SaezAún no hay calificaciones
- LUBRICANTESDocumento16 páginasLUBRICANTESFlakita VianethAún no hay calificaciones
- Alexia 70Documento2 páginasAlexia 70Pablo Luis Ojeda PaezAún no hay calificaciones
- Carta de Lubricacion TORNODocumento10 páginasCarta de Lubricacion TORNOJavierMolinaP100% (1)
- H.T. Exoil Turbine R&oDocumento2 páginasH.T. Exoil Turbine R&oInfor AdmAún no hay calificaciones
- Exposicion Elementos IIDocumento33 páginasExposicion Elementos IIjoxe22Aún no hay calificaciones
- Rev Maxi 10P PDFDocumento32 páginasRev Maxi 10P PDFJairo Pérez100% (1)
- Carta de Lubricacion Torno PDFDocumento10 páginasCarta de Lubricacion Torno PDFJhon C.C.Aún no hay calificaciones
- Fabricación de tapones aglomerados. MAMA0109De EverandFabricación de tapones aglomerados. MAMA0109Aún no hay calificaciones
- Preparación del sistema de entintado, humectador y de los dispositivos de salida y acabado en máquinas de impresión offset. ARGI0109De EverandPreparación del sistema de entintado, humectador y de los dispositivos de salida y acabado en máquinas de impresión offset. ARGI0109Calificación: 5 de 5 estrellas5/5 (1)
- Lavado y colmatado de tapones de corcho. MAMA0109De EverandLavado y colmatado de tapones de corcho. MAMA0109Aún no hay calificaciones
- Preparación y regulación de los sistemas de alimentación en máquinas de impresión offset. ARGI0109De EverandPreparación y regulación de los sistemas de alimentación en máquinas de impresión offset. ARGI0109Aún no hay calificaciones
- UF1217 - Mantenimiento de sistemas auxiliares del motor de ciclo dieselDe EverandUF1217 - Mantenimiento de sistemas auxiliares del motor de ciclo dieselCalificación: 3.5 de 5 estrellas3.5/5 (3)
- Simulacion Practica 1 y 5Documento7 páginasSimulacion Practica 1 y 5Marlenne GonzalezAún no hay calificaciones
- Metodo de RadiacionesDocumento12 páginasMetodo de RadiacionesJeison OrocheAún no hay calificaciones
- Modelo de SesionDocumento2 páginasModelo de Sesionegm100% (1)
- Unidad 4 Ing. EconomicaDocumento27 páginasUnidad 4 Ing. EconomicaGerardoAlonsoSánchezAún no hay calificaciones
- TP1 Sistemas OperativosDocumento15 páginasTP1 Sistemas Operativos34662939Aún no hay calificaciones
- Mando de Maquinas Neumaticas y ElectroneumaticasDocumento290 páginasMando de Maquinas Neumaticas y ElectroneumaticasjhanelinAún no hay calificaciones
- S04.s1 - MaterialDocumento25 páginasS04.s1 - Materialluis angel pablo pajueloAún no hay calificaciones
- Coefficient Method - En.esDocumento3 páginasCoefficient Method - En.esJhon GarzonAún no hay calificaciones
- Método de Mínimos Cuadrados Ordinarios - DerivaciónDocumento5 páginasMétodo de Mínimos Cuadrados Ordinarios - DerivaciónLETICIA VEGA HERNANDEZAún no hay calificaciones
- EmbraguesDocumento30 páginasEmbraguesMichael GarciaAún no hay calificaciones
- Digitalización de ImágenesDocumento9 páginasDigitalización de ImágenesJose CarrascoAún no hay calificaciones
- Rodamientos de Dos Hileras de Bolas PDFDocumento29 páginasRodamientos de Dos Hileras de Bolas PDFJose MorenoAún no hay calificaciones
- Memoria Tecnica JuanDocumento24 páginasMemoria Tecnica JuanVictor Ricardo Lalangui VivancoAún no hay calificaciones
- Por Qué y Cómo Enseñar FraccionesDocumento7 páginasPor Qué y Cómo Enseñar FraccionesDirección de Educación QroAún no hay calificaciones
- Cuest 6Documento3 páginasCuest 6Mateo LudeñaAún no hay calificaciones
- Sistema Abs ScanerDocumento26 páginasSistema Abs ScanerJunior SantinAún no hay calificaciones
- Laboratorio 6 OrganometalurgiaDocumento2 páginasLaboratorio 6 OrganometalurgiaJose Carlos Guillen LauraAún no hay calificaciones
- Practica N°4 y N°5Documento22 páginasPractica N°4 y N°5Priscila Lanado HuacacAún no hay calificaciones
- Control de Presión Diferencial - 0Documento1 páginaControl de Presión Diferencial - 0Ricardo AndradeAún no hay calificaciones
- Tarea Nº1Documento10 páginasTarea Nº1Ivan Cano SBAún no hay calificaciones
- Prueba Lenguaje AlgebraicoDocumento2 páginasPrueba Lenguaje AlgebraicoFabian Leonardo Soto PintoAún no hay calificaciones
- Practiquemos Semana 8 2020.1 LLDocumento12 páginasPractiquemos Semana 8 2020.1 LLGODINES SANCHEZ GLADYS ESPERANZAAún no hay calificaciones
- Pedro Castro Ortega - Ejercs. LímitesDocumento1 páginaPedro Castro Ortega - Ejercs. LímitesOrlando MotaAún no hay calificaciones
- Secuenciacion NGSDocumento25 páginasSecuenciacion NGSPablo Emilio Sarmiento GonzálezAún no hay calificaciones
- Ejercicios Van Wylen 1Documento8 páginasEjercicios Van Wylen 1lauraAún no hay calificaciones
- Soluciones Canguro 2023 CADETEDocumento3 páginasSoluciones Canguro 2023 CADETEAgos MoralesAún no hay calificaciones
- Semana 7 - CEII KPIDocumento24 páginasSemana 7 - CEII KPIDIAZFRANK549Aún no hay calificaciones